L'usinage du PTFE exige un changement complet d'état d'esprit par rapport aux matériaux traditionnels. Contrairement aux métaux, le défi n'est pas de surmonter la dureté, mais de maîtriser sa douceur unique, sa dilatation thermique élevée et sa tendance à se déformer sous pression. Les considérations clés impliquent l'utilisation d'outils exceptionnellement tranchants, la gestion de l'accumulation de chaleur avec des vitesses précises et l'utilisation d'un maintien de pièce spécialisé pour empêcher le matériau de se déformer ou de se comprimer.
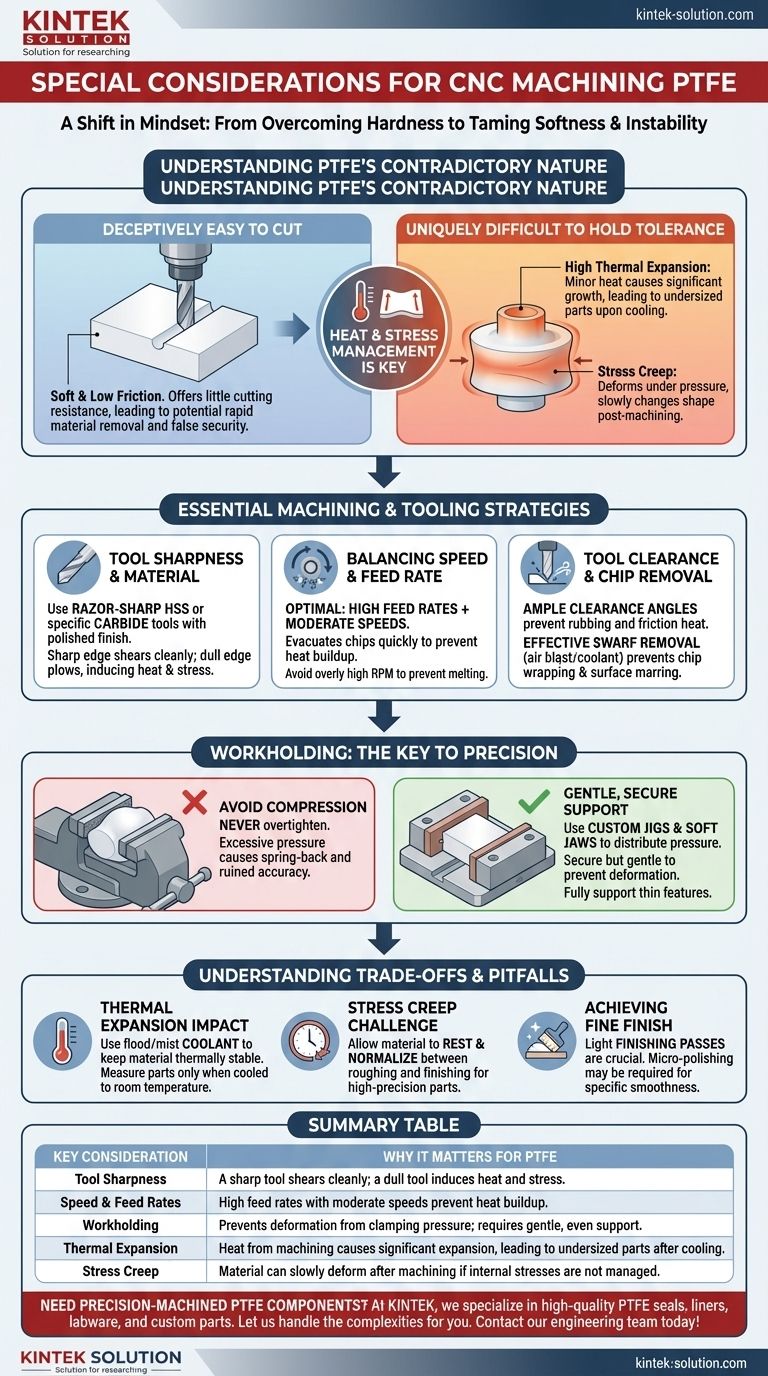
Le PTFE est trompeusement facile à couper, mais difficile à usiner avec une tolérance serrée. Le succès ne vient pas de l'action de coupe elle-même, mais de la gestion stratégique de l'instabilité inhérente du matériau — son expansion thermique et son fluage sous contrainte — tout au long du processus.

Comprendre la nature contradictoire du PTFE
Pour usiner efficacement le polytétrafluoroéthylène (PTFE), vous devez d'abord comprendre ses propriétés fondamentales. Ses plus grandes forces en application sont souvent ses plus grandes faiblesses sur la machine CNC.
Trompeusement facile à couper
La douceur du PTFE et son faible coefficient de friction signifient qu'il offre très peu de résistance à un outil de coupe. Cela peut donner un faux sentiment de sécurité, car le matériau peut être retiré très rapidement et facilement.
Uniquement difficile à maintenir en tolérance
Le véritable défi réside dans la précision dimensionnelle. Le PTFE présente deux propriétés qui rendent la précision difficile : un coefficient de dilatation thermique élevé et une tendance au fluage sous contrainte (stress creep).
Même une chaleur mineure provenant du processus de coupe peut provoquer une expansion significative de la pièce. Une fois refroidie, elle se contractera, ce qui entraînera une cote inférieure à la spécification. De même, il se déforme facilement sous pression et peut lentement « ramper » ou changer de forme après avoir été desserré.
Stratégies essentielles d'usinage et d'outillage
Vos paramètres d'outillage et de coupe doivent être adaptés pour tenir compte de la nature délicate du PTFE. L'objectif est de cisailler le matériau proprement sans introduire de chaleur ou de contrainte.
Le rôle critique de la netteté de l'outil
Les outils doivent être extrêmement tranchants avec une finition lisse et polie. Utilisez de l'acier rapide (HSS) ou des nuances spécifiques de carbure conçues pour les plastiques. Un bord tranchant ciseille proprement le matériau, tandis qu'un bord émoussé le labourera, induisant du stress et de la chaleur.
Équilibrer la vitesse et l'avance
L'approche optimale consiste à utiliser des vitesses d'avance élevées combinées à des vitesses de coupe modérées. Cela crée un copeau et l'évacue rapidement de la zone de coupe, empêchant la chaleur de s'infiltrer dans le matériau. Des vitesses de broche (RPM) trop élevées provoqueront des frictions, entraînant une fusion.
L'importance de l'angle de dégagement de l'outil
Assurez-vous que vos outils de coupe ont un dégagement ou un angle de dépouille suffisant. Cela empêche le bord non coupant de l'outil de frotter contre la surface fraîchement usinée, ce qui est une source principale de chaleur par friction.
Gestion de l'enlèvement des copeaux (Swarf)
Le PTFE produit des copeaux longs, continus et filandreux qui peuvent s'enrouler autour de l'outil et de la broche. Un retrait efficace des copeaux, souvent avec un jet d'air dirigé ou un liquide de refroidissement, est nécessaire pour éviter cela et pour ne pas marquer la finition de surface de la pièce.
Maintien de la pièce : la clé de la précision
La manière dont vous maintenez la pièce est tout aussi importante que la manière dont vous la coupez. Un serrage inapproprié est une cause fréquente d'échec lors de l'usinage du PTFE.
Éviter la compression et la déformation
Ne jamais trop serrer un étau ou une pince. Une pression excessive comprimera le matériau, et lorsque la pièce sera finie et relâchée, elle reprendra sa forme, ruinant votre précision dimensionnelle.
Des gabarits personnalisés et des mors souples sont souvent utilisés pour répartir uniformément la pression de serrage. L'objectif est de maintenir la pièce suffisamment fermement pour qu'elle ne bouge pas, mais suffisamment doucement pour qu'elle ne se déforme pas.
Soutenir le matériau
Parce que le PTFE est si flexible, les parois minces ou les caractéristiques doivent être entièrement soutenues par l'arrière. Sans support adéquat, le matériau repoussera simplement l'outil de coupe, ce qui entraînera une coupe imprécise et incohérente.
Comprendre les compromis et les pièges
Usiner avec succès le PTFE signifie gérer activement ses faiblesses inhérentes. Ignorer ces facteurs entraînera des pièces mises au rebut.
L'impact de la dilatation thermique
Une pièce mesurée alors qu'elle est encore chaude de l'usinage semblera conforme aux spécifications. Après qu'elle se soit refroidie à température ambiante, elle peut être considérablement sous les dimensions requises. L'utilisation d'un liquide de refroidissement en nappe ou en brouillard est très efficace pour maintenir la stabilité thermique du matériau pendant l'opération.
Le défi du fluage sous contrainte
Les contraintes internes induites lors de la fabrication ou d'un serrage inapproprié peuvent amener la pièce à changer de forme des heures, voire des jours, après l'usinage. Pour les pièces de très haute précision, laisser le matériau reposer et se normaliser entre les passes d'ébauche et de finition est une stratégie courante.
Obtenir une finition de surface fine
Bien que facile à couper, obtenir une surface parfaitement lisse peut être difficile en raison de la douceur du PTFE. Les passes de finition doivent être très légères, et dans certains cas, des techniques telles que le micro-polissage peuvent être nécessaires pour répondre aux exigences spécifiques.
Comment appliquer cela à votre projet
Votre stratégie doit s'adapter en fonction des exigences finales de la pièce.
- Si votre objectif principal est le prototypage ou les composants non critiques : Priorisez l'utilisation d'outils extrêmement tranchants et d'un maintien de pièce approprié pour obtenir rapidement une pièce fonctionnelle.
- Si votre objectif principal est d'atteindre des tolérances serrées (+/- 0,002 po) : Vous devez gérer activement la température avec un liquide de refroidissement et envisager des stratégies multi-passes pour permettre aux contraintes du matériau de se normaliser.
- Si vous externalisez le travail : Demandez spécifiquement aux fournisseurs potentiels leur expérience avec le PTFE et leurs méthodes de maintien de pièce et de contrôle de la dilatation thermique.
En fin de compte, maîtriser l'usinage du PTFE est un exercice de respect des propriétés du matériau et d'adaptation de votre processus à son comportement unique.
Tableau récapitulatif :
| Considération clé | Pourquoi c'est important pour le PTFE |
|---|---|
| Netteté de l'outil | Un outil tranchant ciseille proprement ; un outil émoussé induit de la chaleur et du stress. |
| Vitesses et avances | Des vitesses d'avance élevées avec des vitesses modérées empêchent l'accumulation de chaleur. |
| Maintien de la pièce | Prévient la déformation due à la pression de serrage ; nécessite un support doux et uniforme. |
| Dilatation thermique | La chaleur de l'usinage provoque une expansion significative, entraînant des pièces sous-dimensionnées après refroidissement. |
| Fluage sous contrainte | Le matériau peut se déformer lentement après l'usinage si les contraintes internes ne sont pas gérées. |
Besoin de composants en PTFE usinés avec précision sur lesquels vous pouvez compter ?
Chez KINTEK, nous sommes spécialisés dans la fabrication de joints, de revêtements, de verrerie de laboratoire et de composants personnalisés en PTFE de haute qualité pour les secteurs des semi-conducteurs, médical, de laboratoire et industriel. Notre expertise réside dans la maîtrise des défis uniques du PTFE pour livrer des pièces qui répondent à vos spécifications les plus exigeantes, du prototypage aux séries de production à grand volume.
Laissez-nous gérer les complexités de l'usinage du PTFE pour vous. Contactez notre équipe d'ingénieurs dès aujourd'hui pour discuter de votre projet et recevoir un devis.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Béchers et ballons en PTFE de grande taille pour applications de laboratoire résistantes à la corrosion à haute température avec fabrication CNC sur mesure
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
Les gens demandent aussi
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quels sont les avantages mécaniques et sécuritaires de l'utilisation d'appareils en PTFE dans un laboratoire ? Améliorer la sécurité et la durabilité
- Quelle est la plage de compatibilité chimique des appareils de laboratoire en PTFE ? Découvrez sa résistance chimique quasi universelle.
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C
- Comment le PTFE se compare-t-il au polyéthylène (PE) en termes de résistance chimique et thermique ? Choisissez le bon polymère pour les conditions extrêmes



















