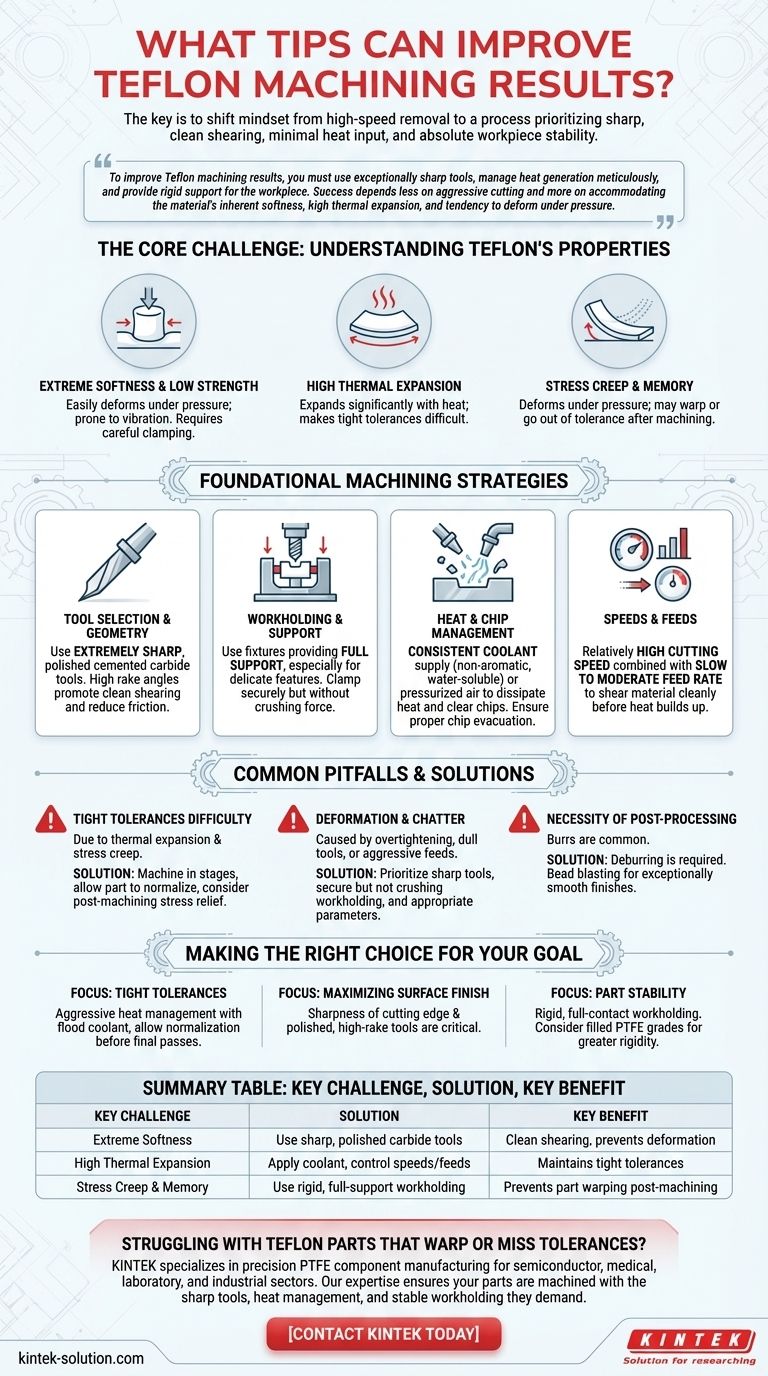
Pour améliorer les résultats d'usinage du Téflon, vous devez utiliser des outils exceptionnellement tranchants, gérer méticuleusement la génération de chaleur et fournir un support rigide à la pièce. Le succès dépend moins d'une coupe agressive que de l'adaptation à la souplesse inhérente du matériau, à sa forte dilatation thermique et à sa tendance à se déformer sous pression.
Le principal défi de l'usinage du Téflon (PTFE) n'est pas sa dureté, mais sa combinaison unique de souplesse, d'instabilité thermique et de mémoire de contrainte. La clé du succès est de passer d'une approche de retrait rapide à un processus qui privilégie un cisaillement net et propre, un apport de chaleur minimal et une stabilité absolue de la pièce.

Le défi principal : Comprendre les propriétés uniques du Téflon
Pour usiner efficacement le Téflon, vous devez d'abord comprendre pourquoi il se comporte si différemment des métaux et même des autres plastiques. Ses caractéristiques principales influencent directement chaque choix que vous faites, de l'outillage aux fluides de coupe.
Souplesse extrême et faible résistance
Le Téflon est exceptionnellement souple et possède une rigidité structurelle très faible par rapport à des matériaux comme le nylon ou l'acétal.
Cela signifie qu'il se déformera ou se comprimera facilement sous la pression de l'outil plutôt que de couper proprement. Cela rend également le matériau sujet aux vibrations et au broutage s'il n'est pas correctement soutenu.
Dilatation thermique élevée
Le Téflon possède l'un des coefficients de dilatation thermique les plus élevés parmi les matériaux d'ingénierie courants. Même une petite quantité de chaleur générée par le frottement de l'outil le fera se dilater de manière significative.
Cette dilatation rend le maintien de tolérances serrées extrêmement difficile, car la pièce peut changer de taille pendant et après le processus d'usinage lorsqu'elle refroidit.
Fluage et mémoire de contrainte
Lorsqu'il est soumis à une pression de serrage ou de coupe, le Téflon peut "fluer" ou se déformer lentement. Une fois la pression relâchée, il peut ne pas retrouver entièrement sa forme originale.
Cette mémoire du matériau peut entraîner le gauchissement des pièces ou leur sortie de tolérance des heures, voire des jours après leur usinage.
Stratégies d'usinage fondamentales
Avec une compréhension claire des défis du matériau, vous pouvez mettre en œuvre des stratégies spécifiques pour les contrer et produire des pièces de haute qualité.
Sélection et géométrie des outils
Le bon outil est le facteur le plus important pour le succès.
Utilisez des arêtes de coupe extrêmement tranchantes, car un outil émoussé poussera et déformera le matériau au lieu de le cisailler. Les outils en carbure cémenté sont un excellent choix, mais leur tranchant et leur finition d'arête sont primordiaux.
Les outils avec une surface très polie et des angles de coupe élevés sont idéaux. Cette géométrie favorise une action de cisaillement propre et réduit le frottement, ce qui minimise l'accumulation de chaleur et empêche le matériau de coller à l'outil.
Maintien et support de la pièce
En raison de sa souplesse, le Téflon doit être serré solidement mais sans force excessive qui pourrait l'écraser ou le déformer.
Utilisez des montages qui offrent un support complet à la pièce, en particulier pour les parois minces ou les caractéristiques délicates. Cela évite les vibrations et la déflexion pendant la coupe, qui sont des causes majeures de mauvaise finition de surface et d'imprécision.
Gestion de la chaleur et des copeaux
Le contrôle de la température est non négociable pour un travail de précision.
Utilisez un apport constant de liquide de refroidissement pour dissiper la chaleur et prévenir la dilatation thermique. Les liquides de refroidissement non aromatiques et solubles dans l'eau sont très efficaces. Pour certaines opérations, l'air comprimé peut suffire à évacuer les copeaux et à assurer un certain refroidissement.
Un bon dégagement des copeaux est également vital. Les outils avec des goujures profondes aident à évacuer efficacement les copeaux doux et filamenteux, les empêchant de s'enrouler autour de l'outil et de générer plus de frottement.
Vitesses et avances
Vos paramètres doivent viser à créer une coupe nette sans générer de chaleur excessive.
Généralement, cela implique l'utilisation d'une vitesse de coupe relativement élevée combinée à une vitesse d'avance lente à modérée. Cela permet à l'outil tranchant de cisailler le matériau proprement avant qu'une chaleur significative ne puisse s'accumuler.
Comprendre les compromis et les pièges courants
L'usinage du Téflon implique d'équilibrer des facteurs concurrents. Être conscient des points de défaillance courants vous aidera à dépanner et à les éviter.
La difficulté avec les tolérances serrées
L'obtention de tolérances serrées est la principale difficulté. C'est un résultat direct de la dilatation thermique et du fluage de contrainte. Une pièce qui mesure parfaitement sur la machine peut être hors spécification une fois qu'elle a atteint la température ambiante.
Pour les dimensions critiques, envisagez d'usiner par étapes, en laissant la pièce se normaliser entre les passes d'ébauche et de finition. Dans certains cas, un soulagement des contraintes après usinage peut être nécessaire.
Le risque de déformation et de broutage
Serrer trop un étau, utiliser des outils émoussés ou employer une vitesse d'avance agressive causera des problèmes immédiats.
Ces actions introduisent trop de pression dans le matériau souple, entraînant la déformation de la pièce, le broutage de l'outil et une terrible finition de surface. Priorisez toujours les outils tranchants et un maintien de pièce sûr, mais non écrasant.
La nécessité du post-traitement
Même avec une technique parfaite, les pièces en Téflon auront une bavure après l'usinage.
L'ébavurage est une étape standard et requise. Pour les applications nécessitant une surface exceptionnellement lisse, le sablage aux billes peut être un processus de finition final efficace.
Faire le bon choix pour votre objectif
Votre approche spécifique doit être adaptée au résultat le plus critique pour votre composant.
- Si votre objectif principal est d'atteindre des tolérances serrées : Une gestion agressive de la chaleur avec un arrosage abondant et le fait de laisser le matériau se normaliser avant les passes finales sont non négociables.
- Si votre objectif principal est de maximiser la finition de surface : Le tranchant de votre arête de coupe et l'utilisation d'outils polis à angle de coupe élevé sont les facteurs les plus critiques.
- Si votre objectif principal est d'assurer la stabilité de la pièce après usinage : Concentrez-vous sur un maintien de pièce rigide et à contact complet et envisagez d'utiliser une qualité de PTFE chargée (comme le PTFE chargé de verre) si l'application le permet, car elle offre une plus grande rigidité.
En respectant les propriétés uniques du Téflon au lieu de les combattre, vous pouvez obtenir des résultats précis et reproductibles dans vos opérations d'usinage.
Tableau récapitulatif :
| Défi clé | Solution | Avantage clé |
|---|---|---|
| Souplesse extrême | Utiliser des outils en carbure extrêmement tranchants et polis | Cisaillement propre, prévient la déformation |
| Dilatation thermique élevée | Appliquer du liquide de refroidissement, contrôler les vitesses/avances | Maintient des tolérances serrées |
| Fluage et mémoire de contrainte | Utiliser un maintien de pièce rigide et à support complet | Prévient le gauchissement de la pièce après usinage |
Vous avez des difficultés avec des pièces en Téflon qui se déforment ou manquent de tolérance ? KINTEK est spécialisé dans la fabrication de composants de précision en PTFE pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie. Notre expertise en fabrication sur mesure – des prototypes aux commandes à grand volume – garantit que vos pièces en Téflon sont usinées avec les outils tranchants, la gestion de la chaleur et le maintien stable dont elles ont besoin.
Contactez KINTEK dès aujourd'hui pour discuter de votre projet et obtenir des résultats fiables et de haute qualité.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Tiges en PTFE personnalisables pour applications industrielles avancées
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
Les gens demandent aussi
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab
- Comment la conception structurelle d'un panier à fleurs en PTFE assure-t-elle un accès uniforme des fluides aux substrats ? Optimiser les rendements de laboratoire
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO