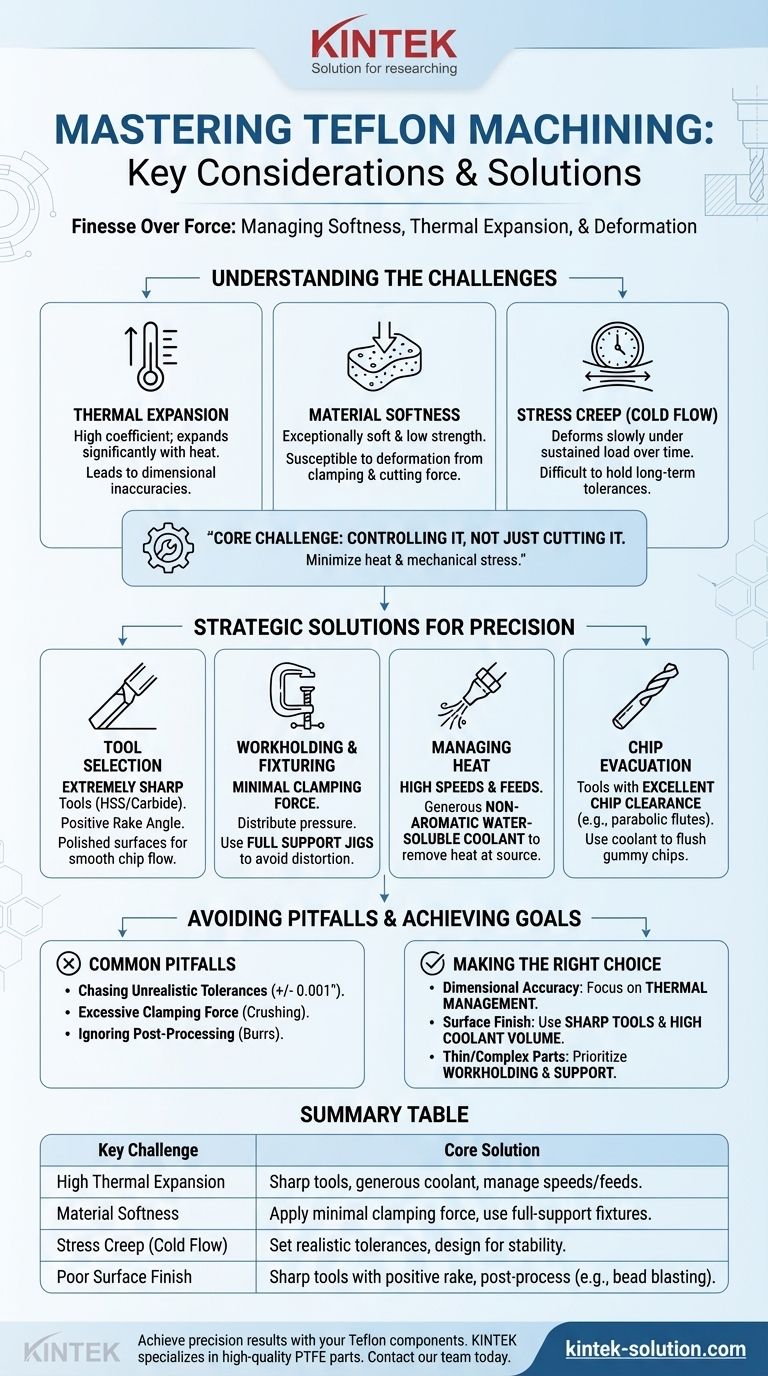
L'usinage du Téflon (PTFE) nécessite une approche unique qui privilégie la finesse à la force. Les principales considérations tournent autour de la gestion de la mollesse inhérente du matériau, de son taux de dilatation thermique extrêmement élevé et de sa tendance à se déformer sous la pression, autant de facteurs qui posent des défis importants pour obtenir des tolérances serrées et un état de surface propre.
Le défi fondamental de l'usinage du Téflon n'est pas de le couper, mais de le contrôler. Le succès dépend entièrement de la minimisation de la génération de chaleur et des contraintes mécaniques grâce à des outils spécialisés, un maintien de pièce approprié et des paramètres soigneusement contrôlés.

Comprendre les défis fondamentaux du Téflon
Pour usiner efficacement le Téflon, vous devez d'abord comprendre les propriétés qui le distinguent tant des métaux ou même d'autres plastiques. Ces propriétés sont la cause première de chaque problème d'usinage courant.
Le problème de la dilatation thermique
Le Téflon possède un coefficient de dilatation thermique très élevé. Cela signifie qu'il se dilate et se contracte considérablement, même avec de légères variations de température.
La chaleur générée par la friction d'un outil de coupe peut provoquer la dilatation du matériau en cours de processus, entraînant des dimensions inexactes une fois la pièce refroidie. Le maintien d'une température stable est essentiel pour respecter toute tolérance significative.
L'impact de la mollesse du matériau
Le Téflon est un matériau exceptionnellement mou avec une faible résistance. Bien que cela le rende facile à couper, cela le rend également très sensible à la déformation.
Une pression de serrage excessive peut écraser ou déformer la pièce avant même que vous ne commenciez l'usinage. La force de l'outil de coupe lui-même peut repousser le matériau au lieu de le cisailler proprement, ce qui entraîne un cliquetis de l'outil, un mauvais état de surface et des coupes imprécises.
Le défi du fluage sous contrainte (Cold Flow)
Le Téflon est connu pour « ramper » ou se déformer lentement avec le temps lorsqu'il est soumis à une charge soutenue.
Cela signifie que même si une pièce est usinée à une tolérance parfaite, les contraintes internes ou la pression de son application peuvent faire varier ses dimensions au fil du temps. Cette propriété rend particulièrement difficile le maintien de tolérances de haute précision à long terme.
Solutions stratégiques pour l'usinage de précision
Surmonter les défis du Téflon nécessite une stratégie axée sur l'atténuation de la chaleur et de la pression. Chaque choix, de l'outil au liquide de refroidissement, doit servir cet objectif.
La sélection de l'outil est non négociable
Le facteur le plus important est d'utiliser le bon outil. L'objectif est de trancher proprement le matériau, et non de le labourer.
Vos outils doivent être extrêmement tranchants. Des outils en acier rapide (HSS) ou en carbure cémenté sont recommandés. Les outils émoussés créeront un excès de friction, de chaleur et de déformation. Les outils doivent également avoir un angle de dépouille positif et des surfaces polies pour favoriser un écoulement des copeaux fluide et réduire la friction.
Maintien de la pièce et outillage
Étant donné que le Téflon est à la fois mou et glissant, le fixer est un équilibre délicat.
Utilisez une force de serrage minimale répartie sur une grande surface pour éviter de déformer la pièce. Des gabarits ou des montages de support complets qui épousent la forme de la pièce sont idéaux pour prévenir la déformation pendant le processus d'usinage.
Gestion de la chaleur par les vitesses, les avances et le liquide de refroidissement
Le contrôle de la température est primordial. Ceci est réalisé grâce à une combinaison de paramètres de machine et de refroidissement.
Utilisez des vitesses de coupe et des avances élevées avec un outil extrêmement tranchant pour garantir que l'outil ciseille le matériau efficacement. Une application généreuse d'un liquide de refroidissement hydrosoluble non aromatique est très efficace pour éliminer la chaleur à la source, prévenir la dilatation thermique et améliorer l'état de surface.
Évacuation des copeaux
Le Téflon produit des copeaux longs et gommeux qui peuvent obstruer les outils, augmenter la friction et ruiner la pièce.
Choisissez des outils conçus pour un excellent dégagement des copeaux, tels que des forets à gorges paraboliques. Une application appropriée du liquide de refroidissement peut également aider à évacuer les copeaux de la zone de coupe.
Pièges courants à éviter
De nombreuses pratiques d'usinage courantes sont contre-productives lors du travail avec le Téflon. La connaissance de ces pièges est essentielle pour éviter les pièces mises au rebut.
Rechercher des tolérances irréalistes
Comprenez que le Téflon n'est pas un matériau dimensionnellement stable comme l'aluminium ou l'acier. Sa tendance à se dilater et à ramper rend extrêmement difficile le maintien de tolérances inférieures à +/- 0,001 pouce. Soyez réaliste quant à ce que le matériau peut accomplir.
Appliquer une force de serrage excessive
C'est l'erreur la plus courante. Les opérateurs habitués à usiner des métaux serrent souvent trop les fixations, écrasant la pièce en Téflon et rendant l'usinage précis impossible dès le départ. Commencez toujours par la pression de serrage la plus faible possible.
Ignorer les besoins de post-traitement
En raison de sa mollesse, une surface usinée sur du Téflon peut avoir une texture « duveteuse » ou ébarbée. Une étape de post-traitement comme le microbillage est souvent nécessaire pour obtenir un état de surface lisse et uniforme.
Faire le bon choix pour votre objectif
Votre objectif spécifique doit guider votre stratégie d'usinage.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez la gestion thermique avant tout, en utilisant des outils tranchants, un liquide de refroidissement généreux et en permettant au matériau de se stabiliser à température ambiante avant les mesures finales.
- Si votre objectif principal est l'état de surface : Utilisez des outils extrêmement tranchants avec des arêtes polies et un flux constant et important de liquide de refroidissement hydrosoluble pour éviter tout frottement ou accumulation de chaleur.
- Si vous usinez des pièces à paroi mince ou complexes : Concentrez-vous sur le maintien de la pièce, en concevant des montages qui offrent un support complet à la pièce et en utilisant la pression de serrage minimale absolue requise.
En respectant les propriétés uniques du matériau, vous pouvez transformer l'usinage du Téflon d'un défi en un processus précis et reproductible.
Tableau récapitulatif :
| Défi clé | Solution principale |
|---|---|
| Forte dilatation thermique | Utiliser des outils tranchants, un liquide de refroidissement généreux et gérer les vitesses/avances. |
| Mollesse du matériau | Appliquer une force de serrage minimale et utiliser des montages à support complet. |
| Fluage sous contrainte (Cold Flow) | Définir des tolérances réalistes et concevoir pour la stabilité à long terme. |
| Mauvais état de surface | Utiliser des outils tranchants avec des angles de dépouille positifs et post-traiter (ex : microbillage). |
Obtenez des résultats de précision avec vos composants en Téflon. KINTEK est spécialisé dans l'usinage de pièces en PTFE de haute qualité telles que des joints, des revêtements et de la verrerie de laboratoire personnalisée pour les secteurs des semi-conducteurs, médical et industriel. Notre expertise dans la gestion de la mollesse du matériau et de la dilatation thermique garantit que vos prototypes ou commandes à grand volume répondent à des spécifications exactes. Contactez notre équipe dès aujourd'hui pour discuter de votre projet et bénéficier de nos capacités de fabrication sur mesure.
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Quelle résistance à la température offrent les filtres en PTFE ? Stabilité thermique inégalée de -200°C à +260°C
- Pourquoi les filtres en polytétrafluoroéthylène (PTFE) sont-ils préférés pour les applications pharmaceutiques et de bioprocédés de laboratoire ?
- Comment l'hydrophobie des filtres en PTFE bénéficie-t-elle de leur utilisation ? Assurer un débit de gaz ininterrompu et la filtration des solvants
- Quelles étapes sont impliquées dans la sélection du filtre en PTFE approprié ? Un guide en 4 étapes pour une filtration optimale
- Quels produits chimiques sont entièrement compatibles avec les filtres en PTFE ? Découvrez une résistance chimique inégalée



















