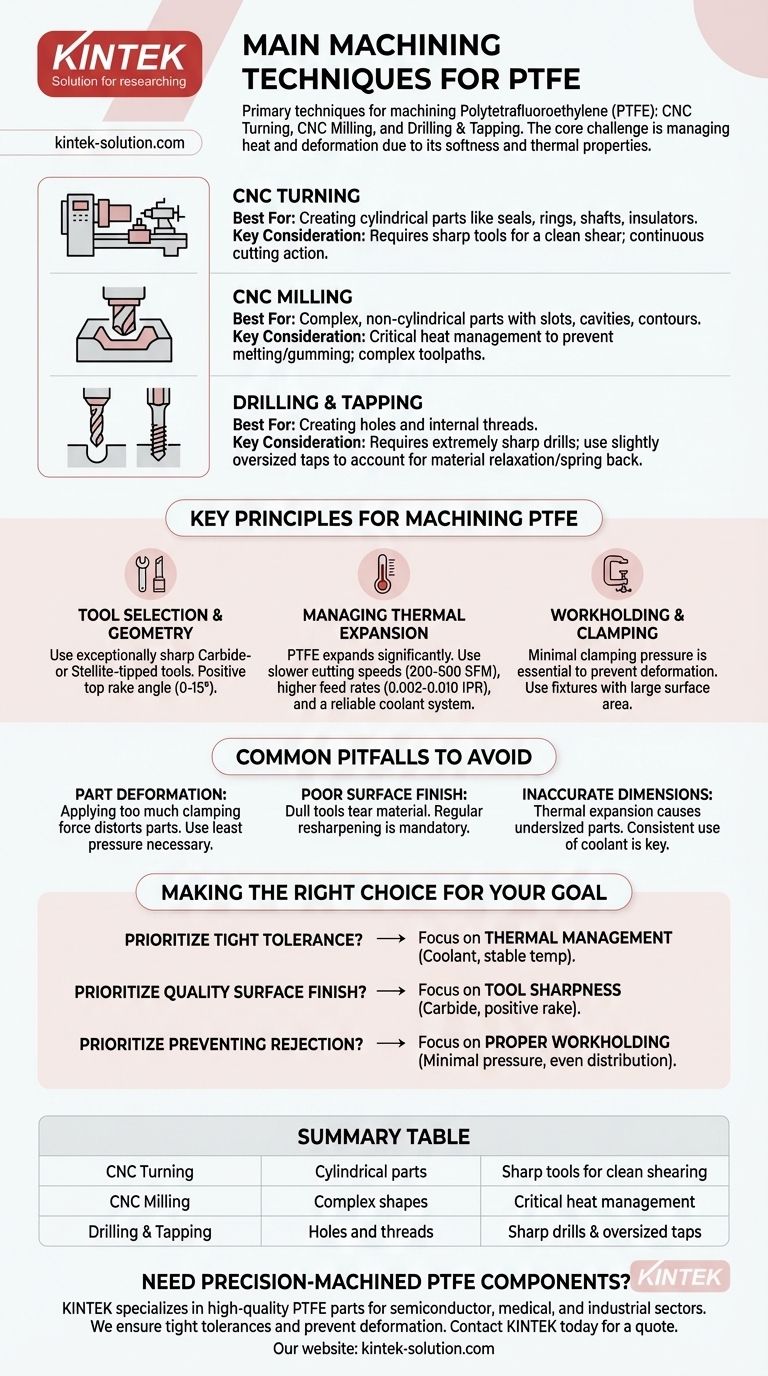
Pour usiner le polytétrafluoroéthylène (PTFE), les principales techniques sont le tournage CNC, le fraisage CNC, le perçage et le taraudage. Le tournage CNC est idéal pour créer des pièces cylindriques telles que des joints et des arbres, tandis que le fraisage CNC est utilisé pour des formes plus complexes avec des cavités et des contours. Le perçage et le taraudage sont des opérations standard pour créer des trous et des filetages dans le matériau.
Le principal défi dans l'usinage du PTFE n'est pas sa dureté, mais sa mollesse, son taux de dilatation thermique élevé et sa faible conductivité thermique. Le succès dépend entièrement de la gestion de l'accumulation de chaleur et de la déformation physique grâce à des outils tranchants, des vitesses appropriées et une pression de serrage minimale.

Comprendre les processus d'usinage de base
Le processus approprié dépend entièrement de la géométrie souhaitée de la pièce finale. Tous les équipements standard peuvent être utilisés, mais l'approche doit être adaptée aux propriétés uniques du PTFE.
Tournage CNC
Le tournage CNC implique la rotation d'une tige de PTFE tandis qu'un outil de coupe enlève de la matière pour créer un profil cylindrique. Cette méthode est très efficace pour produire des pièces telles que des bagues, des joints, des arbres et des isolateurs.
L'action de coupe continue nécessite une gestion minutieuse de la netteté de l'outil pour assurer une cisaillement propre plutôt que de pousser ou de déchirer le matériau.
Fraisage CNC
Le fraisage CNC utilise un outil de coupe rotatif à plusieurs pointes pour enlever de la matière d'une pièce stationnaire. C'est la méthode préférée pour produire des pièces complexes non cylindriques avec des caractéristiques telles que des fentes, des poches et des contours de surface complexes.
En raison du potentiel de trajectoires d'outil complexes, la gestion de la chaleur au point de coupe est essentielle pour éviter que le matériau ne fonde ou ne colle l'outil.
Perçage et Taraudage
Le perçage crée des trous et le taraudage crée des filetages internes. Bien que semblant simples, ces opérations exigent des considérations spécifiques pour le PTFE en raison de son élasticité et de sa tendance à « revenir en place ».
Les forets doivent être extrêmement tranchants pour couper proprement les fibres. Lors du taraudage, il est souvent nécessaire d'utiliser un taraud légèrement surdimensionné car le matériau se détendra et se rétractera légèrement après le retrait de l'outil, ce qui entraînera un diamètre de filetage final plus petit.
Principes clés pour l'usinage du PTFE
Contrairement aux métaux, l'usinage du PTFE est une bataille contre la chaleur et la déformation, et non contre la dureté du matériau. Ses propriétés uniques exigent une approche spécifique des paramètres d'outillage et de machine.
Sélection et géométrie de l'outil
Le bon outil est le facteur le plus critique pour une finition de qualité. Les outils doivent être exceptionnellement tranchants pour trancher proprement le matériau.
Les outils à pointe de carbure ou à pointe Stellite sont fortement recommandés pour leur capacité à conserver un tranchant et à résister à l'usure. Un angle de dépouille positif (entre 0 et 15 degrés) aide à réduire les forces de coupe et minimise la friction.
Gestion de la dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température et possède une faible conductivité thermique, ce qui signifie que la chaleur reste concentrée sur le site de coupe.
Des vitesses de coupe plus lentes (200 à 500 pieds de surface par minute) combinées à des avances plus élevées (0,002 à 0,010 pouce par révolution) aident à réduire la chaleur de friction. L'outil passe moins de temps à frotter au même endroit, et une plus grande copeau évacue plus de chaleur de la pièce.
L'utilisation d'un système de refroidissement est fortement conseillée pour dissiper la chaleur et empêcher le matériau de se dilater et de compromettre la précision dimensionnelle.
Maintien et serrage de la pièce
Le PTFE est un matériau souple qui se déforme facilement sous pression. C'est une source fréquente de pièces défectueuses.
Une pression de serrage minimale est essentielle pour maintenir la pièce en place sans l'écraser ou la déformer. L'utilisation de montages avec une plus grande surface peut aider à répartir la force de serrage plus uniformément.
Pièges courants à éviter
Comprendre les problèmes potentiels avant qu'ils ne surviennent est essentiel pour un usinage du PTFE efficace et réussi.
Déformation de la pièce
L'erreur la plus courante est d'appliquer une force de serrage excessive, ce qui déforme la pièce. Lorsque la pièce est relâchée, elle reprend sa forme initiale et les dimensions usinées seront incorrectes. Utilisez toujours la pression minimale nécessaire.
Mauvaise finition de surface
Un outil de coupe émoussé ne cisaillera pas le PTFE ; il le déchirera ou le poussera. Cela entraîne une finition de surface floue ou rugueuse. L'inspection régulière et le réaffûtage des outils sont obligatoires.
Dimensions inexactes
Ne pas tenir compte de la dilatation thermique est une cause principale d'inexactitude dimensionnelle. L'usinage d'une pièce alors qu'elle est chaude entraînera une pièce sous-dimensionnée une fois qu'elle aura refroidi à température ambiante. L'utilisation constante d'un liquide de refroidissement est la meilleure solution.
Faire le bon choix pour votre objectif
Votre objectif spécifique déterminera les principes d'usinage que vous devriez prioriser.
- Si votre objectif principal est une tolérance dimensionnelle serrée : Priorisez la gestion thermique avant tout. Utilisez un système de refroidissement fiable et laissez le matériau se stabiliser à une température constante avant d'effectuer les passes de finition.
- Si votre objectif principal est une finition de surface de haute qualité : Votre priorité absolue est la netteté de l'outil. Utilisez des outils en carbure fraîchement affûtés avec un angle de dépouille positif et évitez de laisser l'outil s'attarder au même endroit.
- Si votre objectif principal est d'éviter le rejet de pièces : Concentrez-vous sur le maintien approprié de la pièce. Concevez des montages qui soutiennent la pièce sans la déformer et demandez aux machinistes d'utiliser une pression de serrage minimale et uniformément répartie.
En fin de compte, traiter le PTFE comme un matériau unique, plutôt que comme un métal mou, est la clé pour produire des composants précis et de haute qualité.
Tableau récapitulatif :
| Technique d'usinage | Idéal pour | Considérations clés |
|---|---|---|
| Tournage CNC | Pièces cylindriques (joints, arbres, bagues) | Coupe continue ; nécessite des outils tranchants pour un cisaillement net. |
| Fraisage CNC | Formes complexes (fentes, poches, contours) | Gestion critique de la chaleur pour éviter la fusion/l'encrassement. |
| Perçage et Taraudage | Création de trous et de filetages internes | Utiliser des forets tranchants et des tarauds légèrement surdimensionnés pour la relaxation du matériau. |
Besoin de composants en PTFE usinés avec précision ?
KINTEK se spécialise dans la fabrication de pièces en PTFE de haute qualité—y compris des joints, des revêtements et de la verrerie de laboratoire personnalisée—pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons les principes critiques de l'usinage du PTFE pour prévenir la déformation et garantir des tolérances serrées.
Que vous ayez besoin de prototypes ou de commandes à haut volume, notre expertise en fabrication sur mesure apporte la fiabilité dont votre application a besoin.
Contactez KINTEK dès aujourd'hui pour obtenir un devis et découvrir comment nous pouvons donner vie à votre projet PTFE avec précision et expertise.
Guide Visuel
Produits associés
- Disque de dispersion et tige d'agitation en PTFE sur mesure pour le traitement chimique et le mélange en laboratoire
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
Les gens demandent aussi
- Comment les barres de Téflon sont-elles utilisées dans l'industrie de la transformation chimique ? Pour les joints, les revêtements et les vannes qui résistent à la corrosion
- Comment les tiges en PTFE sont-elles utilisées dans les applications électroniques et électriques ? Débloquez des performances et une fiabilité supérieures
- Que sont les barres en PTFE et comment sont-elles fabriquées ? Un guide de leurs propriétés et de leur production
- Comment la tige en PTFE fonctionne-t-elle dans des environnements chimiquement agressifs ? Résistance chimique inégalée pour les applications exigeantes
- Quelles sont les principales propriétés de la tige en PTFE ? Débloquez des performances extrêmes pour les applications exigeantes



















