Pour obtenir des tolérances serrées dans l'usinage du Téflon (PTFE), vous devez utiliser des outils exceptionnellement tranchants, mettre en œuvre une gestion thermique méticuleuse avec des liquides de refroidissement, recuire le matériau pour soulager les contraintes et utiliser des dispositifs de serrage spécialisés qui empêchent la déformation. Ces étapes contrent directement la mollesse inhérente du PTFE, sa dilatation thermique élevée et sa tendance au fluage sous pression, qui sont les principaux obstacles à la précision.
Le succès dans l'usinage du PTFE ne consiste pas à forcer le matériau à se soumettre ; il s'agit de s'adapter à ses propriétés uniques. Le défi principal est de gérer son expansion thermique extrême et sa mollesse, ce qui nécessite une stratégie axée sur le cisaillement net, le contrôle constant de la température et la relaxation des contraintes.

Comprendre les défis fondamentaux de l'usinage du PTFE
Avant d'appliquer les meilleures pratiques, il est essentiel de comprendre pourquoi le PTFE est si difficile à usiner. Ses propriétés sont fondamentalement différentes de celles des métaux et de la plupart des autres plastiques.
Le problème de la mollesse et de la déformation
Le PTFE est extrêmement mou et présente un faible coefficient de friction. Cela signifie que les outils émoussés ne le couperont pas proprement ; ils pousseront et déformeront le matériau, entraînant une mauvaise finition de surface et des dimensions imprécises.
De plus, les méthodes de serrage ou de maintien en place standard peuvent facilement écraser ou déformer la pièce, anéantissant toute chance d'obtenir des tolérances serrées avant même la première coupe.
L'arme à double tranchant des propriétés thermiques
Le PTFE présente deux propriétés thermiques qui créent un défi important. Premièrement, son taux de dilatation thermique est très élevé, près de dix fois celui de l'acier. Toute chaleur générée pendant l'usinage provoquera une expansion significative du matériau.
Deuxièmement, il possède une faible conductivité thermique. Cela signifie que la chaleur générée par l'outil de coupe ne se dissipe pas dans tout le matériau. Au lieu de cela, elle se concentre au point de coupe, provoquant une expansion localisée et rendant les mesures précises impossibles tant que la pièce n'a pas complètement refroidi et stabilisé.
L'impact des contraintes internes
Le processus de fabrication des stocks bruts de PTFE induit des contraintes internes. Pendant l'usinage, à mesure que le matériau est retiré, ces contraintes sont libérées de manière inégale, provoquant la déformation et le mouvement imprévisibles de la pièce. Il est donc extrêmement difficile de maintenir des tolérances serrées sur une pièce finie sans un soulagement adéquat des contraintes.
Les piliers de l'usinage de précision du PTFE
Une stratégie réussie pour l'usinage du PTFE repose sur quelques principes fondamentaux qui répondent directement à ses propriétés difficiles.
Pilier 1 : Sélection et géométrie des outils
Le facteur le plus important est la netteté de l'outil. Les outils doivent être affûtés comme un rasoir pour cisailler proprement le matériau plutôt que de le pousser.
Les outils en carbure, à pointe de stellite ou même diamantés sont recommandés en raison de leur capacité à conserver un tranchant. Un angle de dépouille positif élevé aide à éloigner le copeau de la pièce, réduisant la friction et l'accumulation de chaleur.
Pilier 2 : Gestion thermique et des liquides de refroidissement
Un contrôle strict de la température est non négociable. L'objectif est d'éliminer la chaleur aussi rapidement qu'elle est générée pour empêcher la dilatation thermique d'affecter la précision dimensionnelle.
Un arrosage abondant avec un liquide de refroidissement hydrosoluble est très efficace. Alternativement, de l'air pressurisé ou des systèmes de brumisation peuvent être utilisés pour gérer la chaleur et, tout aussi important, pour dégager les copeaux qui pourraient autrement se coincer et marquer la surface molle.
Pilier 3 : Vitesses et avances optimisées
L'approche générale consiste à utiliser des vitesses de coupe élevées combinées à des vitesses d'avance contrôlées. Des vitesses de broche élevées aident à assurer un cisaillement net, tandis qu'une vitesse d'avance modérée empêche une pression d'outil excessive qui pourrait déformer la pièce.
Trouver le bon équilibre est essentiel pour obtenir une bonne finition de surface sans générer une chaleur excessive.
Pilier 4 : Maintien en place sécurisé et à basse pression
Les dispositifs de serrage doivent être conçus spécifiquement pour le PTFE. Utilisez des dispositifs qui soutiennent une grande surface de la pièce pour répartir uniformément la pression de serrage.
Évitez de trop serrer les étaux ou les mandrins. L'objectif est de maintenir la pièce suffisamment fermement pour résister aux forces de coupe, mais suffisamment doucement pour éviter toute distorsion.
Le rôle critique de la relaxation des contraintes (Recuit)
Le recuit est le processus de chauffage d'un matériau à une température spécifique, puis de le laisser refroidir lentement. Pour les pièces en PTFE aux tolérances serrées, ce n'est pas une étape facultative.
Recuit avant usinage
Le recuit du stock de PTFE brut avant l'usinage est crucial pour stabiliser le matériau. Ce processus soulage les contraintes internes dues à la fabrication, fournissant une pièce de départ plus prévisible et dimensionnellement stable.
Recuit après usinage
Après l'usinage grossier, un deuxième cycle de recuit peut être effectué pour soulager les contraintes induites par le processus de coupe. Ceci est particulièrement important pour les pièces aux géométries complexes ou aux tolérances extrêmement serrées, car cela garantit que la pièce finale ne se déformera pas et ne changera pas de dimensions avec le temps.
Comprendre les compromis et les limites
Même avec une technique parfaite, il est vital de reconnaître les limites inhérentes du matériau.
Instabilité inhérente du matériau
En raison de sa dilatation thermique élevée et de sa tendance au fluage sous contrainte (déformation lente sous charge), le PTFE n'est pas idéal pour les composants nécessitant une stabilité dimensionnelle absolue à long terme par rapport à des matériaux comme l'acier ou le PEEK. Les tolérances doivent être fixées de manière réaliste.
Résistance mécanique inférieure
Le PTFE a une résistance à la traction et à la compression relativement faible par rapport à d'autres polymères techniques comme le nylon ou le Delrin. Il est choisi pour sa lubrification et sa résistance chimique, et non pour sa robustesse mécanique.
Sécurité et production de fumées
Une considération de sécurité critique est que le PTFE produit des fumées toxiques lorsqu'il est exposé à des températures supérieures à 500°F (260°C). Les processus d'usinage doivent être contrôlés pour garantir que les températures restent bien en dessous de ce seuil.
Une liste de contrôle pratique pour votre prochain projet PTFE
Utilisez ces directives pour adapter votre stratégie d'usinage à votre objectif principal.
- Si votre objectif principal est la précision et la stabilité ultimes : Vous devez intégrer des cycles de recuit avant et après l'usinage dans votre processus.
- Si votre objectif principal est une excellente finition de surface : Privilégiez des outils exceptionnellement tranchants avec un angle de dépouille positif élevé et utilisez un liquide de refroidissement par arrosage ou par brumisation constant pour éliminer immédiatement les copeaux.
- Si votre objectif principal est d'éviter la déformation de la pièce : Concevez des dispositifs de serrage spécialisés à faible force de serrage et minimisez la pression de l'outil en utilisant des outils tranchants et des vitesses d'avance contrôlées.
La maîtrise de ces principes transforme le PTFE d'un matériau difficile en un composant prévisible et fiable pour les applications haute performance.
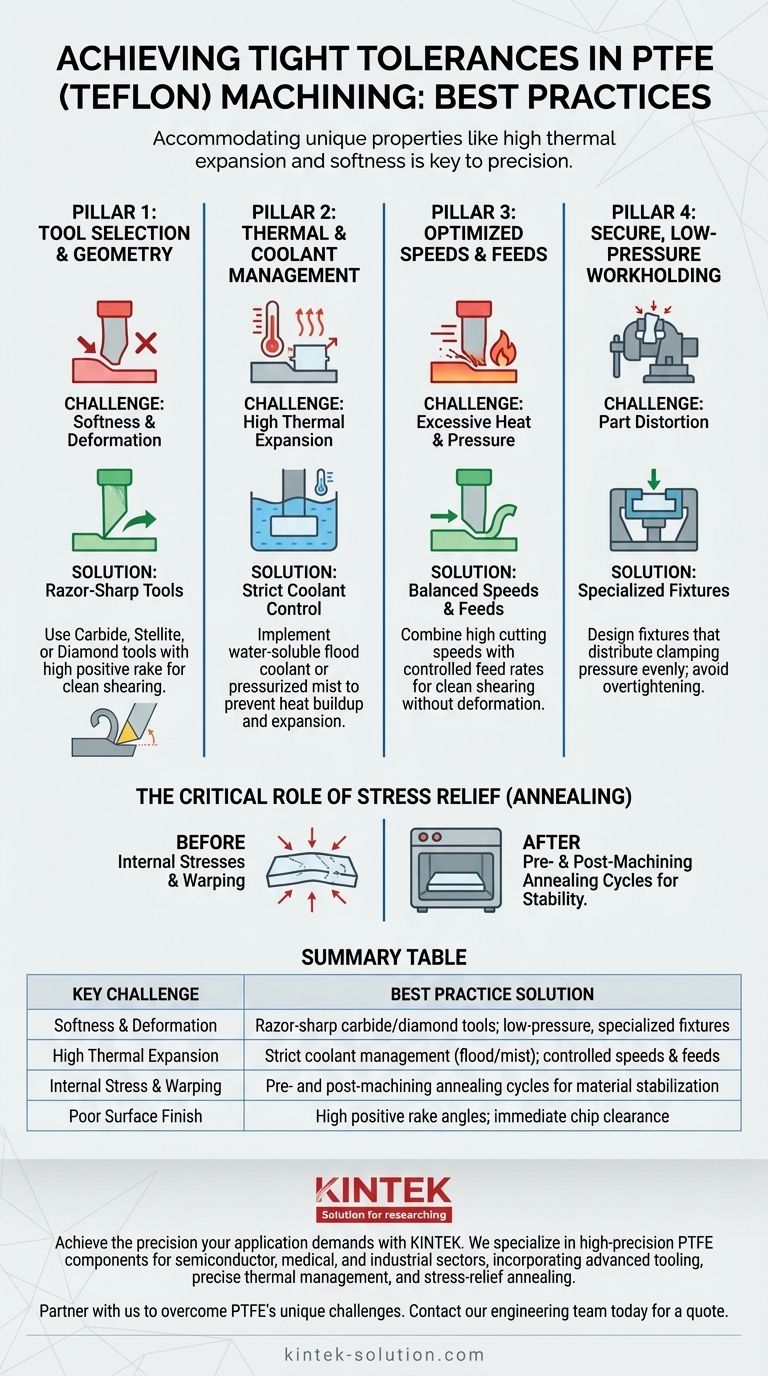
Tableau récapitulatif :
| Défi clé | Solution de meilleure pratique |
|---|---|
| Mollesse et déformation | Outils en carbure/diamant tranchants comme un rasoir ; dispositifs de serrage spécialisés à basse pression |
| Forte dilatation thermique | Gestion stricte du liquide de refroidissement (arrosage/brumisation) ; vitesses et avances contrôlées |
| Contraintes internes et gauchissement | Cycles de recuit avant et après l'usinage pour la stabilisation du matériau |
| Mauvaise finition de surface | Angles de dépouille positifs élevés ; élimination immédiate des copeaux pour éviter les marques |
Obtenez la précision qu'exige votre application avec KINTEK.
L'usinage du PTFE avec des tolérances serrées nécessite une expertise spécialisée et une attention méticuleuse aux détails, exactement ce que nous fournissons. Chez KINTEK, nous fabriquons des composants en PTFE de haute précision (joints, revêtements, matériel de laboratoire, etc.) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre processus intègre les meilleures pratiques critiques décrites ici, y compris l'outillage avancé, la gestion thermique précise et le recuit de relaxation des contraintes, pour garantir que vos pièces répondent aux spécifications exactes et fonctionnent de manière fiable.
Que vous ayez besoin de prototypes ou de production en grand volume, nous sommes votre partenaire pour surmonter les défis uniques du PTFE. Discutons des exigences de votre projet et de la manière dont nous pouvons vous apporter la précision dont vous avez besoin.
Contactez notre équipe d'ingénieurs dès aujourd'hui pour un devis
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Réacteur personnalisable en polytétrafluoroéthylène PTFE et ballon en Téflon résistant à la corrosion
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
- Boules personnalisées en PTFE Téflon pour applications industrielles avancées
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quels sont les principaux avantages du PTFE dans la fabrication sur mesure ? Libérez la performance dans des conditions extrêmes
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Quelles sont les propriétés clés du Téflon (PTFE) utilisées dans les pièces sur mesure ? | Atteignez des performances optimales
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quelles industries bénéficient le plus des pièces en PTFE sur mesure ? Relever les défis des environnements extrêmes



















