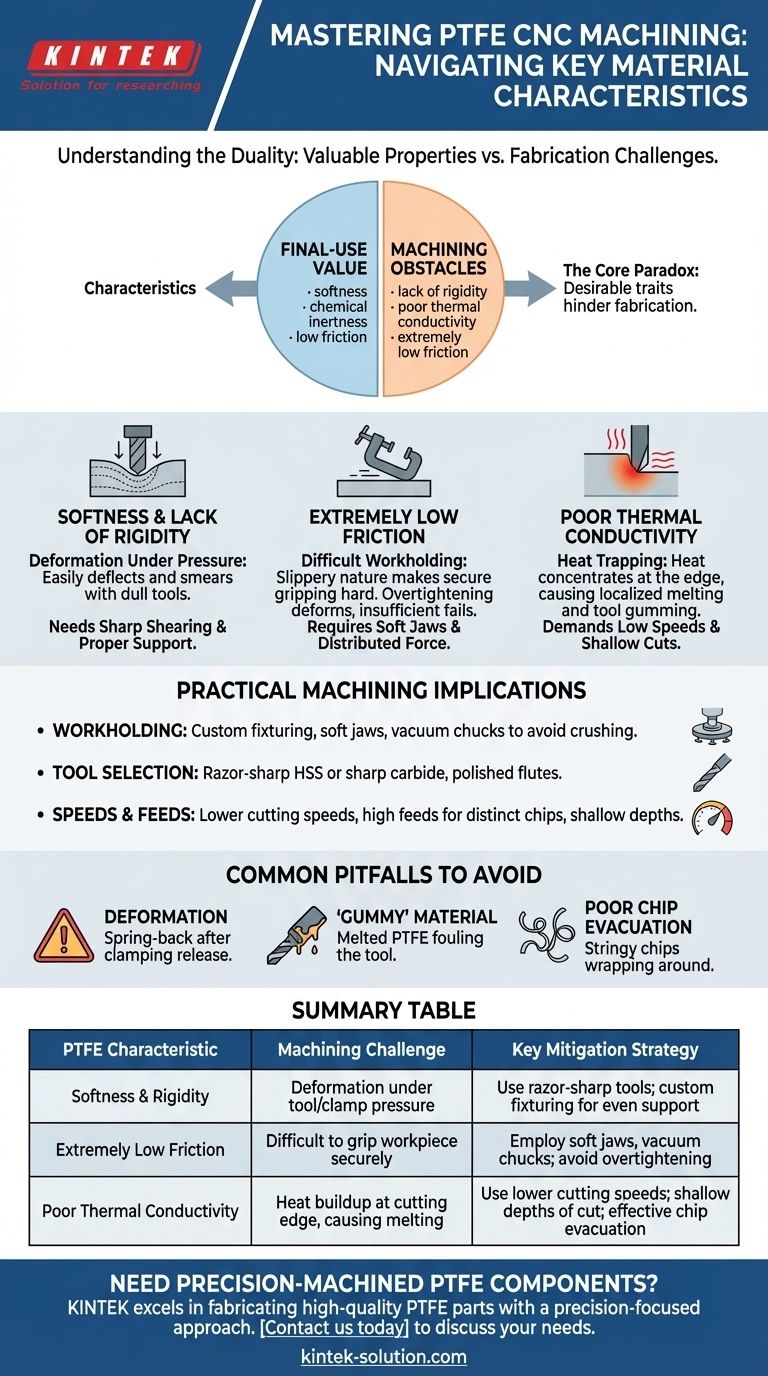
Fondamentalement, l'usinage CNC du PTFE est régi par un paradoxe central : ses propriétés les plus précieuses en utilisation finale — la douceur, l'inertie chimique et une surface à faible friction — sont précisément les caractéristiques qui présentent les plus grands défis lors de la fabrication. Les principales propriétés matérielles affectant son usinage sont son manque de rigidité, qui entraîne une déformation sous pression, sa mauvaise conductivité thermique, qui emprisonne la chaleur au niveau du tranchant, et son coefficient de friction extrêmement bas, qui rend la retenue de pièce sécurisée difficile.
Le défi fondamental dans l'usinage du PTFE n'est pas de le couper, mais de le contrôler. Le succès dépend de techniques qui gèrent la déformation du matériau et l'accumulation de chaleur localisée, qui sont des conséquences directes de la douceur inhérente du matériau et de sa mauvaise dissipation thermique.

La dualité des propriétés fondamentales du PTFE
Le PTFE est souvent choisi pour sa combinaison unique de caractéristiques. Cependant, pour un usineur, ces mêmes traits doivent être compris comme des obstacles potentiels à la précision.
Douceur et manque de rigidité
Le PTFE est un matériau souple qui manque de rigidité structurelle. Il fléchit facilement sous la pression d'un outil de coupe ou d'une force de serrage.
Cette douceur signifie que les outils doivent être exceptionnellement affûtés pour cisailler proprement le matériau plutôt que de le pousser, ce qui provoquerait sa déformation, son déchirage ou son « étalement » au lieu d'une coupe nette.
Sans support adéquat, le matériau peut également vibrer ou « chanter » pendant l'usinage, ce qui entraîne une mauvaise finition de surface et des dimensions imprécises.
Coefficient de friction extrêmement faible
Le PTFE possède l'un des coefficients de friction les plus bas de tous les solides, ce qui le rend incroyablement « glissant ». C'est excellent pour des applications telles que les revêtements antiadhésifs et les paliers à faible friction.
Cependant, pendant l'usinage, cette propriété rend difficile la prise ferme de la pièce. Un serrage excessif déformera le matériau tendre, tandis qu'une pression insuffisante permettra à la pièce de glisser ou de tourner.
Caractéristiques thermiques
Le PTFE a un point de fusion très élevé (327 °C) et une excellente température de service continu (260 °C), ce qui le rend stable dans les environnements chauds.
De manière cruciale, cependant, c'est un mauvais conducteur thermique. La chaleur générée par la friction de l'outil de coupe ne se dissipe pas rapidement à travers le matériau. Cette chaleur se concentre au niveau du tranchant, ce qui peut provoquer une fusion localisée, un encrassement de l'outil et une déformation de la pièce, même à des températures bien inférieures à son point de fusion global.
Implications pratiques pour l'usinage
Comprendre ces propriétés informe directement la stratégie pour usiner avec succès des composants en PTFE. Une approche spécialisée est non négociable.
La retenue de pièce est le défi principal
Fixer la matière première en PTFE sans la déformer est la première et la plus critique des étapes. Les mors d'étau standard avec une pression de serrage élevée écraseront le matériau.
Des dispositifs de bridage personnalisés, des mors souples ou des mandrins à vide sont souvent nécessaires pour répartir uniformément la force de serrage et maintenir la pièce fermement avec une pression minimale.
Sélection et géométrie de l'outil
Les outils doivent être tranchants comme un rasoir. Toute perte de tranchant augmentera les forces de coupe, entraînant une déformation du matériau et une génération de chaleur.
Les outils en acier rapide (HSS) ou en carbure à arête vive non revêtu sont souvent recommandés. Les goujures polies aident à empêcher les copeaux « gommeux » de coller à l'outil.
Vitesses, avances et profondeur de passe
Une approche contre-intuitive est requise. Pour gérer la chaleur, on utilise des vitesses de coupe plus faibles. Cela réduit la friction et l'énergie introduite dans la pièce.
Les avances doivent être suffisamment rapides pour produire un copeau distinct et éviter le frottement, mais pas si rapides qu'elles exercent une force excessive. Des profondeurs de passe faibles sont essentielles pour minimiser l'accumulation de chaleur et la pression de coupe.
Pièges courants à éviter
Ignorer la nature unique du PTFE conduit à des échecs prévisibles. La conscience de ces problèmes courants est essentielle pour les prévenir.
Déformation sous la pression de serrage
C'est l'erreur non forcée la plus fréquente. Un usineur peut fixer une billette de PTFE dans un étau, et la pièce peut paraître parfaitement dimensionnée lorsqu'elle est serrée. Une fois relâchée, cependant, le matériau reprend sa forme, révélant qu'il a été compressé et qu'il est maintenant hors tolérance.
Le problème du matériau « gommeux »
Lorsqu'une chaleur excessive est générée, le PTFE au niveau du tranchant ne forme pas un copeau propre. Au lieu de cela, il devient mou et collant, encrassant l'outil de coupe. Cela ruine la finition de surface et peut rapidement entraîner une défaillance catastrophique de l'outil.
Mauvaise évacuation des copeaux
Le PTFE produit des copeaux continus et filandreux. S'ils ne sont pas gérés correctement, ces copeaux peuvent s'enrouler autour de l'outil et de la pièce, fondant sur la surface et gâchant la finition. Une évacuation efficace des copeaux, souvent avec de l'air comprimé, est vitale.
Faire le bon choix pour votre processus
Votre stratégie d'usinage doit être adaptée aux exigences spécifiques du composant final.
- Si votre objectif principal est la précision et des tolérances serrées : Privilégiez des outils tranchants, une force de serrage minimale et uniformément répartie, et des passes de finition très légères.
- Si votre objectif principal est une excellente finition de surface : Concentrez-vous sur la gestion de la chaleur en utilisant des vitesses de coupe plus faibles, des outils tranchants et une évacuation efficace des copeaux pour éviter toute fusion localisée.
- Si votre objectif principal est la production en grand volume : Investissez dans des dispositifs de bridage personnalisés qui permettent une retenue de pièce rapide, répétable et sûre sans provoquer de déformation du matériau.
En fin de compte, traiter le PTFE comme un matériau unique nécessitant de la finesse plutôt que de la force est la clé pour produire des composants de haute qualité et de dimensions précises.
Tableau récapitulatif :
| Caractéristique du PTFE | Défi d'usinage | Stratégie d'atténuation clé |
|---|---|---|
| Douceur et manque de rigidité | Déformation sous la pression de l'outil/du serrage | Utiliser des outils tranchants comme des rasoirs ; dispositifs de bridage personnalisés pour un support uniforme |
| Friction extrêmement faible | Difficulté à saisir fermement la pièce | Utiliser des mors souples, des mandrins à vide ; éviter le serrage excessif |
| Mauvaise conductivité thermique | Accumulation de chaleur au tranchant, provoquant la fusion | Utiliser des vitesses de coupe plus faibles ; faibles profondeurs de passe ; évacuation efficace des copeaux |
Besoin de composants en PTFE usinés avec précision ?
L'usinage du PTFE nécessite une expertise spécialisée pour surmonter ses défis uniques. Chez KINTEK, nous excellons dans la fabrication de pièces en PTFE de haute qualité (joints, revêtements, verrerie de laboratoire, et plus) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre approche axée sur la précision garantit que vos composants répondent aux spécifications exactes, du prototype à la production en grand volume.
Contactez-nous dès aujourd'hui pour discuter de vos besoins en usinage PTFE et bénéficier de notre expertise technique !
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
Les gens demandent aussi
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quels sont les avantages mécaniques et sécuritaires de l'utilisation d'appareils en PTFE dans un laboratoire ? Améliorer la sécurité et la durabilité
- Quelle est la plage de compatibilité chimique des appareils de laboratoire en PTFE ? Découvrez sa résistance chimique quasi universelle.
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C
- Comment le PTFE se compare-t-il au polyéthylène (PE) en termes de résistance chimique et thermique ? Choisissez le bon polymère pour les conditions extrêmes



















