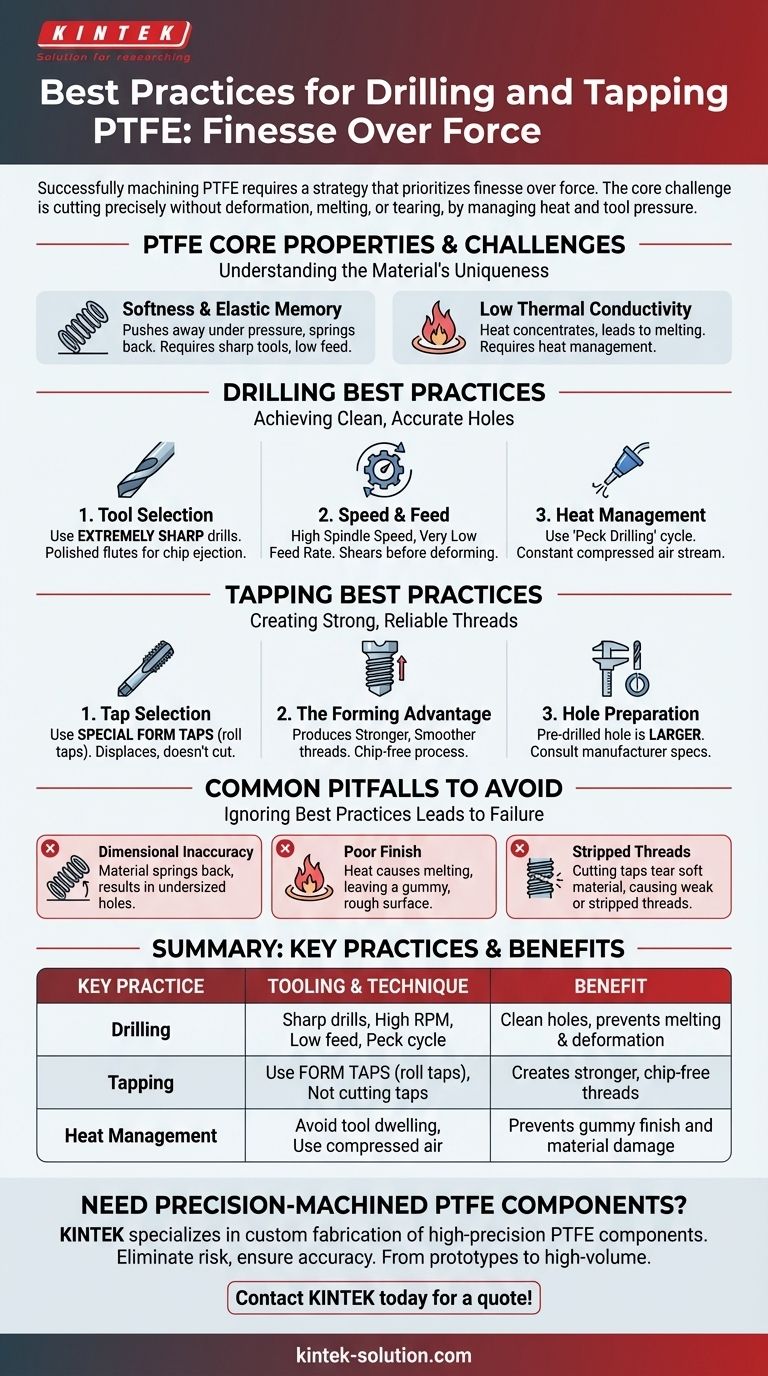
L'usinage réussi du PTFE nécessite une stratégie qui privilégie la finesse à la force. La meilleure pratique consiste à utiliser des outils extrêmement tranchants à des vitesses de broche élevées, mais avec une très faible vitesse d'avance, une combinaison qui cisaille proprement le matériau avant que ses deux propriétés les plus difficiles — la douceur et la faible dissipation thermique — ne puissent compromettre le résultat.
Le défi fondamental dans le travail du PTFE n'est pas de le couper, mais de le couper précisément sans provoquer sa déformation, sa fusion ou son déchirage. Votre succès dépend entièrement de la gestion de l'accumulation de chaleur et de la pression de l'outil.

Comprendre le défi fondamental : les propriétés du PTFE
Pour usiner efficacement le PTFE, vous devez d'abord comprendre le matériau lui-même. Ses caractéristiques uniques rendent les pratiques d'usinage standard inefficaces.
Douceur et mémoire élastique
Le PTFE est un matériau exceptionnellement souple et malléable. Sous la pression d'un outil émoussé ou d'une vitesse d'avance agressive, il repoussera, s'étirera et se déformera au lieu de former un copeau propre. Il possède également une mémoire élastique, ce qui signifie qu'il peut se rétracter après le passage de l'outil, entraînant des trous de dimensions inférieures.
Faible conductivité thermique
Contrairement aux métaux, le PTFE n'évacue pas la chaleur de l'outil de coupe. Cela provoque une concentration de la chaleur au point de contact, ce qui peut rapidement entraîner une fusion, la formation de copeaux gommeux et une mauvaise finition de surface.
Meilleures pratiques pour le perçage du PTFE
Obtenir un trou propre et dimensionnellement précis dans le PTFE nécessite une attention particulière à l'outillage et à la technique.
Le choix de l'outil est critique
Votre outil principal doit être extrêmement tranchant. Les forets conçus spécifiquement pour les plastiques, qui ont souvent un angle de pointe plus aigu et des arêtes de coupe très polies, sont idéaux. Un tranchant cisaille proprement le matériau, tandis que les arêtes polies aident à évacuer efficacement les copeaux gommeux.
Vitesses élevées, avances faibles
Utilisez une vitesse de broche élevée (tr/min) pour vous assurer que le tranchant se déplace assez rapidement pour cisailler le matériau avant qu'il ne puisse se déformer. Combinez cela avec une très faible vitesse d'avance. Pousser le foret dans le matériau trop rapidement l'amènera à se déchirer et à se déformer au lieu de couper.
Gérer l'accumulation de chaleur
Ne laissez jamais l'outil s'attarder au même endroit. L'utilisation d'un cycle de « perçage par à-coups » — où le foret avance légèrement puis se rétracte pour dégager les copeaux — est très efficace. Cette action brise le copeau et permet à la fois à l'outil et à la pièce de refroidir un instant. Un flux constant d'air comprimé peut également aider à dégager les copeaux et à assurer un certain refroidissement.
Meilleures pratiques pour le taraudage du PTFE
Créer des filetages dans le PTFE présente un ensemble de défis similaires. La douceur du matériau rend facile le décapage ou la création de filetages faibles si la mauvaise approche est utilisée.
Utiliser des tarauds à former, pas des tarauds à couper
La meilleure pratique la plus importante pour le taraudage du PTFE est d'utiliser des tarauds à former spéciaux (également appelés tarauds à froid ou tarauds à rouler). Ces outils ne coupent pas de matière. Au lieu de cela, ils déplacent et compriment le PTFE pour former le profil du filetage.
L'avantage de la formation
Cette méthode produit un filetage beaucoup plus solide, plus lisse et plus précis. Comme aucun copeau n'est créé, le processus est plus propre et évite le risque que des copeaux ne se coincent dans le trou. Cela répond directement à l'objectif de « tarauder sans couper ».
Préparation du trou
Lors de l'utilisation d'un taraud à former, la taille du trou pré-percé est critique et sera plus grande que la taille requise pour un taraud à couper standard. Consultez toujours les spécifications du fabricant du taraud pour percer le trou de la bonne taille afin d'assurer un flux de matière approprié.
Comprendre les compromis et les pièges
Ignorer ces meilleures pratiques peut entraîner plusieurs échecs courants qui sont frustrants et coûteux.
Le risque d'inexactitude dimensionnelle
L'utilisation d'outils émoussés ou d'une pression d'avance excessive fera étirer le PTFE autour du foret. Lorsque l'outil est retiré, le matériau se rétractera, ce qui entraînera un trou nettement plus petit que le foret utilisé pour le créer.
Le problème d'une mauvaise finition
La chaleur est l'ennemie d'une bonne finition de surface dans le PTFE. Si votre vitesse de broche est trop faible ou si votre outil n'est pas assez tranchant, la friction fera fondre le matériau, laissant une finition gommeuse, rugueuse et inacceptable à l'intérieur du trou ou sur les filetages.
Le danger des filetages dénudés
Tenter d'utiliser un taraud à couper standard, en particulier un taraud agressif, est la cause la plus fréquente de filetages défectueux. Les arêtes de coupe du taraud auront tendance à déchirer et à tirer le matériau souple, ce qui entraînera des filetages faibles, mal formés ou complètement dénudés.
Faire le bon choix pour votre objectif
Adaptez votre technique en fonction de votre résultat le plus critique.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez des outils extrêmement tranchants et un cycle de perçage par à-coups avec de très faibles vitesses d'avance pour éliminer la chaleur et la déformation du matériau.
- Si votre objectif principal est d'obtenir des filetages solides et fiables : La solution définitive est d'utiliser un taraud à former au lieu d'un taraud à couper, en vous assurant que votre trou pré-percé est dimensionné correctement pour le formage.
- Si vous rencontrez une mauvaise finition de surface : Les facteurs immédiats à aborder sont d'augmenter votre vitesse de broche et de vérifier que vos outils de coupe sont aussi tranchants que possible.
En traitant le PTFE avec l'approche unique qu'il exige, vous pouvez obtenir de manière constante des résultats propres, précis et fiables.
Tableau récapitulatif :
| Pratique clé | Outillage et technique | Avantage |
|---|---|---|
| Perçage | Forets tranchants, tr/min élevées, faible vitesse d'avance, cycle par à-coups | Trous propres, évite la fusion et la déformation |
| Taraudage | Utiliser des tarauds à former (tarauds à rouler), pas des tarauds à couper | Crée des filetages plus solides et sans copeaux |
| Gestion de la chaleur | Éviter l'attardement de l'outil, utiliser de l'air comprimé | Prévient la finition gommeuse et les dommages au matériau |
Besoin de composants en PTFE usinés avec précision ?
L'usinage du PTFE en interne nécessite des compétences et des outils spécialisés. Pourquoi risquer le gaspillage de matériaux et les retards de production ? KINTEK est spécialisé dans la fabrication sur mesure de composants en PTFE de haute précision — y compris des joints, des revêtements, de la verrerie de laboratoire et des pièces complexes avec des caractéristiques percées et taraudées.
Nous desservons les secteurs des semi-conducteurs, médical, laboratoire et industriel, en fournissant la précision dimensionnelle et la finition de surface supérieure que vos applications exigent. Des prototypes aux commandes à haut volume, notre expertise garantit que vos pièces en PTFE sont fabriquées correctement du premier coup.
Laissez-nous nous occuper de l'usinage de précision pour vous. Contactez KINTEB dès aujourd'hui pour un devis !
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Quelles tailles et options de pores sont disponibles pour les filtres en PTFE ? Choisissez le bon filtre pour votre application
- Quelles sont les applications industrielles courantes des filtres en PTFE ? Maîtriser la filtration critique dans les industries exigeantes
- Qu'est-ce qui rend les systèmes de filtration en PTFE avantageux pour l'usage industriel et scientifique ? Stabilité chimique et thermique inégalée
- Quelle résistance à la température offrent les filtres en PTFE ? Stabilité thermique inégalée de -200°C à +260°C
- Pourquoi les filtres en PTFE sont-ils avantageux pour l'analyse gravimétrique ? Obtenez une précision et une fidélité inégalées



















