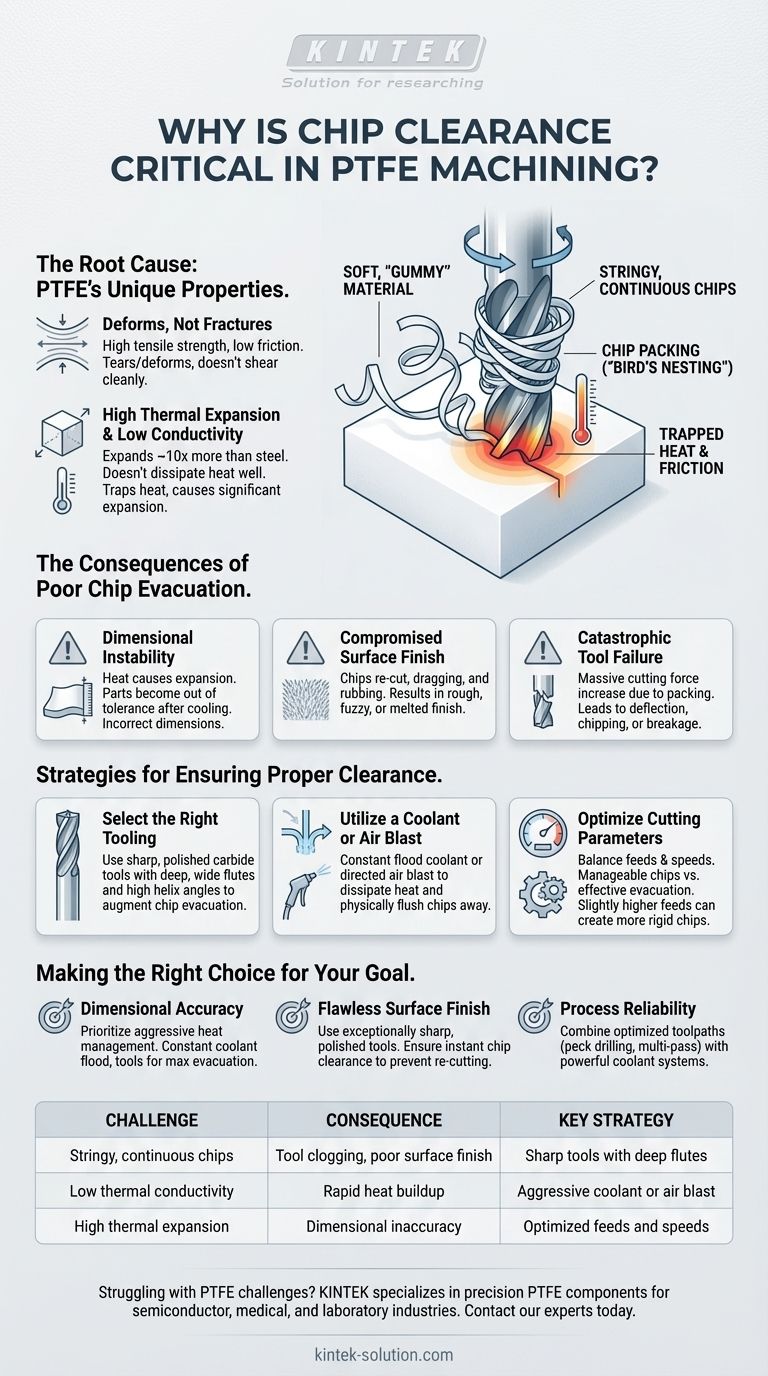
Dans l'usinage du PTFE, un dégagement efficace des copeaux est essentiel pour prévenir l'encrassement. Le PTFE étant un matériau mou et « gommeux », il produit des copeaux longs, continus et filandreux qui ne se cassent pas facilement. Ces copeaux peuvent rapidement s'enrouler autour de l'outil et de la pièce, entraînant une défaillance catastrophique de la pièce, une mauvaise finition de surface et des dommages potentiels à l'outil.
Le défi fondamental dans l'usinage du PTFE n'est pas de couper le matériau lui-même, mais de gérer ses propriétés uniques. Prioriser le dégagement des copeaux est la principale stratégie pour contrôler l'accumulation de chaleur et empêcher la dilatation thermique élevée du matériau de ruiner votre travail.

La cause profonde : les propriétés matérielles uniques du PTFE
Pour comprendre l'importance du dégagement des copeaux, vous devez d'abord comprendre comment le PTFE se comporte sous un outil de coupe. Contrairement aux métaux qui produisent de petits copeaux cassants, le PTFE réagit très différemment.
Un matériau qui se déforme, ne se fracture pas
Le PTFE est exceptionnellement tendre et présente un faible coefficient de friction. Lorsque vous le coupez, il a tendance à se déchirer ou à se déformer plutôt que de cisailler proprement.
Ce comportement entraîne la formation de copeaux longs, semblables à des rubans, qui possèdent une résistance à la traction élevée. Ces copeaux ne se cassent pas naturellement en morceaux maniables.
Le problème de l'accumulation de copeaux
Ces copeaux continus et filandreux ont tendance à s'enrouler autour de l'outil rotatif, créant un « nid d'oiseau ».
Cette masse emmêlée peut s'accumuler dans les goujures de l'outil, empêchant complètement l'évacuation de tout nouveau copeau. À ce stade, l'outil cesse de couper et commence à frotter, générant une friction et une chaleur immenses.
Le lien avec l'accumulation de chaleur
Le PTFE a une très faible conductivité thermique, ce qui signifie qu'il ne dissipe pas bien la chaleur. Il présente également un taux de dilatation thermique très élevé, environ dix fois celui de l'acier.
Lorsque les copeaux s'accumulent autour de l'outil, ils emprisonnent la chaleur directement au point de coupe. Cette chaleur localisée provoque une expansion significative du matériau, rendant impossible le maintien de la précision dimensionnelle.
Les conséquences d'une mauvaise évacuation des copeaux
Ne pas gérer le dégagement des copeaux conduit directement aux problèmes les plus courants rencontrés lors de l'usinage du PTFE. Chaque défaillance majeure peut être retracée à ce problème unique.
Instabilité dimensionnelle
À mesure que les copeaux emprisonnés génèrent de la chaleur, le PTFE se dilate. Un trou percé deviendra plus petit et un diamètre tourné deviendra plus grand. Une fois que la pièce refroidit, elle sera dimensionnellement incorrecte et hors tolérance.
Finition de surface compromise
Lorsque les copeaux ne sont pas évacués efficacement, ils sont souvent recoupés par l'outil. Cette action de traînée et de frottement abîme la surface, laissant une finition rugueuse, floue ou fondue au lieu d'une coupe nette et lisse.
Défaillance catastrophique de l'outil
Un outil complètement obstrué par des copeaux tassés subit une augmentation massive des forces de coupe. Cela peut facilement entraîner la déflexion, l'ébréchure ou la rupture complète de l'outil, endommageant potentiellement la pièce et la broche de la machine.
Stratégies pour assurer un dégagement adéquat
L'usinage réussi du PTFE repose sur un système conçu pour retirer activement et agressivement les copeaux de la zone de coupe.
Sélectionner le bon outillage
Les outils de coupe pour métaux standard ne sont pas idéaux. Utilisez des outils en carbure affûtés avec des surfaces très polies et des goujures profondes et larges conçues pour les matériaux tendres. Un angle d'hélice élevé sur une fraise, par exemple, agit comme une tarière pour tirer les copeaux vers le haut et hors d'une poche.
Utiliser un liquide de refroidissement ou un jet d'air
Un flux constant de liquide de refroidissement sert deux objectifs critiques : il dissipe la chaleur générée pendant la coupe et chasse physiquement les copeaux filandreux loin de l'outil.
Dans les situations où un liquide de refroidissement liquide ne peut pas être utilisé, un jet d'air comprimé dirigé peut également être efficace pour souffler les copeaux.
Optimiser les paramètres de coupe
Bien que des vitesses de coupe faibles soient souvent recommandées pour réduire la chaleur, il s'agit d'un exercice d'équilibre. L'objectif est d'utiliser des avances et des vitesses qui produisent un copeau gérable tout en permettant une évacuation efficace. Parfois, une vitesse d'avance légèrement plus élevée peut créer un copeau plus rigide que le liquide de refroidissement peut plus facilement repousser.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit être dictée par la caractéristique la plus critique de votre pièce finale.
- Si votre objectif principal est une précision dimensionnelle serrée : Priorisez une gestion agressive de la chaleur avec un flux constant de liquide de refroidissement et un outillage conçu pour une évacuation maximale des copeaux.
- Si votre objectif principal est une finition de surface impeccable : Utilisez des outils exceptionnellement affûtés et polis et assurez-vous que les copeaux sont évacués instantanément pour éviter toute recoupe ou frottement.
- Si votre objectif principal est la fiabilité du processus pour la production : Combinez des trajectoires d'outil optimisées (comme le perçage par piquage ou le fraisage multi-passes) avec un système de liquide de refroidissement puissant pour garantir que les copeaux n'ont jamais la chance de s'accumuler.
En fin de compte, maîtriser le dégagement des copeaux est la clé pour usiner le PTFE avec précision et répétabilité.
Tableau récapitulatif :
| Défi | Conséquence | Stratégie clé |
|---|---|---|
| Copeaux filandreux et continus | Encrassement de l'outil, mauvaise finition de surface | Outils affûtés avec des goujures profondes |
| Faible conductivité thermique | Accumulation rapide de chaleur | Liquide de refroidissement agressif ou jet d'air |
| Forte dilatation thermique | Imprécision dimensionnelle | Avances et vitesses optimisées |
Vous rencontrez des difficultés avec l'usinage du PTFE ? KINTEK est spécialisée dans les composants de précision en PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos pièces sont usinées selon les normes les plus élevées, avec un dégagement des copeaux et une gestion thermique optimisés pour votre application. Contactez nos experts dès aujourd'hui pour discuter de votre projet et obtenir des résultats fiables et reproductibles.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
Les gens demandent aussi
- Comment les paniers-fleurs en PTFE contribuent-ils à la pureté dans la fabrication des semi-conducteurs ? Atteignez une pureté inférieure à 10 ppt et un lessivage nul
- Quelle est la fonction principale et l'application d'un panier à fleurs en PTFE ? Guide d'expert pour le traitement de haute pureté
- Quels facteurs contribuent à l'intégrité mécanique à long terme des paniers fleur en PTFE sous cyclage thermique ? Guide d'expert.
- Comment la conception structurelle d'un panier à fleurs en PTFE assure-t-elle un accès uniforme des fluides aux substrats ? Optimiser les rendements de laboratoire
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.



















