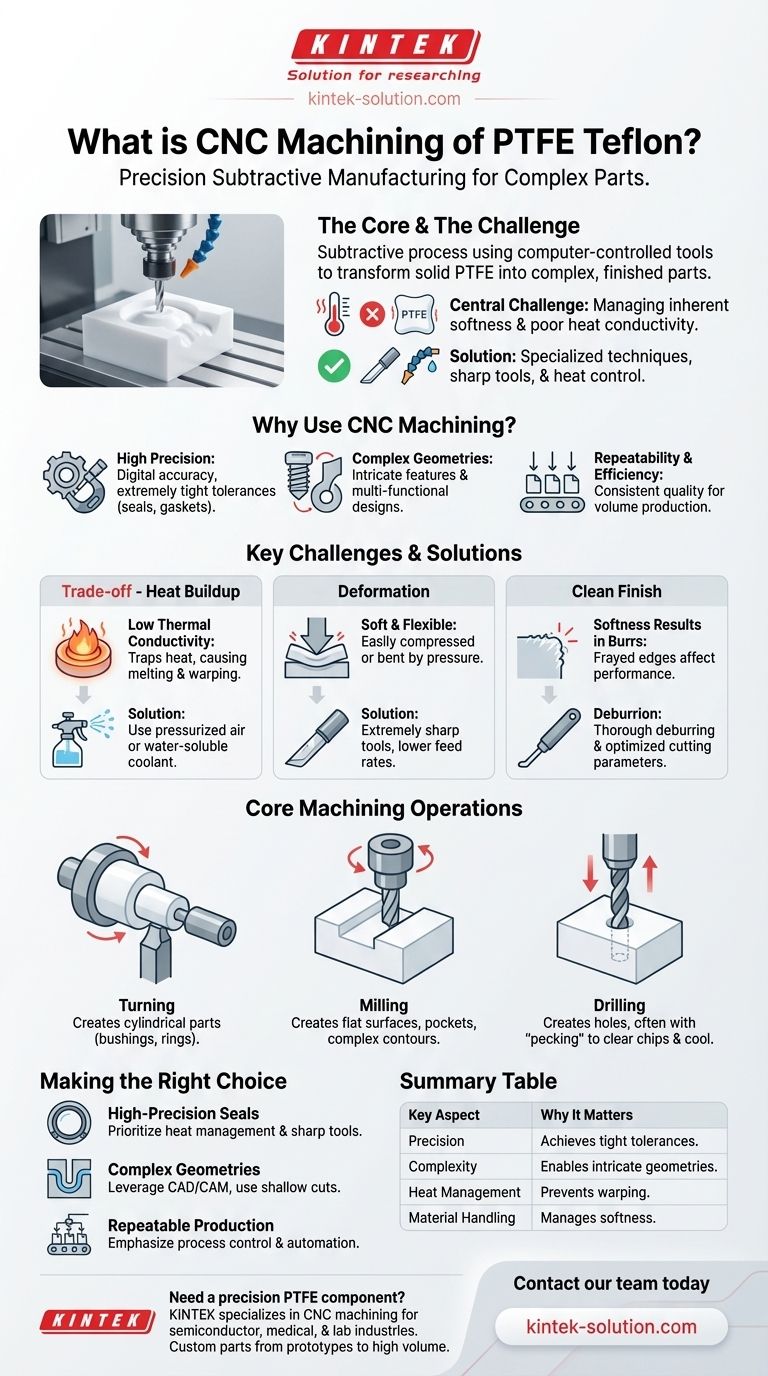
À la base, l'usinage CNC du PTFE (Téflon) est un processus de fabrication soustractif qui utilise des outils de coupe contrôlés par ordinateur pour enlever précisément de la matière d'un bloc solide de PTFE. Cette méthode transforme la matière première en pièces finies dotées de géométries complexes et de tolérances serrées, souvent impossibles à obtenir avec les techniques traditionnelles de moulage ou de fabrication.
Le défi central de l'usinage du PTFE n'est pas la coupe elle-même, mais la gestion de la mollesse inhérente du matériau et de sa faible conductivité thermique. Le succès dépend entièrement de techniques spécialisées — comme l'utilisation d'outils exceptionnellement tranchants et le contrôle de l'accumulation de chaleur — pour obtenir la précision sans déformer la pièce.

Pourquoi utiliser l'usinage CNC pour le PTFE ?
Bien que le PTFE puisse être formé d'autres manières, l'usinage CNC offre des avantages distincts, en particulier lorsque la précision et la complexité sont requises. Il libère tout le potentiel du matériau pour les applications exigeantes.
La recherche de la haute précision
Les systèmes CNC offrent une précision numérique, permettant la création de pièces avec des tolérances extrêmement serrées.
Ce niveau de contrôle est essentiel pour les composants tels que les joints, les garnitures et les paliers, où même de légères inexactitudes dimensionnelles peuvent entraîner une défaillance. Le processus garantit que les pièces sont fabriquées exactement selon les spécifications, sans la déformation qui peut survenir lors du moulage à haute température.
Permettre des géométries complexes
L'usinage CNC excelle dans la production de caractéristiques complexes telles que les filetages, les rainures et les courbes complexes.
Cette capacité est essentielle pour les conceptions d'ingénierie modernes qui nécessitent des pièces multifonctionnelles. L'outil guidé par ordinateur peut suivre des trajectoires complexes qui seraient impraticables pour les processus manuels.
Assurer la répétabilité et l'efficacité
Une fois qu'un parcours d'outil est programmé, une machine CNC peut produire des milliers de pièces identiques avec une déviation minimale.
Cette haute répétabilité est cruciale pour la production en volume, garantissant une qualité constante sur l'ensemble du lot. L'automatisation inhérente au processus réduit également l'erreur humaine et optimise le temps de production, ce qui le rend très efficace.
Comprendre les compromis : défis clés du PTFE
L'usinage du PTFE est fondamentalement différent de l'usinage des métaux ou même d'autres plastiques. Ses propriétés uniques présentent des défis spécifiques qui doivent être relevés par une technique soignée.
Gestion de l'accumulation de chaleur
Le PTFE a une très faible conductivité thermique, ce qui signifie qu'il dissipe mal la chaleur. La friction des outils de coupe peut rapidement générer de la chaleur qui reste piégée dans le matériau.
Cette chaleur localisée peut provoquer la fusion du PTFE, l'encrassement de l'outil, ou son expansion et sa déformation, détruisant ainsi la précision dimensionnelle de la pièce. La solution implique l'utilisation d'air pressurisé ou d'un liquide de refroidissement hydrosoluble pour éliminer activement la chaleur de la zone de coupe.
Prévention de la déformation du matériau
Étant un matériau très souple et flexible, le PTFE peut facilement être comprimé ou plié par la pression de l'outil ou un serrage inapproprié.
Pour éviter cela, les usineurs utilisent des outils de coupe extrêmement tranchants pour cisailler proprement le matériau plutôt que de le pousser. Des vitesses d'avance plus faibles et des profondeurs de passe peu profondes sont également utilisées pour minimiser la force de coupe exercée sur la pièce.
Obtenir une finition propre
La mollesse du PTFE peut entraîner des bavures ou des bords effilochés après une coupe. Ces imperfections peuvent affecter la performance des joints ou l'ajustement des pièces assemblées.
Une étape finale cruciale est l'ébavurage minutieux pour éliminer tout bord tranchant ou surélevé. La bonne combinaison de la netteté de l'outil, de la vitesse de coupe et de la vitesse d'avance est la principale stratégie pour minimiser les bavures dès le départ.
Les opérations d'usinage de base
Bien que de nombreuses opérations soient possibles, trois processus fondamentaux constituent la base de la plupart des projets d'usinage du PTFE.
Tournage
Le tournage est utilisé pour créer des pièces cylindriques en faisant tourner la pièce de PTFE pendant qu'un outil de coupe stationnaire enlève de la matière. C'est idéal pour produire des composants tels que des bagues, des rondelles et des buses.
Fraisage
Le fraisage implique un outil de coupe rotatif enlevant de la matière d'une pièce stationnaire. Ce processus est utilisé pour créer des surfaces planes, des poches, des fentes et des contours 3D complexes.
Perçage
Le perçage crée des trous dans la pièce en PTFE. En raison de l'accumulation de chaleur, des forets spécialisés pour plastiques sont souvent utilisés, et le processus peut impliquer un « piquage » — percer sur une courte distance et se rétracter pour évacuer les copeaux et permettre le refroidissement.
Faire le bon choix pour votre application
Choisir la bonne approche pour usiner le PTFE dépend entièrement des objectifs spécifiques de votre projet.
- Si votre objectif principal est des joints ou des paliers de haute précision : Privilégiez les techniques qui gèrent la chaleur et préviennent la déformation, telles que l'utilisation d'outils spécialisés et tranchants et de liquides de refroidissement efficaces.
- Si votre objectif principal est des géométries complexes pour des dispositifs fluidiques : Tirez parti de la liberté de conception de la CAO/FAO, mais assurez-vous que vos parcours d'outil tiennent compte de la mollesse du PTFE en utilisant des vitesses d'avance plus faibles et des coupes peu profondes.
- Si votre objectif principal est une production répétable et rentable : Mettez l'accent sur le contrôle des processus et l'automatisation pour maintenir une qualité constante et minimiser les déchets, mais tenez compte du fait que les temps de cycle peuvent être plus longs que pour les matériaux plus durs.
En fin de compte, l'usinage réussi du PTFE repose moins sur la puissance brute que sur une approche raffinée qui respecte les propriétés uniques du matériau.
Tableau récapitulatif :
| Aspect clé | Pourquoi c'est important pour l'usinage du PTFE |
|---|---|
| Précision | Permet d'atteindre des tolérances serrées essentielles pour les joints, les paliers et la verrerie de laboratoire. |
| Complexité | Permet des géométries complexes telles que les filetages, les rainures et les chemins fluidiques. |
| Gestion de la chaleur | Prévient la déformation et le gauchissement grâce à des liquides de refroidissement et des techniques spécialisés. |
| Manipulation du matériau | Utilise des outils tranchants et des avances contrôlées pour gérer la mollesse du PTFE. |
Besoin d'un composant en PTFE de précision ? KINTEK est spécialisé dans l'usinage CNC de PTFE Téflon pour les industries des semi-conducteurs, médicales et de laboratoire. Nous combinons une connaissance experte des matériaux avec une fabrication avancée pour livrer des pièces personnalisées — des prototypes aux commandes à grand volume — qui répondent à vos spécifications exactes. Contactez notre équipe dès aujourd'hui pour discuter de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Quelles sont les limitations mécaniques à prendre en compte lors de l'utilisation de paniers à fleurs en PTFE ? Optimisez la manipulation de votre substrat
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique
- Comment la conception structurelle d'un panier à fleurs en PTFE assure-t-elle un accès uniforme des fluides aux substrats ? Optimiser les rendements de laboratoire



















