Pour usiner efficacement le PTFE, la stratégie idéale combine des outils de coupe en carbure non revêtu ou à pointe en Stellite extrêmement affûtés avec un angle de dépouille positif. Cet outillage doit être associé à un contrôle CNC précis qui gère les vitesses de coupe, les vitesses d'avance et les trajectoires d'outil pour minimiser la génération de chaleur et la déformation physique du matériau.
Le défi fondamental dans l'usinage du PTFE n'est pas sa dureté, mais sa mollesse et sa faible stabilité thermique. Une stratégie d'outillage réussie repose donc moins sur un enlèvement de matière agressif que sur la finesse : utiliser des outils exceptionnellement tranchants pour trancher le matériau proprement sans générer la chaleur et la pression de coupe qui provoquent sa déformation et son gauchissement.

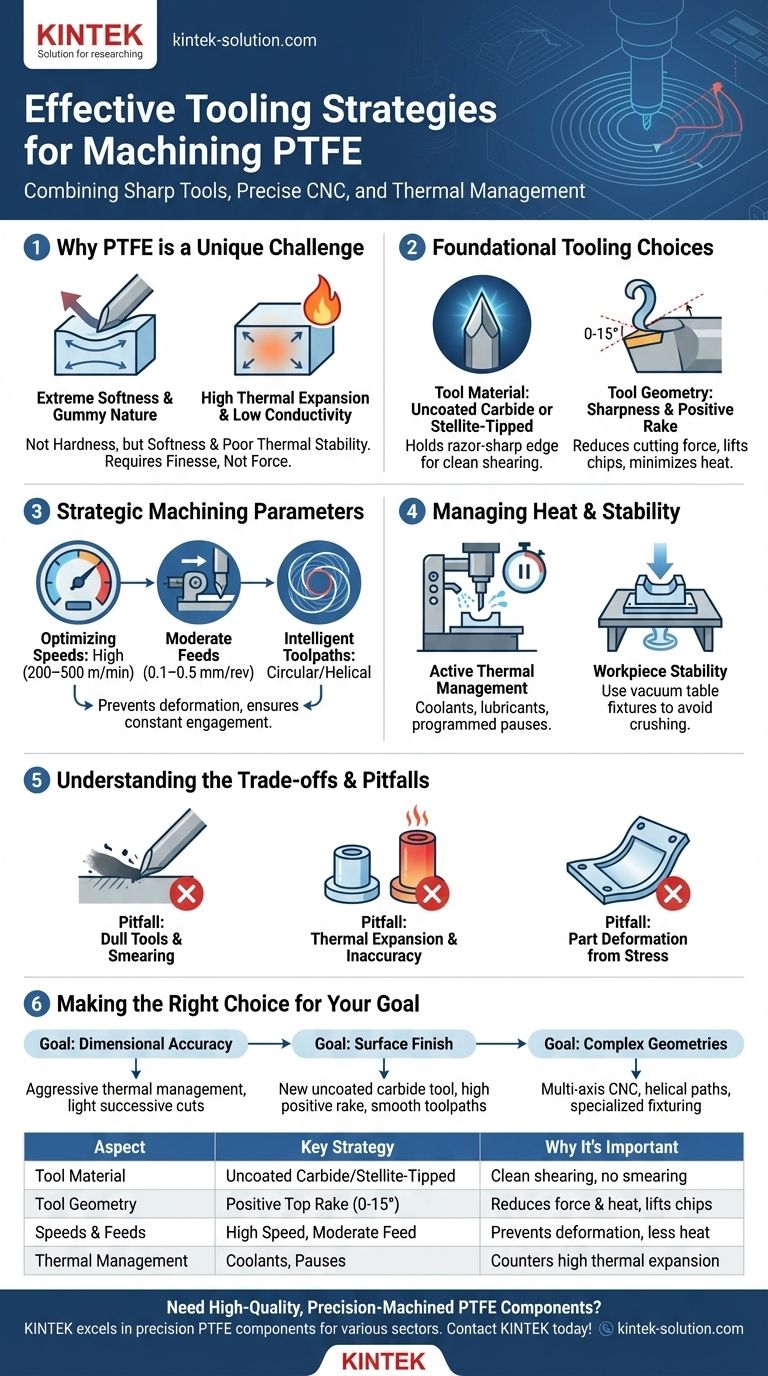
Pourquoi le PTFE présente un défi d'usinage unique
Le polytétrafluoroéthylène (PTFE) possède des propriétés qui le rendent notoirement difficile à usiner avec précision. Comprendre ces propriétés est la première étape pour sélectionner la bonne stratégie et le bon outillage.
Douceur extrême et nature « gommeuse »
Le PTFE est un polymère très souple qui a tendance à s'écarter de l'outil de coupe plutôt que de se cisailler proprement. Un outil émoussé ou mal profilé va étaler ou déchirer le matériau, entraînant une mauvaise finition de surface et des bavures.
Coefficient de dilatation thermique élevé
Le matériau se dilate et se contracte considérablement avec les changements de température. La chaleur générée pendant l'usinage peut provoquer la distorsion de la pièce, entraînant de graves imprécisions dimensionnelles une fois qu'elle refroidit.
Faible conductivité thermique
Le PTFE ne dissipe pas bien la chaleur. La chaleur de friction générée au tranchant se concentre dans une petite zone, exacerbant le problème de dilatation thermique et pouvant potentiellement nuire à l'intégrité du matériau.
Choix d'outillage fondamentaux
Votre choix de matériau et de géométrie d'outil est le facteur le plus important pour réussir. L'objectif est de créer une action de cisaillement, et non une action de labourage.
Matériau de l'outil : Le carbure non revêtu est la norme
Les outils en carbure non revêtu ou à pointe en Stellite sont le choix préféré. Leur capacité à conserver un tranchant de rasoir est primordiale pour trancher proprement le matériau tendre. Évitez les outils revêtus, car les revêtements ne sont souvent pas aussi tranchants que le substrat nu.
Géométrie de l'outil : Tranchant et angle de dépouille positif
Un angle de dépouille supérieur positif, généralement compris entre 0 et 15 degrés, est crucial. Cette géométrie réduit les forces de coupe, éloigne le copeau de la pièce et minimise l'effet de « labourage » qui génère un excès de chaleur et déforme le matériau.
Maintenance de l'outil : Le tranchant est non négociable
Le PTFE émousse même les outils en carbure avec le temps. Les outils émoussés augmentent immédiatement la pression de coupe et la chaleur. Les outils doivent être inspectés fréquemment et affûtés ou remplacés pour maintenir les performances.
Paramètres et techniques d'usinage stratégiques
Une fois les bons outils sélectionnés, l'accent est mis sur la manière de les utiliser. Votre programmation CNC et la configuration de la machine sont essentielles pour gérer les défis uniques du PTFE.
Optimisation des vitesses et avances
Maintenez des vitesses de coupe élevées (généralement 200 à 500 m/min) pour aider l'outil à « prendre de l'avance » sur la déformation du matériau. Associez-y des vitesses d'avance modérées (0,1 à 0,5 mm/rev) pour éviter de submerger le tranchant et de générer une pression excessive.
Le rôle des trajectoires d'outil intelligentes
Utilisez des trajectoires d'outil circulaires ou hélicoïdales chaque fois que possible, en particulier pour le fraisage. Ces trajectoires assurent un engagement constant de l'outil, ce qui minimise les vibrations et offre une finition de surface plus constante. Évitez les passes pleine largeur sur les sections minces pour réduire le stress et empêcher la pièce de fléchir loin de l'outil.
Gestion de la chaleur et de la stabilité
Gérez activement la température. L'utilisation d'un liquide de refroidissement ou d'un lubrifiant peut aider, mais des pauses périodiques dans le programme sont parfois nécessaires pour permettre à la pièce de refroidir et de se stabiliser. De plus, la stabilité de la pièce est essentielle. Utilisez des dispositifs de serrage, tels qu'une table à vide, qui fixent fermement la pièce sans la pression de serrage qui pourrait l'écraser ou la déformer.
Comprendre les compromis et les pièges
Ignorer les principes de l'usinage du PTFE conduit à des échecs prévisibles. Être conscient de ces pièges courants renforce l'importance de la stratégie correcte.
Piège : Outils émoussés et étalement du matériau
L'utilisation d'un outil qui n'est pas exceptionnellement tranchant l'amènera à labourer le PTFE. Cela génère une chaleur de friction extrême, étale le matériau au lieu de le couper, et laisse une finition de surface rugueuse et pleine de bavures.
Piège : Dilatation thermique et imprécision
Si vos vitesses sont trop élevées ou vos coupes trop lourdes, la pièce chauffera et se dilatera. Vous pourriez l'usiner aux dimensions correctes pendant qu'elle est chaude, mais elle sera sous-dimensionnée une fois refroidie à température ambiante.
Piège : Déformation de la pièce due au stress
Des coupes agressives ou un maintien incorrect de la pièce introduisent des contraintes dans le matériau. Ceci est particulièrement problématique avec les caractéristiques à paroi mince, qui peuvent facilement se déformer pendant ou après le processus d'usinage.
Faire le bon choix pour votre objectif
Sélectionnez votre objectif principal pour affiner votre approche afin d'obtenir le meilleur résultat possible.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez une gestion thermique agressive via des liquides de refroidissement ou des pauses programmées, et utilisez des coupes légères et successives plutôt qu'une seule coupe lourde.
- Si votre objectif principal est la finition de surface : Utilisez un outil en carbure non revêtu neuf ou fraîchement rectifié avec un angle de dépouille positif élevé et assurez-vous que vos trajectoires d'outil sont lisses et continues.
- Si votre objectif principal est l'usinage de géométries complexes : Comptez sur une CNC multi-axes pour permettre des trajectoires hélicoïdales et minimiser les contraintes sur les caractéristiques délicates, et utilisez un dispositif de serrage spécialisé pour soutenir la pièce sans la déformer.
En traitant le PTFE avec la finesse qu'il exige, vous pouvez surmonter ses défis et produire de manière constante des composants propres, précis et de haute qualité.
Tableau récapitulatif :
| Aspect | Stratégie clé | Pourquoi c'est important |
|---|---|---|
| Matériau de l'outil | Carbure non revêtu ou à pointe Stellite | Maintient un tranchant de rasoir pour un cisaillement net, sans étalement. |
| Géométrie de l'outil | Angle de dépouille supérieur positif (0-15°) | Réduit les forces de coupe et la génération de chaleur, dégageant les copeaux. |
| Vitesses et avances | Vitesse élevée (200-500 m/min), avance modérée (0,1-0,5 mm/rev) | Empêche la déformation du matériau et minimise l'accumulation de chaleur. |
| Gestion thermique | Liquides de refroidissement, lubrifiants ou pauses programmées | Contrecarre la dilatation thermique élevée et la faible conductivité du PTFE. |
Besoin de composants en PTFE usinés avec précision et de haute qualité ?
L'usinage du PTFE selon des spécifications exactes nécessite une expertise spécialisée et la bonne stratégie d'outillage. KINTEK excelle dans la fabrication de composants en PTFE de précision — y compris des joints, des revêtements et des articles de laboratoire personnalisés — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Nous combinons des techniques CNC avancées avec une compréhension approfondie de la science des matériaux pour livrer des composants avec une précision dimensionnelle et une finition de surface supérieures, du prototype aux commandes à haut volume.
Contactez KINTEB dès aujourd'hui pour discuter de votre projet d'usinage PTFE et obtenir un devis !
Guide Visuel
Produits associés
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Cuillères en PTFE de qualité alimentaire sur mesure, spatules chimiques cylindriques, outils de manutention de matériaux non polluants pour la bio-pharmacie
- Spatule de laboratoire à double tête en PTFE personnalisée, résistante aux produits chimiques, antiadhésive, de qualité pharmaceutique, outil d'échantillonnage en fluoropolymère
Les gens demandent aussi
- Comment la conception ergonomique des pelles en PTFE profite-t-elle aux utilisateurs ? Réduire la tension et augmenter l'efficacité du laboratoire
- Pourquoi les pelles en PTFE sont-elles considérées comme biocompatibles ? Assurez la pureté et la sécurité des échantillons
- Pourquoi les pelles en PTFE sont-elles considérées comme rentables ? Maximisez le retour sur investissement grâce à une durabilité supérieure
- Quels sont les avantages des pelles en PTFE par rapport aux pelles en métal ? Manipulation de précision pour les matériaux sensibles
- Comment la surface antiadhésive des pelles en PTFE bénéficie-t-elle au travail en laboratoire ? Améliorer la précision et l'efficacité



















