Pour usiner le PTFE avec succès, vous devez fondamentalement modifier votre approche par rapport à celle utilisée pour les métaux. Le succès exige des outils exceptionnellement tranchants, des vitesses d'avance élevées pour minimiser le transfert de chaleur, une pression de serrage extrêmement légère pour éviter la déformation, et une utilisation agressive du liquide de refroidissement pour gérer la dilatation thermique importante du matériau.
Le défi central de l'usinage du PTFE n'est pas la coupe elle-même — le matériau est tendre et se coupe facilement. La véritable difficulté réside dans le contrôle de la réaction du matériau à la chaleur et à la pression pour maintenir la précision dimensionnelle et obtenir un état de surface propre.

Le Défi Principal : Les Propriétés Uniques du Matériau PTFE
Avant d'ajuster les paramètres de la machine, vous devez comprendre pourquoi le PTFE (polytétrafluoroéthylène) se comporte comme il le fait. Ses propriétés exigent une stratégie unique qui privilégie la finesse plutôt que la force.
Forte Dilatation Thermique
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi les plastiques. Même une petite quantité de chaleur générée pendant la coupe provoquera une expansion significative de la pièce.
Cette expansion est l'ennemi principal des tolérances serrées. Une pièce usinée aux spécifications lorsqu'elle est chaude sera sous-dimensionnée une fois refroidie à température ambiante.
Faible Conductivité Thermique
Pour compliquer le problème, le PTFE est un excellent isolant thermique. La chaleur introduite au niveau du tranchant ne se dissipe pas rapidement dans tout le matériau.
Au lieu de cela, la chaleur se concentre précisément là où vous coupez, entraînant une fusion localisée, des copeaux gommeux et un mauvais état de surface si elle n'est pas gérée correctement.
Ténuité et Fluage sous Contrainte (Stress Creep)
Le PTFE est un matériau exceptionnellement tendre qui se déforme, ou « fluage », sous une pression soutenue.
Les pressions de serrage standard utilisées pour les métaux comprimeront une pièce en PTFE. Lorsque la pièce est relâchée du montage, elle reprendra sa forme, ce qui entraînera un produit final dimensionnellement inexact.
Optimisation de Vos Paramètres d'Usinage
Vos outils et les réglages de votre machine doivent être choisis spécifiquement pour contrecarrer les propriétés difficiles du PTFE. L'objectif est toujours de produire un copeau propre avec un apport de chaleur minimal et une déflexion de la pièce réduite.
Sélection et Géométrie de l'Outil
Vos outils de coupe doivent être impeccablement tranchants. Un tranchant affûté et poli est non négociable pour cisailler proprement le matériau plutôt que de le labourer.
Les outils à pointe de carbure sont fortement recommandés pour leur capacité à conserver un tranchant aiguisé et à minimiser la chaleur de friction. Assurez-vous que les outils ont des angles de dépouille et de dégagement généreux pour réduire le frottement.
Vitesse de Coupe
Des vitesses de coupe modérées, généralement comprises entre 200 et 500 pieds de surface par minute (SFPM), constituent un point de départ sûr.
Tourner trop vite génère une chaleur excessive, tandis que tourner trop lentement peut amener l'outil à frotter au lieu de couper. La clé est de trouver le juste milieu qui produit un copeau propre sans surchauffer la pièce.
Vitesse d'Avance
En général, des vitesses d'avance élevées sont préférables, souvent entre 0,002 et 0,010 pouce par révolution.
Une vitesse d'avance plus élevée déplace rapidement le tranchant à travers le matériau, minimisant le temps disponible pour que la chaleur se transfère dans la pièce. Pour les passes de finition fines, vous devrez peut-être réduire la vitesse d'avance pour un meilleur contrôle.
Profondeur de Passe
Utilisez une profondeur de passe peu profonde. Une bonne règle empirique est de ne pas dépasser un tiers du diamètre de votre outil de coupe. Cela réduit les forces de coupe et minimise la génération de chaleur sur une seule passe.
Contrôles de Processus Critiques
La manière dont vous manipulez le matériau avant et pendant la coupe est tout aussi importante que les vitesses et les avances que vous utilisez.
Gestion Agressive de la Chaleur
L'utilisation d'un liquide de refroidissement ou d'un lubrifiant est essentielle pour la plupart des opérations d'usinage du PTFE. Un système de liquide de refroidissement en déluge est très efficace pour éteindre la chaleur au point de coupe et évacuer les copeaux.
C'est le moyen le plus efficace de gérer la dilatation thermique et d'empêcher le matériau de devenir gommeux.
Montage et Pression de Serrage
Appliquez la pression de serrage minimale absolue requise pour maintenir la pièce en place. Utilisez des montages avec de larges surfaces pour répartir la force de serrage et éviter de déformer la pièce.
Un serrage excessif est une erreur courante et critique qui garantit une inexactitude dimensionnelle. Évitez toujours la pression excessive et les vibrations.
Évacuation des Copeaux (Swarf)
Assurez-vous d'une élimination continue et efficace des copeaux. Les copeaux chauds laissés sur la surface de la pièce lui transféreront de la chaleur, annulant vos efforts pour la maintenir froide.
Pièges Courants à Éviter
Comprendre les risques et les erreurs courantes est crucial pour un succès constant.
Le Mythe de l'Usinage « Facile »
Bien que le PTFE soit tendre et nécessite peu de puissance pour être coupé, c'est l'un des polymères les plus difficiles à usiner avec une tolérance serrée. Ses propriétés le rendent impitoyable envers les techniques médiocres.
Le Risque de Surchauffe
Si vous constatez un état de surface médiocre et déchiré ou si vos copeaux sont gommeux et collent à l'outil, votre processus génère trop de chaleur. C'est un signe immédiat que vous devez ajuster votre vitesse, votre avance ou l'application du liquide de refroidissement.
Précautions de Santé et de Sécurité
L'usinage du PTFE peut produire de fines particules de poussière. Il est essentiel pour la sécurité de porter un masque ou de s'assurer que le travail est effectué sous liquide de refroidissement pour éviter l'inhalation de cette poussière.
Faire le Bon Choix pour Votre Objectif
Votre approche spécifique pourrait nécessiter de légers ajustements en fonction de l'objectif principal de votre composant.
- Si votre objectif principal est des tolérances serrées (+/- 0,002") : Privilégiez la stabilité thermique avant tout en utilisant un liquide de refroidissement en déluge généreux et en permettant à la pièce de revenir à température ambiante avant de prendre les mesures finales.
- Si votre objectif principal est un état de surface supérieur : Utilisez des outils en carbure neufs ou fraîchement affûtés avec un tranchant très poli et envisagez une passe de finition plus lente et plus légère.
- Si votre objectif principal est la vitesse de production : Maximisez les vitesses d'avance et assurez-vous que vos systèmes de refroidissement et d'évacuation des copeaux sont suffisamment robustes pour maintenir la zone de coupe dégagée et froide.
En fin de compte, maîtriser l'usinage du PTFE vient du respect de ses propriétés uniques et de l'adaptation de votre processus pour travailler avec le matériau, et non contre lui.
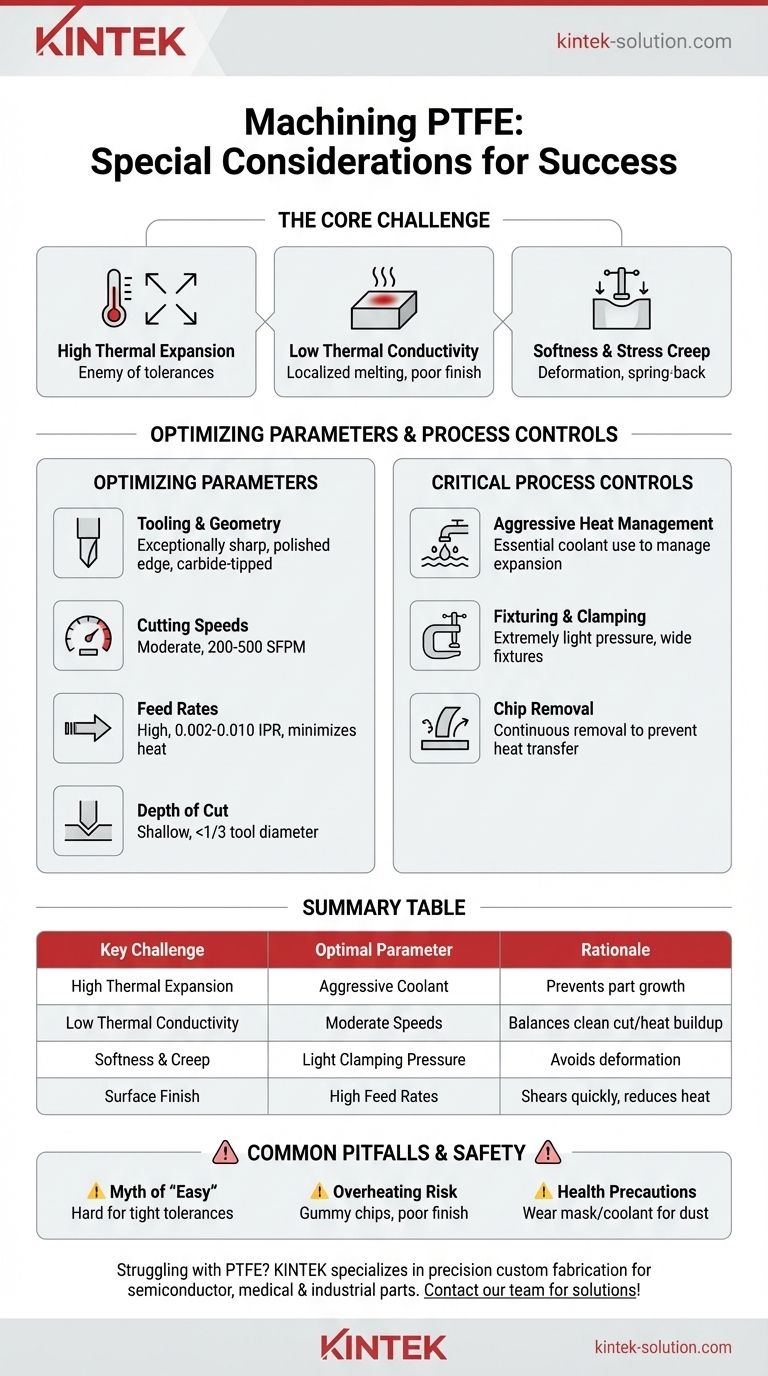
Tableau Récapitulatif :
| Défi Clé | Paramètre Optimal | Justification |
|---|---|---|
| Forte Dilatation Thermique | Liquide de Refroidissement Agressif | Prévient la croissance de la pièce et assure la stabilité dimensionnelle après refroidissement. |
| Faible Conductivité Thermique | Vitesses Modérées (200-500 SFPM) | Équilibre la coupe nette avec une accumulation minimale de chaleur au bord de l'outil. |
| Ténuité et Fluage | Pression de Serrage Légère | Évite la déformation de la pièce et le retour élastique pour des dimensions finales précises. |
| État de Surface | Vitesses d'Avance Élevées (0.002-0.010 IPR) | Cise le matériau rapidement, réduisant le transfert de chaleur et l'effet gommeux. |
Vous avez des difficultés avec la précision ou la finition des pièces en PTFE ? KINTEK est spécialisée dans l'usinage de précision de composants en PTFE tels que les joints, les revêtements et la verrerie de laboratoire pour les applications dans les semi-conducteurs, le médical et l'industrie. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos pièces respectent des tolérances serrées et une qualité de surface supérieure. Contactez notre équipe dès aujourd'hui pour discuter de votre projet et tirer parti de nos solutions sur mesure pour des pièces en PTFE fiables et performantes !
Guide Visuel
Produits associés
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
Les gens demandent aussi
- Comment l'hydrophobie inhérente des membranes filtrantes en PTFE affecte-t-elle la séparation des liquides et des gaz ? Optimiser les performances
- Quelle est la plage de stabilité thermique des membranes filtrantes en PTFE ? Maîtrisez les extrêmes de -200°C à +260°C
- Quelles sont les caractéristiques structurelles et les principes de fabrication des membranes filtrantes en polytétrafluoroéthylène (PTFE) ?
- Comment la résistance chimique des membranes filtrantes en polytétrafluoroéthylène (PTFE) profite-t-elle à la filtration industrielle ?
- Quels sont les avantages de performance des membranes filtrantes en PTFE par rapport aux filtres en profondeur ? Améliorer la pureté et l'efficacité des laboratoires



















