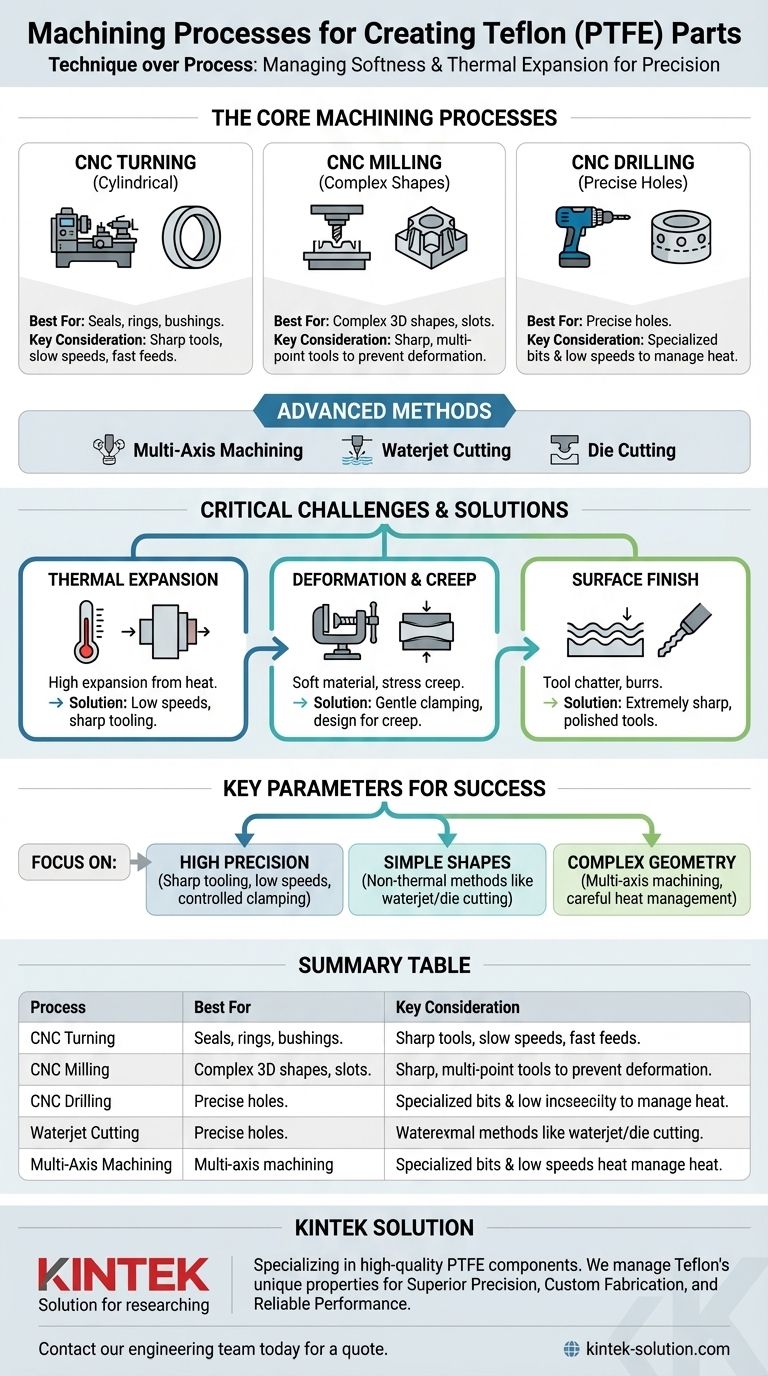
L'usinage des pièces en Téflon (PTFE) est réalisé à l'aide d'une gamme de procédés CNC conventionnels, le plus souvent le tournage, le fraisage et le perçage. Ces méthodes sont adaptées pour tenir compte des propriétés uniques du Téflon, telles que sa douceur et son taux élevé de dilatation thermique, afin de produire des composants précis comme des joints, des garnitures et des isolateurs.
Bien que l'équipement standard soit utilisé, la réussite de l'usinage du Téflon dépend moins du procédé que de la technique. Le défi principal est de gérer la douceur du matériau et son extrême sensibilité à la chaleur pour prévenir la déformation et maintenir des tolérances serrées.

Les procédés d'usinage essentiels pour le Téflon
La polyvalence du Téflon lui permet d'être façonné par plusieurs méthodes, mais quelques procédés CNC fondamentaux sont responsables de la grande majorité des pièces sur mesure.
Tournage CNC pour pièces cylindriques
Le tournage CNC est idéal pour créer des composants cylindriques ou creux. Un tour fait tourner la pièce en Téflon tandis qu'un outil de coupe enlève de la matière.
Ce procédé est fréquemment utilisé pour des pièces telles que des joints, des bagues et des douilles. Le succès exige des outils très tranchants, des vitesses de rotation lentes et des avances relativement rapides pour obtenir une coupe nette sans faire fondre le matériau.
Fraisage CNC pour formes complexes
Le fraisage CNC utilise un outil de coupe rotatif à plusieurs dents pour enlever de la matière d'une pièce stationnaire. C'est la méthode principale pour créer des géométries complexes, des fentes et des surfaces planes.
En raison de sa grande précision, le fraisage est essentiel pour les pièces aux conceptions complexes. Comme pour le tournage, des outils tranchants sont cruciaux pour cisailler proprement le matériau plutôt que de le pousser, ce qui pourrait provoquer une déformation.
Perçage CNC pour trous précis
Le perçage crée des trous dans les composants en Téflon. Cependant, la friction d'un foret standard peut rapidement générer suffisamment de chaleur pour faire fondre le matériau et ruiner la pièce.
Des forets spécialisés, tels que ceux avec des cannelures paraboliques, sont souvent utilisés pour évacuer efficacement les copeaux. Des vitesses de coupe faibles sont obligatoires pour éviter l'accumulation de chaleur et garantir que les dimensions du trou restent précises.
Méthodes avancées et spécialisées
Pour des applications plus spécifiques, d'autres procédés sont employés :
- Usinage Multi-axes/5-axes : Combine le fraisage et le tournage pour des pièces très complexes avec des courbes et des angles complexes en une seule configuration.
- Découpe au jet d'eau : Utilise un jet d'eau à haute pression pour couper des plaques épaisses de Téflon sans générer de chaleur.
- Découpe à l'emporte-pièce (Die Cutting) : Une méthode rapide et économique pour estampiller des formes simples, comme des joints, à partir de fines feuilles de Téflon.
Défis critiques dans l'usinage du Téflon
Le Téflon n'est pas usiné comme le métal ou même d'autres plastiques. Ses propriétés distinctes présentent des défis uniques qui doivent être relevés pour obtenir un résultat satisfaisant.
Gestion de la dilatation thermique
Le Téflon possède l'un des coefficients de dilatation thermique les plus élevés parmi les polymères. Même une petite quantité de chaleur générée par la friction de l'outil fera dilater considérablement la pièce.
Cela rend le maintien de tolérances serrées extrêmement difficile. Si elle n'est pas contrôlée, une pièce mesurée comme précise lorsqu'elle est chaude sera hors spécifications une fois refroidie. C'est pourquoi les vitesses faibles et les outils tranchants sont non négociables.
Prévention de la déformation et du fluage
Le Téflon est exceptionnellement mou et peut être facilement comprimé ou déformé. Un serrage excessif d'un étau ou d'une pince pendant l'installation écrasera le matériau et ruinera les dimensions finales.
De plus, le Téflon est sujet au fluage sous contrainte (stress creep), ce qui signifie qu'il peut se déformer lentement avec le temps s'il est laissé sous pression constante. Cela doit être pris en compte à la fois dans la stratégie de maintien de la pièce et dans la conception de la pièce finale.
Obtention d'un état de surface propre
La douceur du matériau peut entraîner un chatter d'outil — une vibration qui se traduit par un état de surface médiocre et ondulé. L'utilisation d'outils de coupe extrêmement tranchants et polis avec la géométrie correcte est vitale pour trancher proprement le matériau.
Une coupe inappropriée ne crée pas de copeau ; elle crée une bavure. Ces bavures sont difficiles à enlever proprement et peuvent compromettre la fonction de pièces comme les joints.
Paramètres clés pour la réussite
Pour surmonter ces défis, votre approche doit être dictée par les exigences spécifiques de votre composant.
- Si votre objectif principal est des tolérances de haute précision : Privilégiez les outils tranchants, les vitesses de coupe très faibles et une pression de serrage contrôlée pour minimiser toutes les sources de chaleur et de déformation.
- Si votre objectif principal est de produire des formes simples à partir de feuilles : Envisagez des méthodes non thermiques comme la découpe à l'emporte-pièce ou au jet d'eau pour une efficacité et une rentabilité maximales.
- Si votre objectif principal est une géométrie 3D complexe : Une machine CNC multi-axes est nécessaire, mais tous les principes de gestion de la chaleur et de maintien doux de la pièce s'appliquent toujours.
La maîtrise de ces principes vous permet de transformer les propriétés difficiles du Téflon en composants de haute performance usinés avec précision.
Tableau récapitulatif :
| Procédé | Idéal pour | Considération clé |
|---|---|---|
| Tournage CNC | Pièces cylindriques (joints, bagues, douilles) | Outils tranchants, vitesses lentes, avances rapides |
| Fraisage CNC | Formes 3D complexes et fentes | Outils multi-dents tranchants pour éviter la déformation |
| Perçage CNC | Trous précis | Foret spécialisé et vitesses faibles pour gérer la chaleur |
| Découpe au jet d'eau | Plaques épaisses, sans zones affectées par la chaleur | Idéal pour des formes 2D simples à partir de stock en feuille |
| Usinage Multi-axes | Pièces très complexes avec courbes complexes | Combine les opérations en une seule configuration |
Besoin de composants en Téflon usinés avec précision ?
KINTEK se spécialise dans la fabrication de composants PTFE de haute qualité pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons les défis critiques de l'usinage du Téflon — comme la gestion de la dilatation thermique et la prévention de la déformation — pour livrer des pièces qui respectent vos tolérances les plus serrées.
Notre expertise vous assure :
- Précision supérieure : Nous utilisons des techniques optimisées et des outils tranchants pour gérer la douceur et les propriétés thermiques du Téflon.
- Fabrication sur mesure : Des prototypes aux commandes à haut volume, nous adaptons notre approche à vos exigences spécifiques de pièces, que ce soit pour des joints, des revêtements ou des articles de laboratoire complexes.
- Performance fiable : Nous fabriquons des composants qui fonctionnent de manière constante dans vos applications les plus exigeantes.
Discutons des exigences de votre projet. Contactez notre équipe d'ingénieurs dès aujourd'hui pour obtenir un devis et voir comment nous pouvons apporter de la précision à vos pièces en PTFE.
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Joint d'étanchéité isolant en PTFE sur mesure Résistant à la corrosion Joints en Téflon Composants en plastique technique sur mesure
- Système de réaction continu en Téflon haute température et ballon à trois cols résistant au HF pour le traitement pétrochimique
Les gens demandent aussi
- Quelles capacités de fabrication sont associées aux pièces en PTFE ? Libérez la précision grâce à l'usinage par des experts
- Quelles industries bénéficient le plus des pièces en PTFE sur mesure ? Relever les défis des environnements extrêmes
- Pourquoi la sélection des outils est-elle importante dans l'usinage CNC des pièces en PTFE ? Atteindre la précision et la qualité
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes