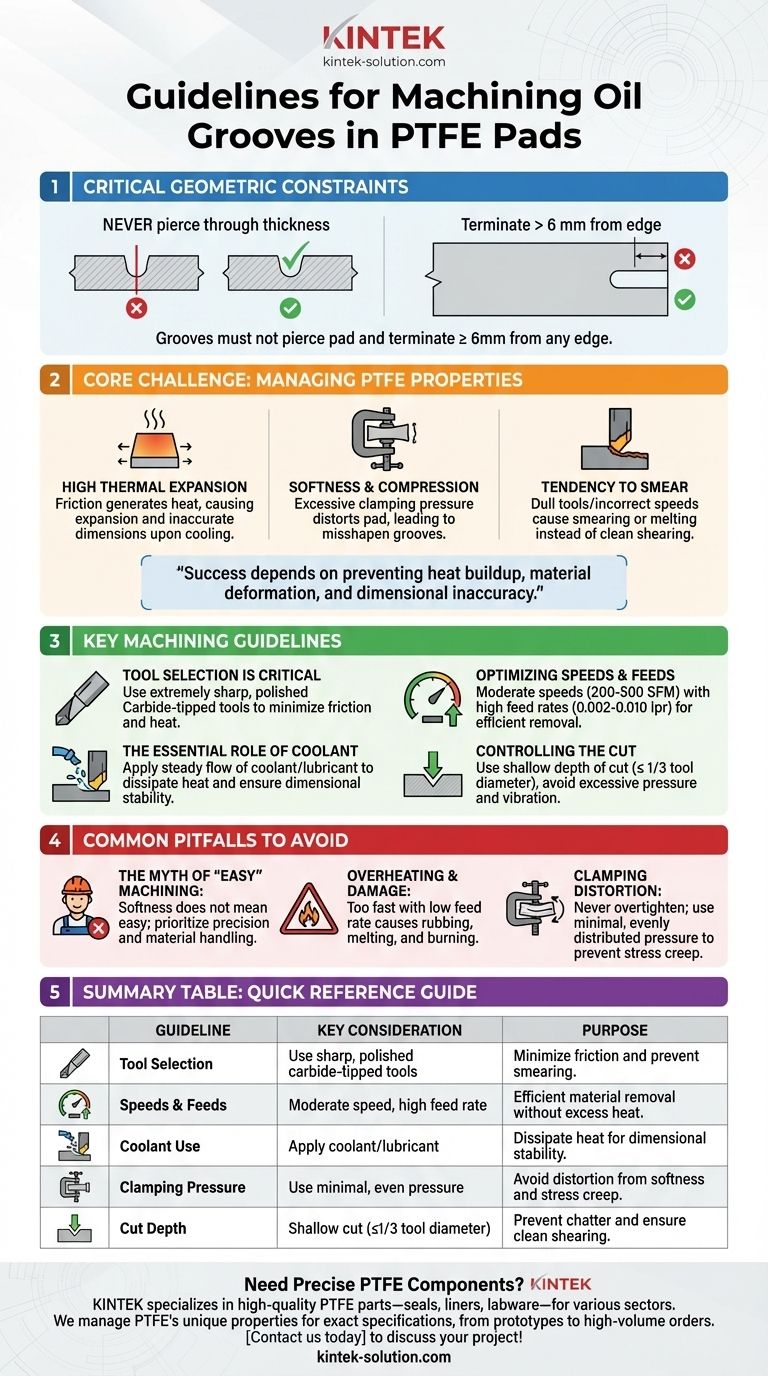
L'usinage des gorges à huile dans les patins en PTFE est régi par quelques contraintes géométriques critiques et une compréhension approfondie des propriétés uniques du matériau. Le processus est similaire à l'usinage de la fonte, mais les gorges ne doivent jamais traverser l'épaisseur du patin et doivent se terminer à au moins 6 mm de tout bord. Bien que la forme et la profondeur spécifiques de la gorge soient flexibles et dépendent de votre application, la réussite de son usinage nécessite des techniques spécifiques pour gérer la nature du PTFE.
Le défi principal n'est pas la géométrie de la gorge à huile, mais plutôt le contrôle de la mollesse inhérente du PTFE et de sa dilatation thermique élevée pendant le processus d'usinage. Le succès dépend de l'utilisation des outils et des techniques appropriés pour prévenir l'accumulation de chaleur, la déformation du matériau et l'imprécision dimensionnelle.

Le Défi Principal : Travailler avec les Propriétés du PTFE
Pour usiner efficacement le PTFE, vous devez concevoir votre processus autour de ses caractéristiques fondamentales, et non malgré elles. Sa mollesse le rend facile à couper, mais ses autres caractéristiques présentent des défis importants pour la précision.
Forte Dilatation Thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température. La friction d'un outil de coupe génère de la chaleur, ce qui peut provoquer la dilatation du matériau pendant la coupe, entraînant une dimension de gorge imprécise une fois qu'il refroidit.
Mollesse et Compression
Le matériau est mou et peut être facilement comprimé. Une pression de serrage excessive déformera le patin, et toute gorge usinée dans celui-ci sera déformée une fois la pression relâchée. Cette propriété, connue sous le nom de fluage sous contrainte, rend difficile le maintien de tolérances serrées.
Tendance à l'Étalement (Smearing)
Si les outils de coupe sont émoussés ou si les vitesses de coupe sont incorrectes, le PTFE peut s'étaler ou fondre plutôt que de cisailler proprement. Cela se traduit par une mauvaise finition de surface et peut obstruer l'outil de coupe.
Directives Clés d'Usinage pour les Gorges en PTFE
Le respect des meilleures pratiques en matière d'outillage, de vitesses et de manipulation de la pièce est essentiel pour un résultat précis et propre. Ces directives sont conçues pour atténuer les défis posés par le matériau lui-même.
La Sélection de l'Outil est Critique
Vos outils de coupe doivent être extrêmement tranchants et polis. Les outils à pointe de carbure sont fortement préférés car ils conservent un tranchant plus longtemps et génèrent moins de chaleur par friction que l'acier rapide (HSS). Une surface d'outil lisse assure que les copeaux s'écoulent facilement.
Optimisation des Vitesses et des Avances
L'objectif est d'enlever le matériau efficacement sans générer de chaleur excessive. Utilisez des vitesses de coupe modérées (un point de départ est de 200 à 500 pieds de surface par minute) combinées à des vitesses d'avance relativement élevées (0,002 à 0,010 pouce par révolution). Une vitesse d'avance plus élevée garantit que l'outil coupe constamment du matériau frais et aide à évacuer rapidement les copeaux.
Le Rôle Essentiel du Liquide de Refroidissement
L'utilisation d'un liquide de refroidissement ou d'un lubrifiant est fortement recommandée pour toute opération à forte intensité thermique sur le PTFE. Un flux constant de liquide de refroidissement dissipe la chaleur à l'interface de coupe, prévenant la dilatation thermique et assurant la stabilité dimensionnelle.
Contrôle de la Coupe
Utilisez une faible profondeur de passe, idéalement pas plus d'un tiers du diamètre de l'outil. Évitez la pression excessive et les vibrations, car celles-ci peuvent provoquer le martèlement ou la déformation du matériau mou, entraînant une mauvaise finition de surface.
Pièges Courants à Éviter
Comprendre ce qui peut mal tourner est aussi important que de connaître la procédure correcte. De nombreux machinistes novices en PTFE commettent des erreurs prévisibles qui compromettent la pièce finale.
Le Mythe de l'Usinage « Facile »
Bien que le PTFE soit mou et n'entraîne pas d'usure significative de l'outil, cela ne signifie pas qu'il est facile à usiner avec précision. Sa mollesse est la source des principaux défis : la déformation sous pression et la difficulté à obtenir un cisaillement propre.
Surchauffe et Dommages au Matériau
Faire tourner l'outil trop vite avec une faible vitesse d'avance est une erreur courante. Cela amène l'outil à frotter contre le matériau au lieu de le couper, générant une chaleur localisée intense qui peut faire fondre ou brûler le PTFE, ruinant le patin.
Déformation due au Serrage
Ne serrez jamais excessivement un patin en PTFE dans un étau ou un montage. Le matériau se comprimera et la gorge usinée n'atteindra pas ses dimensions requises une fois la pièce relâchée. Utilisez une pression de serrage minimale et uniformément répartie.
Faire le Bon Choix pour Votre Objectif
Votre objectif spécifique déterminera quel aspect du processus vous devez prioriser.
- Si votre objectif principal est la précision dimensionnelle : Priorisez la gestion thermique avec un liquide de refroidissement abondant et utilisez une pression de serrage minimale pour éviter toute déformation du patin.
- Si votre objectif principal est une finition de surface propre : Utilisez des outils en carbure exceptionnellement tranchants et polis avec des vitesses d'avance élevées pour assurer que le matériau cisaille proprement au lieu de s'étaler.
- Si vous mettez en place un nouveau processus : Commencez par des vitesses de coupe conservatrices et concentrez-vous sur l'élimination efficace des copeaux avant d'augmenter progressivement les paramètres pour trouver l'équilibre optimal pour votre équipement.
En fin de compte, l'usinage réussi du PTFE repose sur le respect des propriétés uniques du matériau grâce à une préparation minutieuse et une exécution précise.
Tableau Récapitulatif :
| Directive | Considération Clé | Objectif |
|---|---|---|
| Sélection de l'Outil | Utiliser des outils à pointe de carbure tranchants et polis | Minimiser la friction et prévenir l'étalement du matériau |
| Vitesses et Avances | Vitesse modérée (200-500 SFM), vitesse d'avance élevée | Élimination efficace du matériau sans chaleur excessive |
| Utilisation du Liquide de Refroidissement | Appliquer un liquide de refroidissement/lubrifiant pendant la coupe | Dissiper la chaleur pour maintenir la stabilité dimensionnelle |
| Pression de Serrage | Utiliser une pression minimale et uniforme | Éviter la déformation due à la mollesse du PTFE et au fluage sous contrainte |
| Profondeur de Coupe | Coupe peu profonde (≤1/3 du diamètre de l'outil) | Prévenir le martèlement et assurer un cisaillement propre |
Besoin de composants en PTFE usinés sur mesure et précis ?
Chez KINTEK, nous sommes spécialisés dans la fabrication de pièces en PTFE de haute qualité—y compris des joints, des revêtements et des articles de laboratoire personnalisés—pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise dans la gestion des propriétés uniques du PTFE garantit que vos composants sont usinés selon des spécifications exactes, évitant les pièges courants tels que la dilatation thermique et la déformation.
Nous offrons la fabrication sur mesure, du prototype aux commandes à haut volume, en priorisant la précision et la durabilité. Laissez-nous gérer les complexités de l'usinage du PTFE pour vous.
Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Disque de dispersion en PTFE résistant à la corrosion de haute pureté et pale d'agitation inerte pour le mélange dans les industries alimentaire, pharmaceutique et cosmétique
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Plaque d'isolation thermique en PTFE personnalisable, support de laboratoire résistant à haute température et à la corrosion, support multicouche à plusieurs niveaux
- Panneau d'isolation thermique en PTFE résistant aux hautes températures, support en fluoropolymère sans métal résistant à la corrosion pour laboratoires ultra-propres
- Disque d'Agitation en PTFE Résistant à la Corrosion, Plaque de Dispersion Chimique, Diamètre 350mm, Accessoire pour Mélangeur en Fluoropolymère
Les gens demandent aussi
- À quoi sert le PTFE en dispersion ? Création de revêtements et de films fins et haute performance
- Quels sont les avantages des agitateurs en PTFE ? Assurer la pureté chimique et protéger votre verrerie de laboratoire
- Qu'est-ce que la dispersion de PTFE et comment est-elle utilisée ? Un guide sur les revêtements antiadhésifs et la résistance chimique
- Combien de variations de disques en PTFE sont disponibles et quels paramètres les différencient ? Choisissez le bon matériau pour votre application
- Quelle est la formule chimique et le matériau du disque en PTFE ? Libérez la puissance du polymère C₂F₄