L'usinage du Téflon (PTFE) est trompeusement complexe. Les principaux défis proviennent de sa mollesse inhérente, de sa conductivité thermique extrêmement faible et de son coefficient de dilatation thermique élevé. Ces propriétés entraînent des problèmes d'accumulation de chaleur, de déformation du matériau et de difficulté à maintenir des tolérances serrées. Le succès nécessite une approche spécifique utilisant des outils extrêmement tranchants, des vitesses de coupe faibles, un refroidissement agressif et un maintien précis de la pièce pour gérer l'instabilité du matériau.
Le défi fondamental de l'usinage du Téflon n'est pas sa dureté, mais son instabilité inhérente. Le succès dépend moins de l'enlèvement agressif de matière que de la gestion de la chaleur, de la pression et de la dilatation thermique pour empêcher le matériau de se déformer ou de « bouger » pendant et après le processus de coupe.

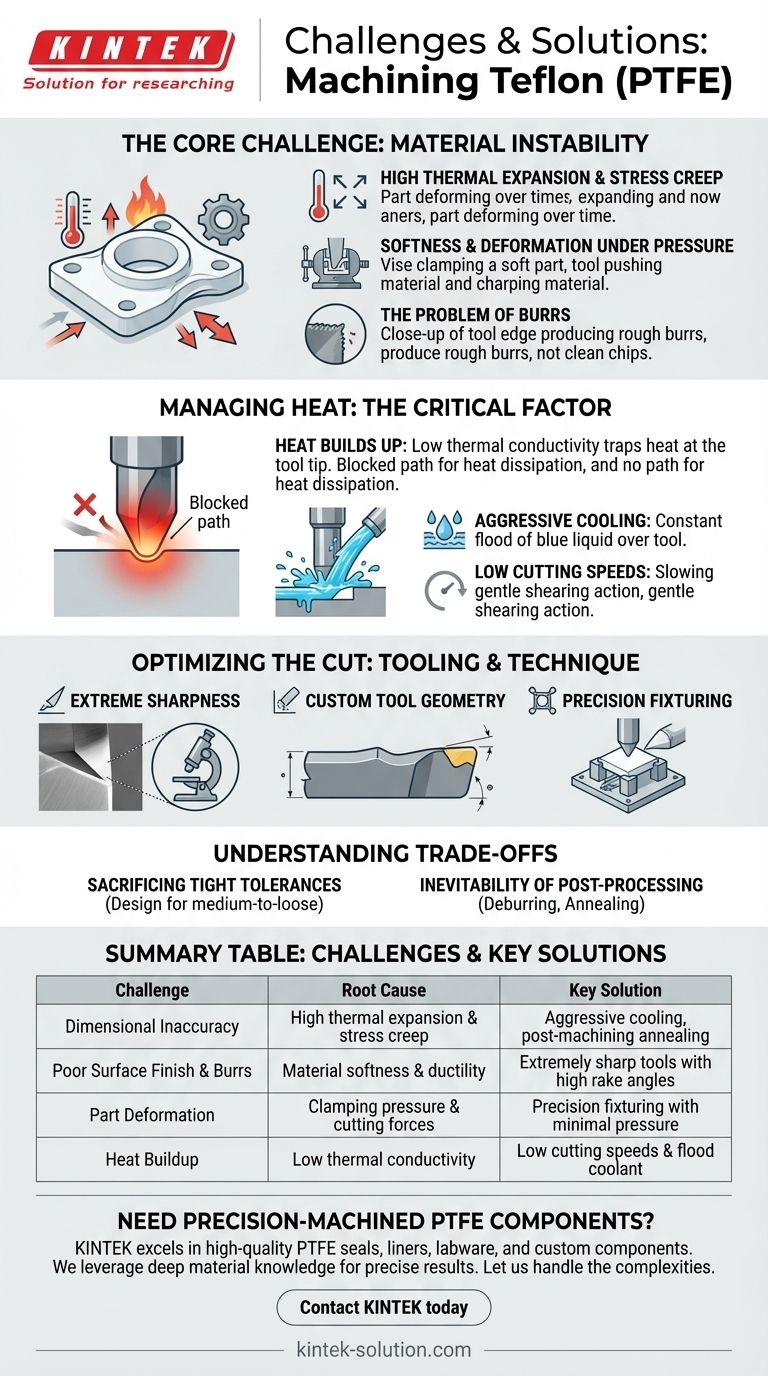
Le Défi Principal : L'Instabilité du Matériau
Le Téflon ne se comporte pas comme le métal ou même la plupart des autres plastiques. Ses principaux défis résident dans sa tendance à changer de forme sous contrainte thermique et mécanique.
Forte Dilatation Thermique et Fluage sous Contrainte
Le Téflon se dilate et se contracte considérablement avec les changements de température. Ce coefficient de dilatation élevé rend le maintien de tolérances serrées incroyablement difficile, car une pièce peut être conforme aux spécifications sur une machine froide et hors spécifications à température ambiante.
De plus, le Téflon est sujet au fluage sous contrainte (stress creep), ce qui signifie qu'il se déforme lentement avec le temps sous pression, même sous l'effet de ses propres contraintes internes induites lors de la fabrication.
Mollesse et Déformation Sous Pression
La mollesse du matériau signifie qu'il peut être facilement comprimé ou déformé par les forces de serrage dans un étau ou un montage. Un serrage excessif ruinera la pièce avant même qu'une seule coupe ne soit effectuée.
Cette mollesse signifie également que l'outil de coupe peut repousser le matériau au lieu de le cisailler proprement, entraînant des imprécisions dimensionnelles et de mauvais états de surface.
Le Problème des Bavures
Au lieu de produire un copeau propre qui se détache, la nature molle et ductile du Téflon entraîne souvent une bavure persistante le long du bord de coupe. Cela nécessite une étape de post-traitement dédiée à son élimination, qui doit être planifiée à l'avance.
Gestion de la Chaleur : Le Facteur Critique
Le plus grand ennemi lors de l'usinage du Téflon est la chaleur. Parce que le matériau est un excellent isolant thermique, la chaleur générée par le processus de coupe reste piégée à la pointe de l'outil au lieu de se dissiper à travers la pièce.
Pourquoi la Chaleur S'Accumule
La faible conductivité thermique du Téflon signifie qu'il ne peut pas évacuer efficacement la chaleur de la zone de coupe. Cette accumulation de chaleur localisée peut provoquer la fusion du matériau, l'encrassement de l'outil ou une dilatation imprévisible, détruisant tout espoir de précision.
Le Rôle du Refroidissement Agressif
Pour lutter contre l'accumulation de chaleur, une application abondante de liquide de refroidissement est essentielle. Un flux constant de liquide de refroidissement hydrosoluble est la pratique standard pour évacuer la chaleur de l'outil et de la pièce aussi rapidement qu'elle est générée.
L'Impact des Vitesses de Coupe
Des vitesses de coupe plus faibles sont obligatoires. Les vitesses élevées génèrent la friction et la chaleur plus rapidement qu'elles ne peuvent être éliminées, entraînant les problèmes décrits ci-dessus. L'objectif est une action de cisaillement douce et contrôlée.
Optimisation de la Coupe : Outillage et Technique
Les outils et techniques standards d'usinage des métaux sont souvent inefficaces sur le Téflon. Toute la stratégie de coupe doit être adaptée aux propriétés uniques du matériau.
L'Impératif d'une Extrême Netteté
Les outils doivent être exceptionnellement tranchants avec un tranchant poli. Un outil émoussé ou même standard aura tendance à labourer ou à pousser le matériau, provoquant sa déformation et son déchirement. Les outils en carbure tranchants constituent une bonne base, les outils diamantés offrant des performances supérieures pour les travaux de haute précision.
Géométrie d'Outil Personnalisée
Des géométries d'outils spéciales sont souvent nécessaires. Des angles de dépouille positifs élevés et des angles de jeu accrus aident à créer une action de tranchage nette et empêchent le matériau mou de coller ou de frotter contre l'outil, ce qui générerait plus de chaleur.
Montage de Précision
Le maintien de la pièce doit être précis et délicat. Les dispositifs de serrage doivent être conçus pour supporter la pièce en toute sécurité sans appliquer une pression de serrage excessive qui pourrait provoquer une distorsion.
Comprendre les Compromis et les Limites
Pour usiner le Téflon avec succès, vous devez accepter ses limites inhérentes et concevoir en conséquence.
Sacrifier les Tolérances Serrées
Chaque fois que possible, concevez des pièces avec des tolérances moyennes à lâches. Si votre application n'exige pas absolument une précision au niveau du micron, ne la spécifiez pas. Cela offre une plus grande marge d'erreur pour tenir compte de la dilatation thermique et du fluage.
L'Inévitabilité du Post-Traitement
Supposez qu'une forme de post-traitement sera nécessaire. Cela comprend souvent une étape d'ébavurage dédiée, qui peut impliquer une finition manuelle, un léger ponçage, ou même le refroidissement de la pièce pour rendre les bavures cassantes et plus faciles à enlever.
Pour les applications de haute précision, un cycle de recuit ou de relaxation des contraintes post-usinage peut être nécessaire pour améliorer la stabilité dimensionnelle à long terme de la pièce.
Faire le Bon Choix pour Votre Projet
Votre stratégie d'usinage doit être dictée par les exigences finales de la pièce.
- Si votre objectif principal est d'obtenir des tolérances serrées : Privilégiez un refroidissement agressif et des vitesses de coupe faibles, et prévoyez un processus de recuit post-usinage pour assurer une stabilité à long terme.
- Si votre objectif principal est un état de surface lisse et sans bavures : Utilisez des outils extrêmement tranchants et polis avec des angles de dépouille positifs élevés et intégrez une stratégie d'ébavurage spécifique dans votre plan de production.
- Si votre objectif principal est de minimiser la déformation de la pièce : Concevez des montages qui offrent un support large avec une pression de serrage minimale et utilisez des vitesses d'avance faibles pour éviter de pousser le matériau.
En fin de compte, le succès avec le Téflon vient du respect de ses propriétés uniques plutôt que de lutter contre elles.
Tableau Récapitulatif :
| Défi | Cause Profonde | Solution Clé |
|---|---|---|
| Imprécision Dimensionnelle | Forte dilatation thermique et fluage sous contrainte | Refroidissement agressif, recuit post-usinage |
| Mauvais État de Surface et Bavures | Mollesse et ductilité du matériau | Outils extrêmement tranchants avec angles de dépouille élevés |
| Déformation de la Pièce | Pression de serrage et forces de coupe | Montage de précision avec pression minimale |
| Accumulation de Chaleur | Faible conductivité thermique | Vitesses de coupe faibles et liquide de refroidissement en flux continu |
Besoin de Composants en PTFE Usinés avec Précision ?
L'usinage du Téflon nécessite une expertise spécialisée pour surmonter ses défis uniques. KINTEK excelle dans la production de joints, de revêtements, de verrerie de laboratoire et de composants personnalisés en PTFE de haute qualité pour les secteurs des semi-conducteurs, du médical, du laboratoire et de l'industrie.
Nous mettons à profit notre connaissance approfondie des matériaux et nos capacités de production de précision — des prototypes aux commandes à haut volume — pour garantir que vos pièces répondent aux spécifications exactes sans déformation ni problème thermique.
Laissez-nous gérer les complexités pour vous. Contactez KINTEB dès aujourd'hui pour discuter de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Comment la conception structurelle d'un panier à fleurs en PTFE assure-t-elle un accès uniforme des fluides aux substrats ? Optimiser les rendements de laboratoire
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.
- Quels facteurs contribuent à l'intégrité mécanique à long terme des paniers fleur en PTFE sous cyclage thermique ? Guide d'expert.
- Quelle est la fonction principale et l'application d'un panier à fleurs en PTFE ? Guide d'expert pour le traitement de haute pureté
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab



















