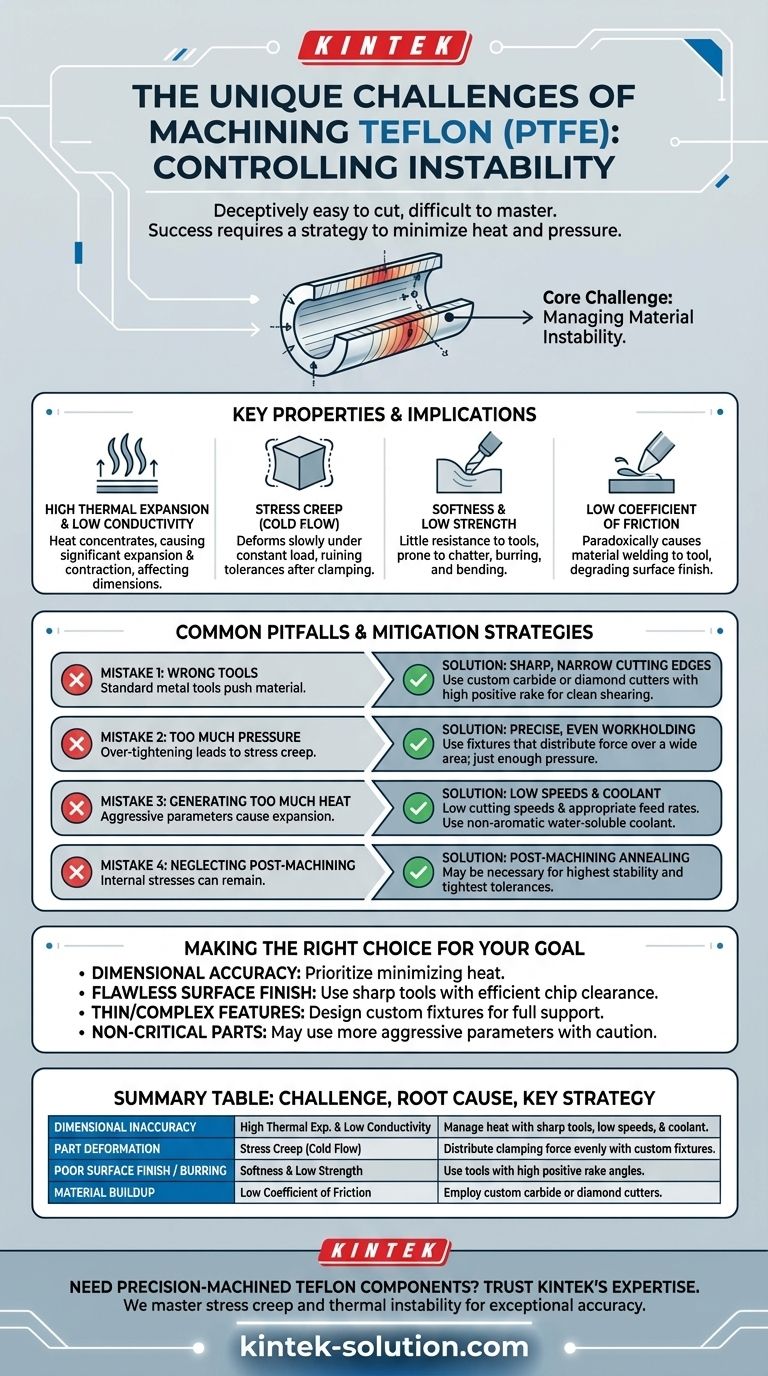
À première vue, le Téflon (PTFE) semble facile à usiner en raison de sa souplesse, mais c'est trompeur. Les défis uniques proviennent d'une combinaison de propriétés introuvables dans les métaux ou même d'autres plastiques : faible conductivité thermique, coefficient de dilatation thermique élevé et tendance à se déformer sous pression, connue sous le nom de fluage sous contrainte. Ces facteurs rendent l'obtention de tolérances serrées et d'un état de surface propre exceptionnellement difficile.
Le défi principal de l'usinage du Téflon n'est pas de couper le matériau, mais de contrôler son instabilité inhérente. Le succès exige une stratégie axée sur la minimisation de la chaleur et de la pression à chaque étape, du maintien de la pièce à la coupe finale, afin d'éviter que la pièce ne se déforme de manière imprévisible.

La cause profonde : Gérer l'instabilité du matériau
Contrairement aux métaux qui sont rigides et thermiquement stables, le Téflon est fondamentalement instable pendant le processus d'usinage. Sa souplesse facilite l'enlèvement de matière, mais cette même propriété le rend très susceptible à la déformation due à la pression de l'outil et aux forces de serrage.
La vraie difficulté réside dans la gestion de la réponse du matériau à la chaleur et aux contraintes de l'usinage. Sans la bonne approche, les pièces peuvent facilement se retrouver hors tolérance, déformées ou couvertes de bavures.
Propriétés clés et leurs implications pour l'usinage
La compréhension de quatre propriétés matérielles clés est essentielle pour diagnostiquer et résoudre les défis de l'usinage du Téflon.
Dilatation thermique élevée et faible conductivité
Le Téflon ne dissipe pas bien la chaleur. La chaleur générée par l'outil de coupe reste concentrée au point de contact, ce qui provoque une dilatation significative du matériau.
Lorsque la pièce refroidit, elle se contracte. Ce changement constant de taille pendant l'opération rend le maintien de dimensions précises un défi majeur.
Fluage sous contrainte (Fluage à froid)
Le Téflon a tendance à se déformer lentement avec le temps sous une charge constante, même à température ambiante. C'est ce qu'on appelle le fluage sous contrainte ou fluage à froid.
Lorsqu'une pièce est serrée dans un étau, elle commence à fluer. Après l'usinage, une fois la pression de serrage relâchée, la pièce se déformera, ruinant toutes les tolérances serrées qui avaient été obtenues.
Souplesse et faible résistance
Bien que la souplesse rende le matériau facile à couper, cela signifie également qu'il offre peu de résistance à l'outil de coupe, ce qui entraîne un risque de broutement de l'outil.
Cette souplesse rend également le Téflon sujet aux bavures et peut entraîner la déformation ou la flexion de la pièce loin de l'outil de coupe, en particulier avec des parois minces ou des formes déséquilibrées.
Faible coefficient de frottement
La célèbre glissance du Téflon peut paradoxalement faire adhérer ou souder le matériau à la pointe de l'outil de coupe. Cela se produit lorsque la chaleur et la pression sont suffisamment élevées pour ramollir le matériau.
Cette accumulation sur le tranchant de l'outil dégrade l'état de surface et peut faire sortir les dimensions finales de la pièce des spécifications.
Pièges courants et comment les éviter
L'usinage réussi du Téflon nécessite un état d'esprit et un ensemble d'outils spécifiques conçus pour contrecarrer ses propriétés inhérentes.
Erreur 1 : Utiliser les mauvais outils
Les outils de coupe standard utilisés pour les métaux ne fonctionneront pas bien. La souplesse du Téflon exige des arêtes de coupe extrêmement tranchantes et étroites pour créer une action de cisaillement propre plutôt que de pousser le matériau.
Des fraises en carbure personnalisées avec des angles de coupe positifs élevés et un dégagement sont souvent nécessaires pour éviter l'accumulation de matière et assurer une évacuation propre des copeaux. Pour la plus haute précision, les outils diamantés offrent des performances supérieures.
Erreur 2 : Appliquer trop de pression
Serrer trop fort un étau est une erreur courante qui garantit l'échec en raison du fluage sous contrainte. Le maintien de la pièce doit être précis et appliquer juste assez de pression pour la fixer.
Utilisez des montages qui répartissent la force de serrage uniformément sur une large surface. Cela fournit un support sans créer les points de pression localisés qui conduisent à la déformation.
Erreur 3 : Générer trop de chaleur
Des vitesses de coupe et des avances agressives qui fonctionnent pour d'autres matériaux généreront une chaleur excessive dans le Téflon, le faisant se dilater et ruiner les tolérances.
Utilisez des vitesses de coupe faibles et des avances appropriées. L'application d'un liquide de coupe non aromatique et soluble dans l'eau est également fortement recommandée pour gérer la chaleur, améliorer l'état de surface et prolonger la durée de vie de l'outil.
Erreur 4 : Négliger les effets post-usinage
Même avec une technique parfaite, des contraintes internes peuvent être induites pendant l'usinage. Pour les pièces nécessitant le plus haut degré de stabilité et les tolérances les plus serrées, un recuit post-usinage peut être nécessaire pour soulager ces contraintes.
Faire le bon choix pour votre objectif
Votre stratégie doit s'adapter en fonction des exigences spécifiques de la pièce finie.
- Si votre objectif principal est la précision dimensionnelle : Priorisez la minimisation de la chaleur en utilisant des outils très tranchants, des vitesses de coupe faibles et un liquide de coupe efficace.
- Si votre objectif principal est un état de surface impeccable : Utilisez des outils avec des arêtes de coupe tranchantes et étroites et des géométries spécifiquement conçues pour un dégagement efficace des copeaux.
- Si vous travaillez avec des caractéristiques minces ou complexes : Concevez des montages personnalisés qui supportent entièrement la pièce sans appliquer une pression de serrage excessive.
- Si votre pièce n'est pas critique et que les tolérances sont lâches : Vous pouvez utiliser des paramètres plus agressifs, mais restez attentif à l'accumulation de chaleur et à la déformation.
Le succès dans l'usinage du Téflon ne vient pas de la force, mais d'une approche précise et délibérée qui respecte la nature unique et instable du matériau.
Tableau récapitulatif :
| Défi | Cause profonde | Stratégie d'atténuation clé |
|---|---|---|
| Imprécision dimensionnelle | Dilatation thermique élevée et faible conductivité | Utiliser des outils tranchants, des vitesses faibles et un liquide de coupe pour gérer la chaleur. |
| Déformation de la pièce (Fluage sous contrainte) | Fluage à froid du matériau sous pression | Concevoir des montages pour répartir uniformément la force de serrage. |
| Mauvais état de surface / Bavures | Souplesse et faible résistance | Utiliser des outils avec des angles de coupe positifs élevés pour un cisaillement propre. |
| Accumulation de matière sur l'outil | Faible coefficient de frottement | Employer des outils en carbure ou diamant personnalisés pour un dégagement efficace des copeaux. |
Besoin de composants en Téflon usinés avec précision ? Faites confiance à l'expertise de KINTEK.
L'usinage du Téflon pour répondre à des spécifications exactes nécessite des connaissances et des équipements spécialisés. KINTEK fabrique des composants en PTFE de haute qualité (joints, revêtements, articles de laboratoire, et plus encore) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous maîtrisons les défis du fluage sous contrainte et de l'instabilité thermique pour livrer des pièces avec une précision dimensionnelle et un état de surface exceptionnels.
Nous priorisons la production de précision et offrons une fabrication sur mesure, des prototypes aux commandes de grand volume. Laissez-nous appliquer notre expertise à votre projet.
Contactez KINTEK dès aujourd'hui pour un devis et découvrez comment nous pouvons apporter stabilité et précision à vos pièces en Téflon.
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Tiges en PTFE personnalisables pour applications industrielles avancées
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
Les gens demandent aussi
- Quelles industries utilisent des pièces en PTFE sur mesure et à quelles fins ? Résolvez les défis critiques avec des matériaux haute performance
- Pourquoi la sélection des outils est-elle importante dans l'usinage CNC des pièces en PTFE ? Atteindre la précision et la qualité
- Quelles considérations de conception sont importantes pour les pièces en PTFE sur mesure ? Concevoir pour la performance et la fiabilité
- Quelles sont les propriétés clés du Téflon (PTFE) utilisées dans les pièces sur mesure ? | Atteignez des performances optimales
- Quelles capacités de fabrication sont associées aux pièces en PTFE ? Libérez la précision grâce à l'usinage par des experts



















