Pour percer le PTFE avec succès, vous devez tenir compte de sa combinaison unique de douceur, d'un bas point de fusion et d'une forte dilatation thermique. Cela nécessite l'utilisation de forets en acier rapide (HSS) extrêmement affûtés à des vitesses modérées pour éviter la surchauffe et la déformation du matériau. Un serrage approprié et le fait de s'assurer que le foret est parfaitement perpendiculaire sont également essentiels pour éviter les inexactitudes dimensionnelles et le « décalage » du foret.
Le principal défi lors du perçage du polytétrafluoroéthylène (PTFE) n'est pas de couper le matériau, mais de le contrôler. Sa douceur et sa forte dilatation thermique signifient que des outils, des vitesses ou une pression de serrage inappropriés déformeront facilement la pièce, entraînant des trous imprécis.

Pourquoi le perçage du PTFE est un défi unique
Pour usiner n'importe quel matériau efficacement, vous devez d'abord comprendre sa nature. Les caractéristiques distinctives du PTFE — bien qu'utiles dans son application finale — présentent des défis distincts lors de la fabrication.
Comprendre les propriétés fondamentales du matériau
Le PTFE est célèbre pour être doux, glissant et chimiquement inerte. Il possède également un coefficient de dilatation thermique extrêmement élevé, ce qui signifie qu'il se dilate et se contracte considérablement avec les changements de température.
Cette combinaison signifie que le matériau offre peu de résistance à un outil de coupe, mais est très sensible à la déformation due à la pression mécanique et à la chaleur.
Le risque de génération de chaleur
La friction d'un foret génère de la chaleur. En raison du bas point de fusion et de la faible conductivité thermique du PTFE, cette chaleur se concentre au point de coupe au lieu de se dissiper à travers le matériau.
Même une légère augmentation de température provoquera la dilatation du matériau, rendant le trou que vous percez plus petit que le foret. La chaleur continue le fera fondre et « étaler » plutôt que de couper proprement.
Déformation sous pression
La douceur du PTFE et sa tendance au « fluage » (déformation au fil du temps sous une charge constante) rendent le maintien de la pièce difficile.
Si vous serrez trop fermement une pièce de PTFE dans un étau, vous la comprimerez. Une fois que vous avez percé un trou et relâché la pression, le matériau se détendra et les dimensions du trou ne seront plus précises.
Les bons outils et techniques pour la précision
Obtenir un trou précis dans le PTFE dépend entièrement de l'utilisation des bons outils et d'un processus discipliné qui minimise la chaleur et la pression.
Sélection et géométrie du foret
Le facteur le plus important est l'outil. Utilisez des forets en acier rapide (HSS) qui sont extrêmement affûtés. Un bord de coupe poli et tranchant tranchera proprement à travers le matériau.
Un foret émoussé poussera et déchirera le matériau, générant une friction et une chaleur excessives, ce qui est la principale cause d'échec.
Vitesses et avances modérées
Résistez à la tentation d'utiliser des régimes élevés. Des vitesses de coupe modérées sont essentielles pour minimiser la génération de chaleur.
L'objectif est de créer une copeau continu, ce qui indique que le matériau est correctement cisaillé. Si le matériau devient pâteux ou fond sur le foret, votre vitesse est trop élevée.
Serrage et maintien de la pièce
Fixez la pièce avec juste assez de force pour la maintenir stable. La pression de serrage doit être répartie sur une grande surface si possible pour éviter les points de compression localisés.
Ne serrez jamais trop un dispositif de fixation, car cela garantirait une inexactitude dimensionnelle une fois la pièce relâchée.
Alignement et évacuation des copeaux
Le foret doit être parfaitement perpendiculaire à la pièce. La douceur du PTFE permet à un foret de dévier ou de « dériver » facilement du centre s'il n'est pas correctement aligné.
Assurez-vous que les copeaux sont évacués du trou pendant que vous percez. L'accumulation de copeaux peut fondre et encrasser le trou, ruinant la finition de surface et les dimensions.
Comprendre les compromis et les pièges courants
Concevoir et usiner avec du PTFE nécessite d'accepter ses limites inhérentes. Comprendre ces compromis est essentiel pour un résultat réussi.
Le défi des tolérances serrées
La forte dilatation thermique et la tendance au fluage du PTFE en font un mauvais choix pour les applications nécessitant des tolérances dimensionnelles extrêmement serrées.
Une pièce mesurée à une température aura des dimensions différentes à une autre. Cela doit être pris en compte lors de la phase de conception.
Changements dimensionnels après perçage
Même après une opération de perçage réussie, la pièce peut changer. Lorsque la pièce refroidit à température ambiante, le trou percé deviendra plus grand.
Pour une précision réelle, laissez le matériau se stabiliser thermiquement avant de prendre une mesure finale.
Éviter l'étalement du matériau
L'échec le plus courant est l'étalement ou la fusion, ce qui crée un trou désordonné et imprécis. Ceci est presque toujours causé par une combinaison de deux facteurs : un outil de coupe émoussé et une vitesse de perçage excessive.
Faire le bon choix pour votre objectif
En adaptant votre approche à votre objectif principal, vous pouvez atténuer les défis liés au travail avec le PTFE.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez les outils HSS extrêmement affûtés, utilisez des vitesses modérées et laissez le matériau se stabiliser à température ambiante avant la mesure finale.
- Si votre objectif principal est d'éviter la défaillance du matériau : Concentrez-vous sur la minimisation de la génération de chaleur grâce à une vitesse de perçage appropriée et assurez-vous que les copeaux sont évacués efficacement pour éviter la fusion.
- Si vous concevez la pièce : Reconnaissez les propriétés du PTFE en concevant pour des tolérances plus lâches dans la mesure du possible pour tenir compte de sa dilatation thermique et de son fluage inhérents.
En respectant les propriétés uniques du PTFE au lieu de les combattre, vous pouvez obtenir des résultats nets et précis de manière constante.
Tableau récapitulatif :
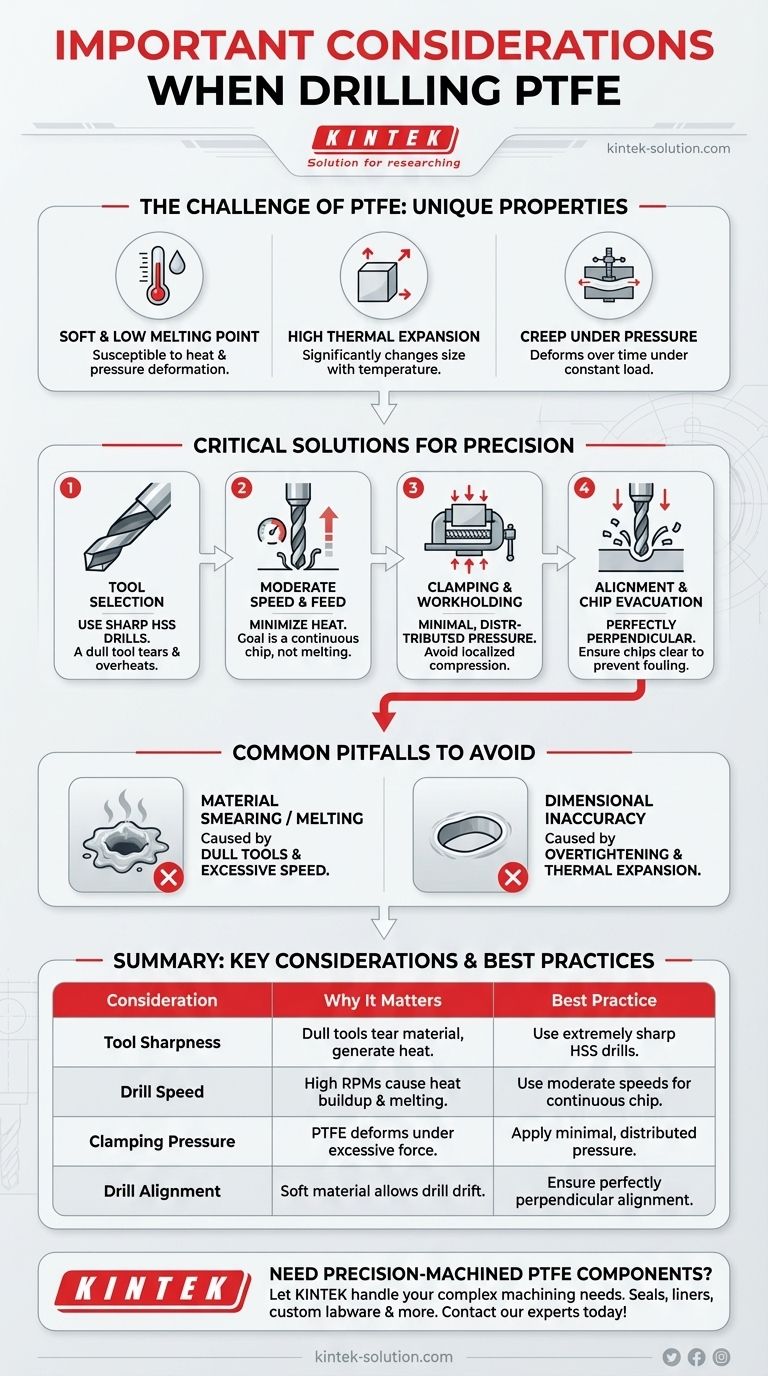
| Considération clé | Pourquoi c'est important | Meilleure pratique |
|---|---|---|
| Aiguisage de l'outil | Les outils émoussés déchirent le matériau et génèrent une chaleur excessive. | Utiliser des forets en acier rapide (HSS) extrêmement affûtés. |
| Vitesse du foret | Les régimes élevés provoquent une accumulation de chaleur et une fusion. | Utiliser des vitesses modérées pour générer un copeau continu. |
| Pression de serrage | Le PTFE se déforme sous une force excessive, ruinant les dimensions. | Appliquer une pression minimale et répartie pour maintenir la pièce. |
| Alignement du foret | Le matériau souple permet au foret de dévier du centre. | S'assurer que le foret est parfaitement perpendiculaire à la pièce. |
Besoin de composants en PTFE usinés avec précision ?
Le perçage du PTFE n'est qu'une étape dans la création de composants haute performance. Chez KINTEK, nous sommes spécialisés dans la fabrication de pièces en PTFE de précision telles que des joints, des revêtements et des articles de laboratoire personnalisés. Notre expertise garantit que vos composants sont fabriqués correctement dès le départ, en évitant les pièges de la déformation thermique et de l'inexactitude dimensionnelle.
Nous servons les secteurs des semi-conducteurs, du médical, du laboratoire et de l'industrie avec des fabrications sur mesure, des prototypes aux commandes à haut volume.
Laissez-nous gérer l'usinage complexe — Contactez nos experts dès aujourd'hui pour discuter des exigences de votre projet !
Guide Visuel
Produits associés
- Ampoule à goutteuse séparatrice à pression constante en PTFE personnalisée, résistante à la corrosion, verrerie à faible fond, analyse des traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Entonnoir à pression constante en polytétrafluoroéthylène (PTFE) sur mesure, résistant à la corrosion, avec compatibilité des bouchons de conversion pour le contrôle des fluides
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Échantillonneur solide PTFE personnalisé de haute pureté pour extraction de laboratoire et analyse chimique Sonde d'échantillonnage en polytétrafluoroéthylène à longueur personnalisable
Les gens demandent aussi
- Quelles sont les limites des septa en PTFE/silicone concernant la température ? Facteurs clés pour l'intégrité analytique
- Quels types de produits sont liés aux septa d'espace de tête ? Composants essentiels pour une analyse étanche aux fuites
- Qu'est-ce que la dispersion de PTFE et comment est-elle utilisée ? Un guide sur les revêtements antiadhésifs et la résistance chimique
- Quelles sont les différences de compatibilité chimique entre les septa en PTFE et en silicone ? Assurer l'intégrité de l'échantillon
- Quelles sont les applications de la dispersion de PTFE ? Un guide sur les revêtements antiadhésifs, résistants aux produits chimiques et plus encore



















