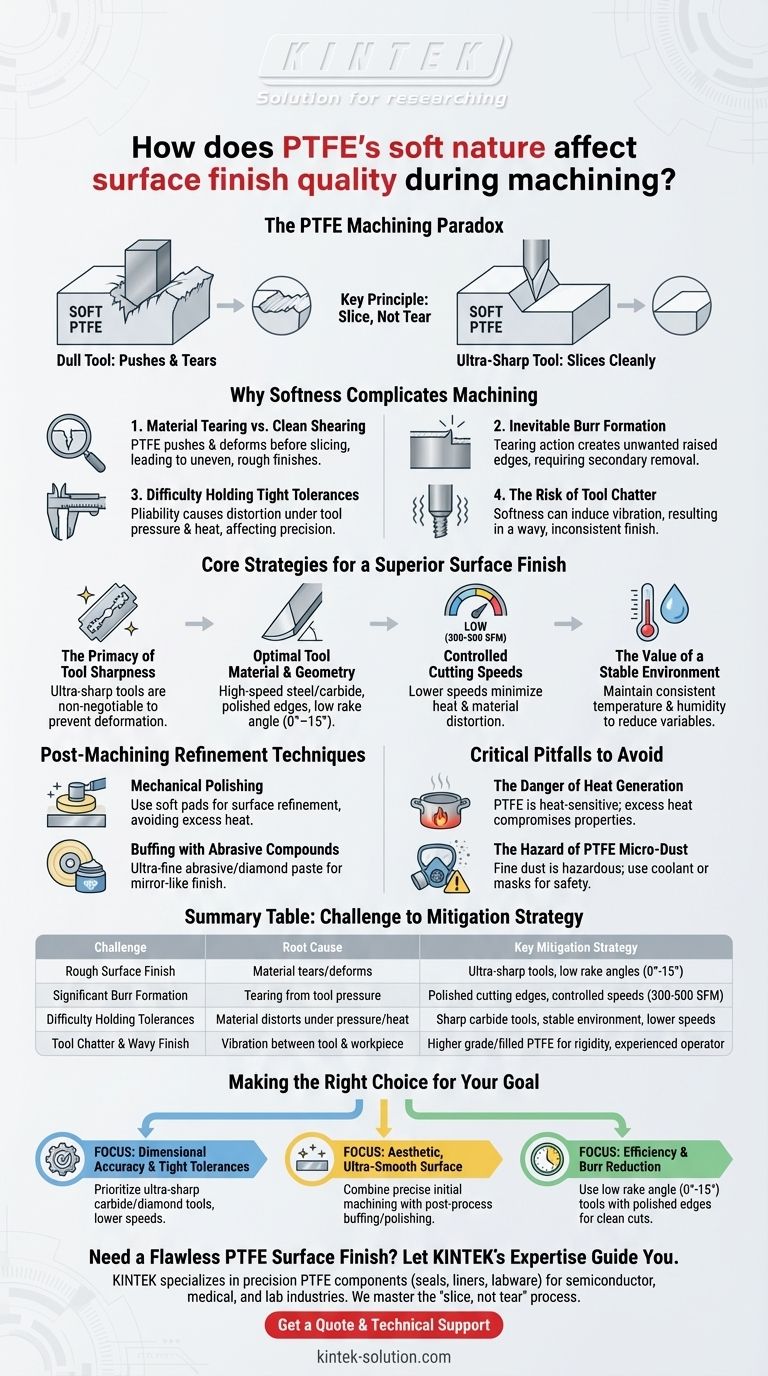
L'usinage du PTFE présente un paradoxe : sa douceur le rend facile à couper, mais incroyablement difficile à bien finir. La tendance du matériau à se déformer et à se déchirer plutôt qu'à cisailler proprement est la principale cause des surfaces rugueuses, de la formation importante de bavures et des difficultés à maintenir des tolérances dimensionnelles serrées.
Obtenir un état de surface de haute qualité sur le PTFE est moins une question d'enlèvement de matière qu'une question de gestion de sa douceur. Le succès dépend de l'utilisation d'outils ultra-tranchants avec une géométrie spécifique pour trancher proprement le matériau, empêchant la déformation et la déchirure qui conduisent à de mauvais résultats.

Pourquoi la douceur complique l'usinage du PTFE
Les propriétés mêmes qui rendent le PTFE précieux — sa faible friction et sa malléabilité — créent des défis distincts pendant le processus d'usinage. Un résultat réussi nécessite de comprendre ces comportements.
Déchirure du matériau contre cisaillement net
Les matériaux plus durs cisaillent proprement lorsqu'ils sont coupés. En raison de sa douceur, le PTFE a tendance à être poussé et déformé par un outil de coupe avant d'être réellement tranché.
Cette déformation peut entraîner des déchirures à la surface, produisant une finition inégale et rugueuse plutôt qu'une coupe nette et précise.
Formation inévitable de bavures
L'action de déchirure produit presque toujours des bavures, qui sont de petits bords surélevés de matériau indésirable. Celles-ci doivent être retirées lors d'un processus secondaire, ajoutant du temps et de la complexité.
Difficulté à maintenir des tolérances serrées
Parce que le PTFE est si souple, il peut facilement se déformer sous la pression et la chaleur de l'outil de coupe. Cela rend le maintien de dimensions précises et de tolérances serrées un défi important.
Le risque de vibration de l'outil (chatter)
Bien que la douceur du PTFE semble faciliter sa coupe, elle peut également entraîner des vibrations de l'outil. Cette vibration entre l'outil et la pièce produit un état de surface ondulé et incohérent.
L'utilisation d'une qualité supérieure de PTFE ou d'une variante chargée (par exemple, chargée de verre) peut ajouter de la rigidité et aider à atténuer ce problème.
Stratégies fondamentales pour un état de surface supérieur
Surmonter les défis posés par la douceur du PTFE nécessite une approche délibérée et précise axée sur l'outillage, les paramètres et l'environnement.
La primauté de la netteté de l'outil
Les outils ultra-tranchants sont non négociables. Un bord émoussé exacerbera la tendance du matériau à se déformer et à se déchirer. Des outils tranchants sont essentiels pour trancher proprement le matériau.
Matériau et géométrie optimaux de l'outil
Les outils doivent être fabriqués en acier rapide ou en carbure, avec des arêtes de coupe polies pour réduire davantage la friction. Les outils recouverts de diamant sont également très efficaces.
Un angle de dépouille faible (0°–15°) est essentiel. Cette géométrie aide l'outil à trancher proprement le matériau, l'empêchant de s'enfoncer et de provoquer une déformation.
Vitesse de coupe contrôlée
Des vitesses de coupe plus faibles sont généralement requises pour le PTFE. Une plage typique est de 300 à 500 pieds de surface par minute (SFM).
Des vitesses plus lentes minimisent la génération de chaleur et la distorsion du matériau, donnant à l'opérateur un plus grand contrôle sur les dimensions finales et la finition.
La valeur d'un environnement stable
La cohérence est la clé. Le maintien d'un environnement d'usinage stable, y compris la température et l'humidité, aide à réduire les variables de processus qui peuvent affecter le comportement du matériau.
Les opérateurs expérimentés capables d'effectuer des ajustements en temps réel sont inestimables pour atteindre la plus haute qualité et efficacité.
Techniques de raffinage post-usinage
Pour les applications nécessitant une surface exceptionnellement lisse, l'usinage seul peut ne pas suffire. Les étapes de post-traitement peuvent élever la finition à un niveau supérieur.
Polissage mécanique
L'utilisation de feutre ou d'autres tampons doux pour le polissage mécanique est un moyen efficace d'affiner la surface. Il faut veiller à éviter de générer un excès de chaleur pendant ce processus.
Polissage avec des composés abrasifs
Pour les finitions les plus fines, le polissage avec des composés abrasifs ultra-fins ou de la pâte diamantée peut obtenir une surface semblable à un miroir, éliminant toute imperfection microscopique laissée par l'usinage.
Pièges critiques à éviter
Tout en se concentrant sur la finition, il est crucial d'être conscient des risques associés à la fois pour la pièce et pour l'opérateur.
Le danger de la génération de chaleur
Le PTFE est très sensible à la chaleur. Une chaleur excessive due à des outils émoussés, des vitesses de coupe élevées ou un polissage agressif peut compromettre les propriétés et la stabilité dimensionnelle du matériau.
Le danger de la micro-poussière de PTFE
L'usinage du PTFE produit une fine micro-poussière. Cette poussière peut être dangereuse si elle est inhalée. Utilisez toujours un masque ou usinez le matériau sous liquide de coupe pour supprimer la poussière et assurer la sécurité de l'opérateur.
Faire le bon choix pour votre objectif
Votre stratégie doit s'aligner sur le résultat le plus critique pour votre composant.
- Si votre objectif principal est la précision dimensionnelle et les tolérances serrées : Privilégiez les outils ultra-tranchants en carbure ou recouverts de diamant et des vitesses de coupe plus basses pour éviter la déformation du matériau.
- Si votre objectif principal est une surface esthétique et ultra-lisse : Combinez un usinage initial précis avec des étapes de post-traitement telles que le polissage avec de la pâte diamantée ou un polissage mécanique minutieux.
- Si votre objectif principal est l'efficacité et la réduction des bavures : Utilisez des outils avec un angle de dépouille faible (0°-15°) et des arêtes de coupe polies pour assurer la coupe initiale la plus nette possible.
Maîtriser l'usinage du PTFE signifie respecter ses propriétés uniques et adapter votre processus pour trancher, et non déchirer, le matériau.
Tableau récapitulatif :
| Défi | Cause profonde | Stratégie d'atténuation clé |
|---|---|---|
| Finition de surface rugueuse | Le matériau se déchire et se déforme au lieu de cisailler | Outils ultra-tranchants avec angles de dépouille faibles (0°-15°) |
| Formation importante de bavures | Action de déchirure due à la pression de l'outil | Arêtes de coupe polies et vitesses contrôlées (300-500 SFM) |
| Difficulté à maintenir les tolérances | Le matériau se déforme sous la pression de l'outil et la chaleur | Outils en carbure tranchants, environnement stable et vitesses plus basses |
| Vibration de l'outil et finition ondulée | Vibration entre l'outil et la pièce souple | PTFE de qualité supérieure/chargé pour la rigidité, opérateur expérimenté |
Besoin d'une finition de surface PTFE impeccable ? Laissez l'expertise de KINTEK vous guider
Obtenir un état de surface de haute qualité sur les composants en PTFE souple nécessite un outillage précis, des paramètres contrôlés et une connaissance approfondie du matériau. KINTEK est spécialisée dans la fabrication de composants PTFE de précision — y compris des joints, des revêtements et des articles de laboratoire personnalisés — pour les industries des semi-conducteurs, médicales et de laboratoire.
Nous maîtrisons le processus de « trancher, ne pas déchirer » pour le PTFE, garantissant que vos pièces répondent aux exigences dimensionnelles et esthétiques les plus strictes. Des prototypes aux commandes à haut volume, notre fabrication sur mesure privilégie la précision et la qualité.
Contactez-nous dès aujourd'hui pour discuter de votre projet et découvrir la différence KINTEK. Obtenir un devis et un support technique
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Quelle est la fonction principale et l'application d'un panier à fleurs en PTFE ? Guide d'expert pour le traitement de haute pureté
- Comment un panier à fleurs en PTFE contribue-t-il au rinçage et au séchage efficaces des substrats ? Efficacité des processus Boost Lab
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.



















