Les principales précautions pour l'usinage du PTFE impliquent l'utilisation d'outils extrêmement tranchants, la gestion de l'accumulation de chaleur avec des vitesses et des liquides de refroidissement appropriés, et la réduction du risque d'inhalation de micro-poussières dangereuses. Le PTFE étant mou et présentant un taux élevé de dilatation thermique, vous devez également utiliser une pression de serrage précise pour éviter de déformer la pièce et garantir la précision dimensionnelle.
Bien que la mollesse du PTFE donne l'impression qu'il est facile à couper, l'usinage réussi ne consiste pas à couper le matériau, mais à contrôler l'instabilité inhérente du matériau. Le véritable défi réside dans la gestion de la dilatation thermique et de la déformation mécanique pour atteindre des tolérances serrées.

Comprendre les défis uniques de l'usinage du PTFE
Pour usiner efficacement le PTFE, vous devez d'abord respecter ses propriétés fondamentales. Ses caractéristiques sont fondamentalement différentes de celles des métaux ou même d'autres plastiques, et ces différences dictent chaque précaution nécessaire.
L'impact de la dilatation thermique élevée
Le PTFE possède un coefficient de dilatation thermique très élevé. Cela signifie qu'il se dilate et se contracte considérablement même avec de légères variations de température.
La friction de l'outil de coupe génère de la chaleur, ce qui peut provoquer la dilatation de la pièce pendant l'usinage. Cela entraîne des dimensions inexactes une fois que la pièce refroidit à température ambiante.
Le problème de la mollesse et du fluage sous contrainte
Le PTFE est un matériau très mou qui peut être facilement comprimé ou déformé. Une pression de serrage excessive dans un étau ou un montage déformera la forme de la pièce.
De plus, le matériau est sujet au fluage sous contrainte (stress creep), ce qui signifie qu'il se déformera lentement avec le temps lorsqu'il est maintenu sous pression constante. Cela fait du maintien de pièce sécurisé et non dommageable un défi critique.
Le danger des micro-poussières
L'usinage du PTFE, en particulier dans des conditions sèches, produit des particules de poussière fines et légères. Ces micro-poussières peuvent rester en suspension dans l'air et sont dangereuses si elles sont inhalées.
Par conséquent, les précautions de sécurité ne sont pas facultatives. Vous devez soit usiner sous liquide de refroidissement pour supprimer la poussière, soit utiliser une protection respiratoire appropriée comme un masque.
Principes d'usinage fondamentaux pour réussir
Avec une compréhension claire du comportement du matériau, vous pouvez mettre en œuvre une stratégie qui fonctionne avec les propriétés du PTFE plutôt que contre elles.
Sélection et géométrie des outils
Le facteur le plus important est la netteté de l'outil. Un outil émoussé va labourer le matériau au lieu de le cisailler, générant un excès de chaleur et une mauvaise finition de surface.
Utilisez des outils en acier rapide (HSS) ou à pointe de carbure qui sont affûtés pour obtenir un tranchant très net et poli. Un dégagement d'outil approprié est également essentiel pour éviter le frottement, qui génère de la friction et de la chaleur.
Vitesses et avances
Votre objectif est d'obtenir une coupe nette sans surchauffer la pièce. Cela nécessite d'équilibrer la vitesse de coupe et l'avance.
Les lignes directrices générales suggèrent des vitesses de coupe de 200 à 500 pieds de surface par minute et des avances élevées de 0,002 à 0,010 pouce par révolution. Une avance élevée aide à produire un copeau continu et retire rapidement le matériau avant qu'une chaleur significative ne puisse s'accumuler.
Montage de la pièce
Fixez la pièce sans la déformer. Évitez de trop serrer les étaux ou les pinces.
Pour les géométries délicates ou complexes, les montages sous vide sont une excellente solution car ils offrent un support stable avec une pression de serrage minimale.
Gestion de la chaleur et des copeaux
L'élimination efficace des copeaux (refoulements) est essentielle pour éviter qu'ils ne frottent contre la pièce et ne génèrent de la chaleur.
Pour les opérations à forte intensité thermique, l'application d'un liquide de refroidissement est fortement recommandée. Le liquide de refroidissement sert trois objectifs : il lubrifie la coupe, réduit la dilatation thermique et supprime les poussières dangereuses.
Naviguer dans les compromis inhérents
L'usinage du PTFE implique de trouver un équilibre entre des facteurs concurrents. Comprendre ces compromis est essentiel pour le dépannage et l'obtention de résultats constants.
Précision contre Vitesse
Pousser pour des temps de cycle plus rapides en augmentant la vitesse de coupe peut introduire une chaleur excessive, ruinant les tolérances dimensionnelles. Atteindre une tolérance de ±0,002 pouce nécessite un processus délibéré et contrôlé où la gestion de la chaleur est prioritaire sur la vitesse brute.
Sécurité du montage contre Déformation de la pièce
Vous devez maintenir la pièce fermement pour éviter les vibrations et le cliquetis, qui détruisent la finition de surface. Cependant, la force de serrage requise pour la sécurité peut facilement comprimer et déformer le PTFE mou, entraînant des inexactitudes. Cet équilibre nécessite une conception de montage soignée et des compétences de l'opérateur.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit s'adapter aux exigences spécifiques de la pièce finale.
- Si votre objectif principal est d'atteindre les tolérances les plus serrées possibles : Priorisez la stabilité thermique avant tout. Utilisez des outils tranchants et polis, des vitesses modérées et un apport constant de liquide de refroidissement.
- Si votre objectif principal est une finition de surface de haute qualité : Assurez-vous que votre outil possède un tranchant très aiguisé et évitez toute vibration en utilisant des montages sécurisés et bien conçus.
- Si votre objectif principal est la sécurité de l'opérateur : N'usinez jamais le PTFE à sec sans ventilation et protection respiratoire appropriées. L'utilisation d'un liquide de refroidissement est le moyen le plus efficace de contrôler les poussières dangereuses.
En fin de compte, maîtriser l'usinage du PTFE vient du fait de le traiter comme un matériau unique qui exige une approche spécifique et réfléchie.
Tableau récapitulatif :
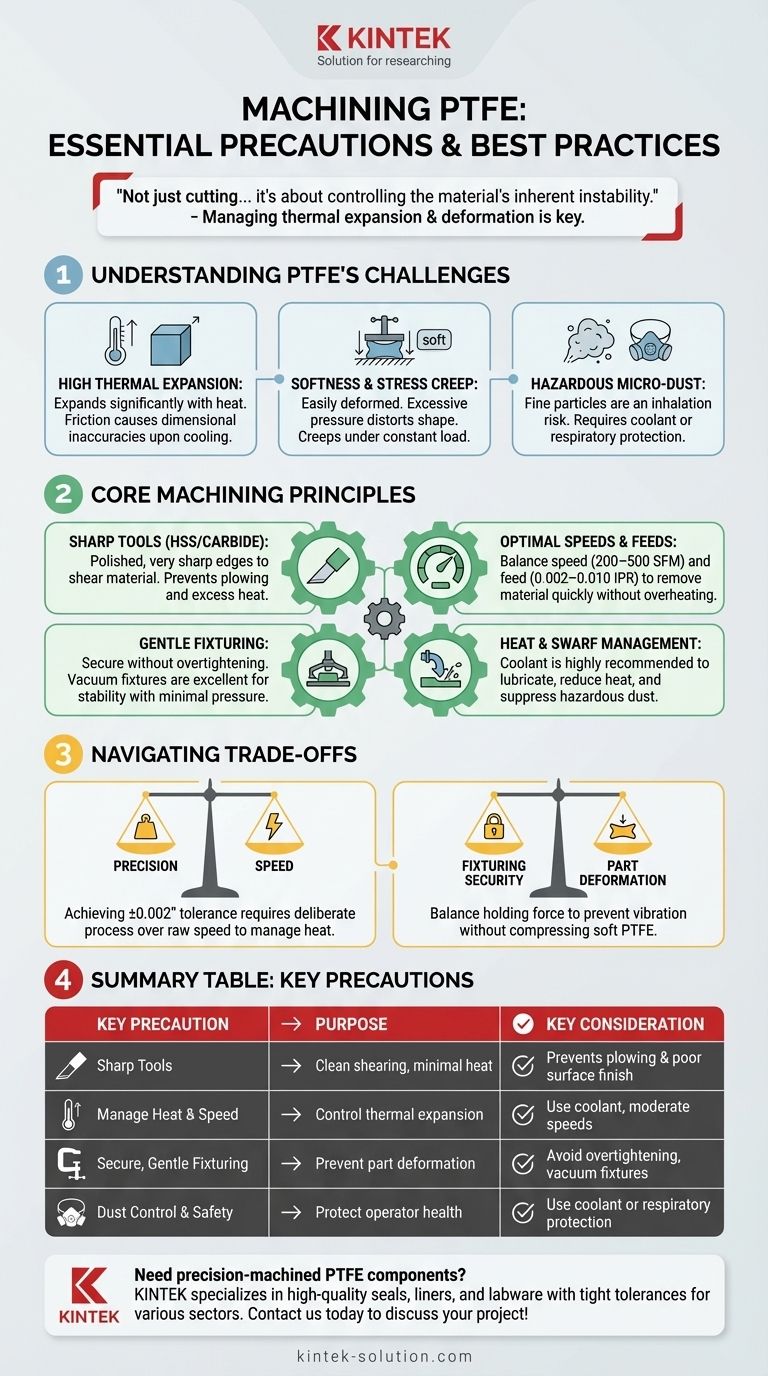
| Précaution clé | Objectif | Considération clé |
|---|---|---|
| Outils tranchants (HSS/Carbure) | Cisaillement net, chaleur minimale | Prévient le labourage et la mauvaise finition de surface |
| Gérer la chaleur et la vitesse | Contrôler la dilatation thermique | Utiliser du liquide de refroidissement, vitesses modérées (200-500 SFM) |
| Montage sécurisé et doux | Prévenir la déformation de la pièce | Éviter le serrage excessif ; envisager des montages sous vide |
| Contrôle de la poussière et sécurité | Protéger la santé de l'opérateur | Utiliser un liquide de refroidissement ou une protection respiratoire |
Besoin de composants en PTFE usinés avec précision ?
Chez KINTEK, nous sommes spécialisés dans l'usinage du PTFE pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie. Nous comprenons l'équilibre critique entre la netteté de l'outil, la gestion de la chaleur et la manipulation sécurisée requis pour produire des joints, des revêtements et de la verrerie de haute qualité avec des tolérances serrées.
Que vous ayez besoin de prototypes personnalisés ou de commandes à haut volume, notre expertise garantit que vos pièces sont fabriquées correctement dès le départ.
Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet PTFE !
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Manchon isolant thermique anti-brûlure en PTFE, pieds de support pour plaque chauffante, protection de paillasse de laboratoire, barrière thermique personnalisable
- Pelle en PTFE pour matériaux pharmaceutiques et chimiques, haute résistance à la corrosion, manche 1m
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Pourquoi le PTFE usiné est-il populaire dans le domaine médical ? Biocompatibilité et précision inégalées
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes



















