En bref, l'usinage CNC du Téflon est un processus de fabrication soustractif où des outils contrôlés par ordinateur enlèvent précisément de la matière pour créer une pièce finale. Bien que la douceur du Téflon le rende facile à couper, ses propriétés uniques — telles que sa faible conductivité thermique, sa forte dilatation thermique et sa tendance à se déformer sous pression — font de l'obtention de la précision un défi technique important. Ce processus est courant dans les secteurs aérospatial, médical et automobile où l'inertie chimique et le faible frottement du Téflon sont essentiels.
Le défi fondamental de l'usinage du Téflon ne réside pas dans la coupe, mais dans le contrôle. Sa douceur inhérente et son instabilité thermique signifient que les pratiques d'usinage standard pour les métaux ou même d'autres plastiques échoueront. Le succès nécessite des outils spécialisés, une gestion minutieuse de la chaleur et une compréhension approfondie de la déformation du matériau.
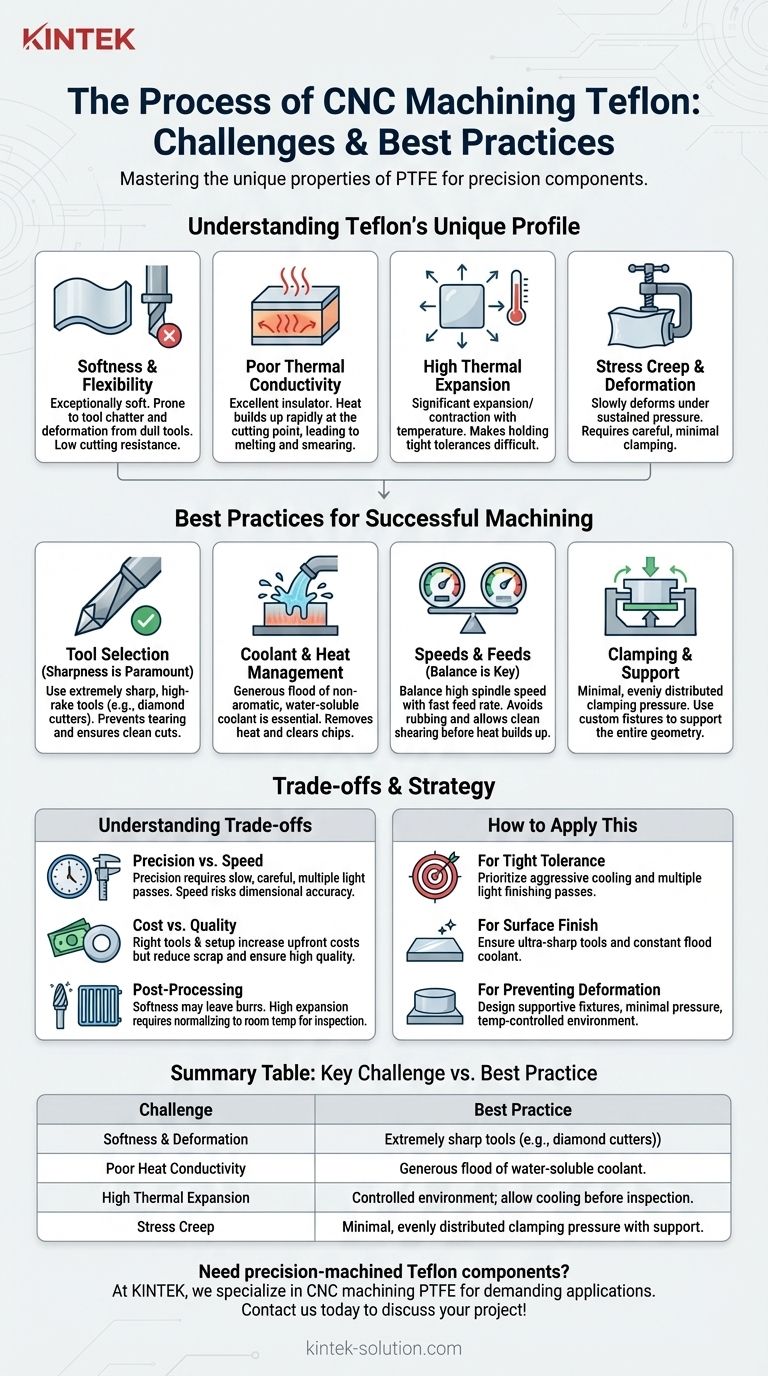
Comprendre le profil d'usinage unique du Téflon
Pour usiner efficacement le Téflon, vous devez d'abord comprendre ses propriétés matérielles distinctes. Ces caractéristiques dictent chaque choix, des outils que vous utilisez à la vitesse de la machine.
Douceur et Flexibilité
Le Téflon (PTFE) est un matériau exceptionnellement tendre avec une faible résistance par rapport à d'autres polymères comme le Nylon. Cette douceur signifie qu'il offre peu de résistance à l'outil de coupe.
Cependant, cette flexibilité le rend également sujet au voilement de l'outil (tool chatter) et à la déformation. Le matériau peut facilement être repoussé par un outil émoussé au lieu d'être cisaillé proprement, ce qui entraîne une mauvaise finition de surface et une imprécision dimensionnelle.
Faible Conductivité Thermique
Contrairement aux métaux, le Téflon est un excellent isolant thermique. Il ne dissipe pas bien la chaleur, ce qui entraîne une accumulation rapide de chaleur au point de contact entre l'outil et la pièce à usiner.
Cette chaleur localisée est une cause principale des échecs d'usinage, car elle peut entraîner la fusion, le maculage du matériau et des changements importants dans les dimensions de la pièce.
Coefficient Élevé de Dilatation Thermique
Le Téflon se dilate et se contracte considérablement avec les changements de température. Cette propriété, combinée à sa faible conductivité thermique, crée un défi majeur pour maintenir des tolérances serrées.
Étant donné que le processus de coupe génère de la chaleur, la pièce se dilatera. Si les mesures sont prises pendant que la pièce est encore chaude, elle sera hors tolérance une fois refroidie et contractée à sa taille finale.
Fluage sous Contrainte et Déformation
Le Téflon présente un taux élevé de fluage sous contrainte (stress creep), ce qui signifie qu'il a tendance à se déformer lentement ou à « couler » lorsqu'il est soumis à une pression soutenue.
Ceci est particulièrement critique lors du serrage ou du bridage. Une pression de serrage excessive peut déformer de façon permanente le matériau avant même qu'une seule coupe ne soit effectuée, rendant impossible l'obtention de la géométrie finale souhaitée.
Meilleures Pratiques pour un Usinage Réussi
Adapter votre processus au profil unique du Téflon est non négociable. Le succès dépend d'une combinaison spécifique d'outillage, de liquide de refroidissement et de paramètres de machine.
Sélection des Outils : La Netteté est Primordiale
Le facteur le plus important est la netteté de l'outil. Utilisez des outils extrêmement tranchants avec un angle de dépouille élevé et un profil étroit.
Des outils émoussés ou mal profilés laboureront le matériau au lieu de le couper, provoquant son déchirement, son maculage et sa déformation sous pression. Les fraises diamantées spécialisées offrent souvent les meilleures performances et la meilleure durée de vie de l'outil.
Liquide de Refroidissement et Gestion de la Chaleur
Une gestion agressive de la chaleur est essentielle. L'objectif est d'éliminer la chaleur aussi rapidement qu'elle est générée pour éviter la dilatation thermique et la fusion.
Un apport généreux de liquide de refroidissement hydrosoluble non aromatique est l'approche recommandée. Cela refroidit non seulement la pièce, mais aide également à évacuer les copeaux, assurant une coupe nette et une finition de surface supérieure.
Vitesse de Coupe et Avance
Vous devez soigneusement équilibrer les vitesses de coupe et les taux d'avance. Des vitesses de coupe élevées peuvent générer une chaleur excessive, tandis qu'une avance trop lente peut faire frotter l'outil contre le matériau, générant également de la chaleur.
En général, une vitesse de broche plus élevée combinée à une avance plus rapide produit les meilleurs résultats, car elle permet à l'outil de cisailler proprement le matériau et de sortir de la coupe avant qu'une accumulation de chaleur significative ne puisse se produire.
Serrage et Support de la Pièce
Utilisez une pression de serrage minimale et uniformément répartie pour maintenir la pièce. Un serrage excessif du montage est une erreur courante qui induit des contraintes et entraîne une déformation.
Pour les pièces délicates ou à parois minces, envisagez d'utiliser des montages personnalisés qui soutiennent l'ensemble de la géométrie de la pièce pour l'empêcher de fléchir ou de se déformer pendant l'opération d'usinage.
Comprendre les Compromis
L'usinage du Téflon implique de trouver un équilibre entre des priorités concurrentes. Comprendre ces compromis est essentiel pour planifier une série de fabrication réussie.
Précision vs. Vitesse
Obtenir des tolérances serrées dans le Téflon est un processus lent qui nécessite une gestion minutieuse de la chaleur, des outils tranchants et potentiellement plusieurs passes légères de finition. Se précipiter dans le processus en augmentant les profondeurs de coupe ou les vitesses sacrifiera presque certainement la précision dimensionnelle en raison de l'accumulation de chaleur et de la pression de l'outil.
Coût vs. Qualité
L'utilisation des bons outils, comme les fraises revêtues de diamant, et l'investissement de temps dans une configuration appropriée et une gestion du liquide de refroidissement augmentent les coûts initiaux. Cependant, tenter de prendre des raccourcis avec des outils standard ou de précipiter la configuration entraîne souvent un taux de rebut élevé, coûtant finalement plus cher en matière et en temps gaspillés.
La Nécessité d'un Post-Traitement
Même avec un processus d'usinage parfait, certaines caractéristiques peuvent nécessiter un post-traitement. La douceur du matériau peut entraîner de petites bavures, et la dilatation thermique élevée signifie que les pièces peuvent avoir besoin de reposer et de se normaliser à température ambiante avant qu'une inspection de qualité finale puisse être effectuée avec précision.
Comment Appliquer Ceci à Votre Projet
Votre stratégie d'usinage doit être dictée par l'exigence la plus critique de la pièce finale.
- Si votre objectif principal est une tolérance serrée : Privilégiez un refroidissement agressif et effectuez plusieurs passes de finition légères pour minimiser la chaleur et la pression de l'outil.
- Si votre objectif principal est la finition de surface : Assurez-vous d'utiliser des outils dédiés extrêmement tranchants et un flux constant de liquide de refroidissement de haute qualité.
- Si votre objectif principal est d'éviter la déformation : Concevez des montages qui offrent un support large avec une pression de serrage minimale et usinez la pièce dans un environnement à température contrôlée.
En fin de compte, maîtriser l'usinage du Téflon signifie le considérer non pas comme un matériau difficile, mais comme un matériau unique qui exige sa propre approche spécialisée.
Tableau Récapitulatif :
| Défi Clé | Meilleure Pratique | Pourquoi C'est Important |
|---|---|---|
| Douceur et Déformation | Utiliser des outils extrêmement tranchants (ex. fraises diamantées) | Prévient le déchirement, le maculage et assure une coupe nette |
| Faible Conductivité Thermique | Appliquer un apport généreux de liquide de refroidissement hydrosoluble | Gère l'accumulation de chaleur pour éviter la fusion et l'imprécision dimensionnelle |
| Forte Dilatation Thermique | Usiner dans un environnement contrôlé ; laisser les pièces refroidir avant l'inspection finale | Assure que les pièces respectent les tolérances serrées après refroidissement à température ambiante |
| Fluage sous Contrainte | Utiliser une pression de serrage minimale et uniformément répartie avec des montages de soutien | Prévient la déformation permanente de la pièce pendant l'usinage |
Besoin de composants en Téflon usinés avec précision ?
Chez KINTEK, nous sommes spécialisés dans l'usinage CNC du PTFE (Téflon) pour les applications exigeantes dans les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise dans la gestion des propriétés uniques du Téflon — telles que sa douceur et son instabilité thermique — garantit que vos pièces sont fabriquées selon les normes de précision et de qualité les plus élevées.
Nous proposons la fabrication sur mesure, du prototype aux commandes à haut volume, en utilisant des outils spécialisés et des contrôles de processus précis pour surmonter les défis de l'usinage du Téflon.
Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Béchers et ballons en PTFE de grande taille pour applications de laboratoire résistantes à la corrosion à haute température avec fabrication CNC sur mesure
- Système de réaction continu en Téflon haute température et ballon à trois cols résistant au HF pour le traitement pétrochimique
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C
- Quels types de verrerie en PTFE sont couramment disponibles ? Trouvez les bons outils pour votre laboratoire
- Quels sont les principaux avantages du PTFE comme matériau pour les flacons de laboratoire ? Résistance chimique et thermique supérieure
- Quelles sont les propriétés de résistance chimique de la verrerie en PTFE ? Le guide ultime de la verrerie inerte
- Pourquoi le PTFE est-il utilisé dans les applications de laboratoire ? Assurer la pureté chimique et la fiabilité



















