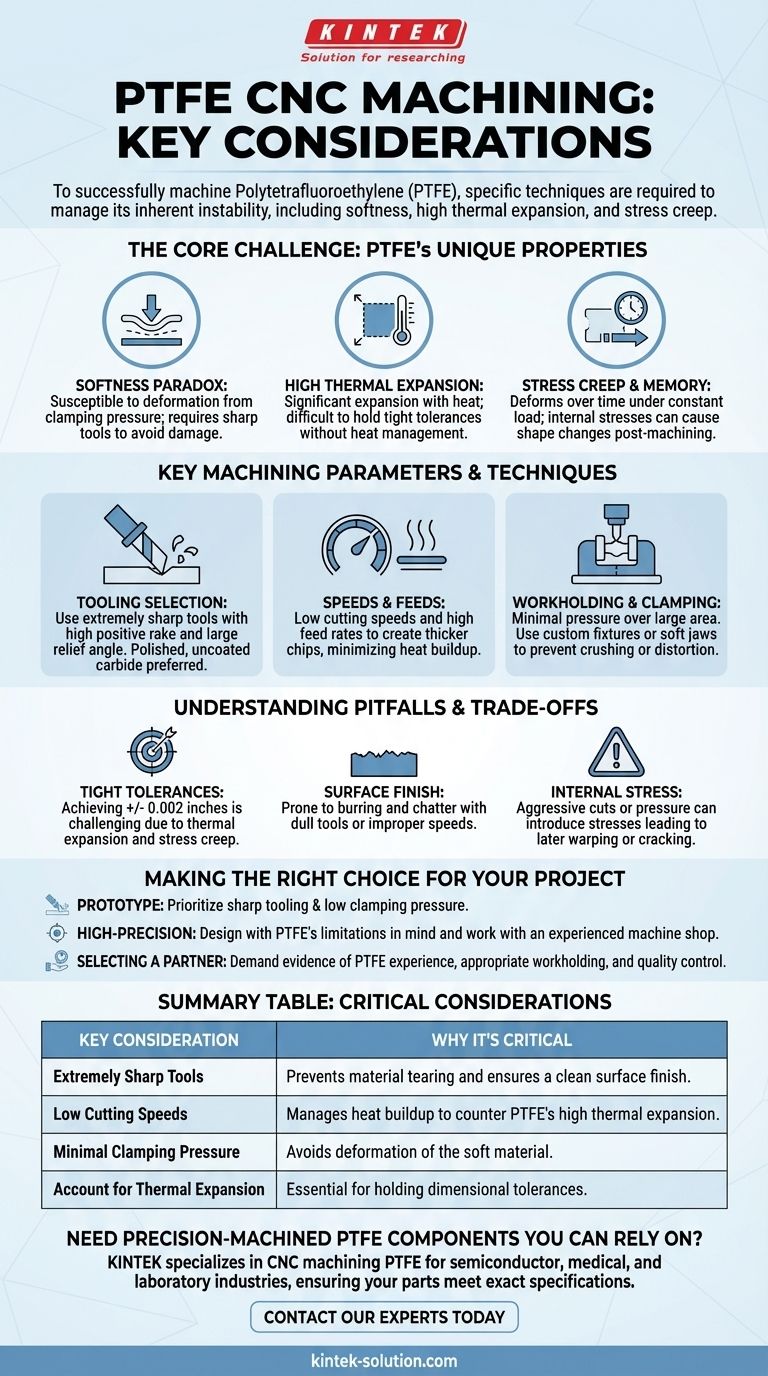
Pour usiner avec succès le polytétrafluoroéthylène (PTFE), vous devez utiliser des outils extrêmement tranchants, gérer des vitesses de coupe faibles pour éviter l'accumulation de chaleur, appliquer une pression de serrage minimale pour prévenir la déformation, et tenir compte méticuleusement du taux élevé de dilatation thermique du matériau. Ces considérations ne sont pas de simples pratiques exemplaires ; ce sont des exigences fondamentales pour atteindre un quelconque degré de précision dimensionnelle avec ce matériau unique.
Le défi central dans l'usinage CNC du PTFE n'est pas sa douceur, qui le rend facile à couper, mais son instabilité inhérente. Le succès dépend entièrement de techniques qui tiennent compte de sa tendance à se déformer sous la pression, à se dilater avec la chaleur et à fluage dans le temps, plutôt que d'essayer de le forcer dans un processus d'usinage rigide.

Le Défi Principal : Les Propriétés Uniques du PTFE
Comprendre pourquoi le PTFE nécessite une manipulation aussi spécifique est la première étape pour le maîtriser. Les principaux avantages du matériau — faible friction, inertie chimique — sont directement liés aux propriétés qui le rendent difficile à usiner avec précision.
Le Paradoxe de la Douceur
Le PTFE a une faible dureté Rockwell, ce qui le rend exceptionnellement facile à couper. Cependant, cette même douceur signifie qu'il est très sensible à la déformation due à la pression de serrage et peut être facilement endommagé par des outils de coupe émoussés ou ébréchés, entraînant une mauvaise finition de surface.
Forte Dilatation Thermique
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi les polymères. Même une légère augmentation de température due au processus de coupe peut provoquer une dilatation significative du matériau, rendant presque impossible le maintien de tolérances serrées sans une gestion thermique minutieuse.
Fluage sous Contrainte et Mémoire
Ce matériau est sujet au fluage sous contrainte, ce qui signifie qu'il se déformera lentement avec le temps lorsqu'il est soumis à une charge constante (comme celle d'un serre-joint ou d'un ajustement serré). Il possède également une « mémoire », où les contraintes internes induites pendant l'usinage peuvent provoquer un changement de forme de la pièce des heures, voire des jours plus tard.
Paramètres et Techniques d'Usinage Clés
Pour contrecarrer ces propriétés matérielles, un ensemble spécifique de paramètres opérationnels est requis. Ceux-ci ne sont pas négociables pour obtenir un résultat de qualité.
Sélection des Outils
Le facteur le plus important est la tranchant de l'outil de coupe. Les outils doivent avoir un angle de dépouille positif élevé et un grand angle de dégagement. Les outils en carbure polis et non revêtus sont souvent préférés car ils génèrent moins de friction et de chaleur.
Vitesses et Avances
Pour gérer la dilatation thermique, des vitesses de coupe faibles et des avances rapides sont généralement recommandées. Cette approche crée un copeau plus épais qui évacue la chaleur de la pièce, minimisant l'accumulation de température dans la pièce elle-même.
Maintien en Place et Serrage
Les étaux de machine standard écraseront ou déformeront facilement le PTFE. Utilisez une pression de serrage minimale répartie sur une grande surface. Des dispositifs de serrage personnalisés ou des mors souples sont souvent nécessaires pour maintenir la pièce en place sans introduire de contrainte ou de gauchissement.
Comprendre les Pièges et les Compromis
L'usinage du PTFE implique d'accepter certaines limitations. Dépasser les capacités du matériau est une source courante d'échec.
La Difficulté des Tolérances Serrées
Atteindre des tolérances inférieures à +/- 0,002 pouce est extrêmement difficile et nécessite un usineur expert. La combinaison de la dilatation thermique et du fluage sous contrainte signifie que la dimension finale de la pièce peut différer de sa dimension immédiatement après la coupe.
Défis de Finition de Surface
Bien que facile à couper, le PTFE est sujet aux bavures et au chatter (vibrations). Une mauvaise finition est souvent le signe d'un outil émoussé, d'une chaleur excessive ou de vitesses et avances inappropriées. Des techniques de post-traitement comme le grenaillage ou le micro-polissage peuvent être nécessaires pour les surfaces critiques.
Risque de Contrainte Interne
Des coupes agressives, une pression de serrage excessive ou des outils émoussés peuvent introduire des contraintes internes dans la pièce. Cette contrainte peut provoquer le gauchissement ou la fissuration du composant longtemps après la fin de l'usinage, entraînant une défaillance prématurée.
Faire le Bon Choix pour Votre Projet
Votre approche doit être dictée par les exigences spécifiques de votre composant.
- Si votre objectif principal est un prototype ou une pièce non critique : Privilégiez les fondamentaux des outils tranchants et de la faible pression de serrage, car cela évitera les défaillances les plus courantes.
- Si votre objectif principal est un composant de haute précision : Vous devez concevoir la pièce en tenant compte des limitations du PTFE et travailler avec un atelier d'usinage ayant une expérience vérifiable avec ce matériau spécifique.
- Si votre objectif principal est de choisir un partenaire d'usinage : Exigez des preuves de leur expérience avec le PTFE, confirmez qu'ils utilisent un maintien en place approprié et renseignez-vous sur leur processus de contrôle qualité pour gérer la dilatation thermique.
En fin de compte, l'usinage réussi du PTFE est une question de respect de la nature inhérente du matériau plutôt que de lutte contre elle.
Tableau Récapitulatif :
| Considération Clé | Pourquoi C'est Critique |
|---|---|
| Outils Extrêmement Tranchants | Prévient le déchirement du matériau et assure une finition de surface nette. |
| Vitesses de Coupe Faibles | Gère l'accumulation de chaleur pour contrer la forte dilatation thermique du PTFE. |
| Pression de Serrage Minimale | Évite la déformation du matériau tendre. |
| Prise en Compte de la Dilatation Thermique | Essentiel pour maintenir les tolérances dimensionnelles. |
Vous avez besoin de composants en PTFE usinés avec précision sur lesquels vous pouvez compter ?
Chez KINTEK, nous sommes spécialisés dans l'usinage CNC du PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Notre expertise dans la gestion des propriétés des matériaux telles que la dilatation thermique et le fluage sous contrainte garantit que vos joints, revêtements et articles de laboratoire personnalisés répondent à des spécifications exactes, du prototype à la production en grand volume.
Contactez nos experts dès aujourd'hui pour discuter de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
Les gens demandent aussi
- Quelle est la plage de compatibilité chimique des appareils de laboratoire en PTFE ? Découvrez sa résistance chimique quasi universelle.
- Quels types de produits finis sont fabriqués à partir de PTFE ? Joints, paliers, verrerie de laboratoire et plus encore
- Quelles sont les principales méthodes de fabrication des appareils de laboratoire en PTFE ? Perspectives d'experts sur l'ingénierie des fluoropolymères
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Comment le PTFE minimise-t-il la contamination des échantillons ? Assurez une pureté inégalée pour les analyses critiques



















