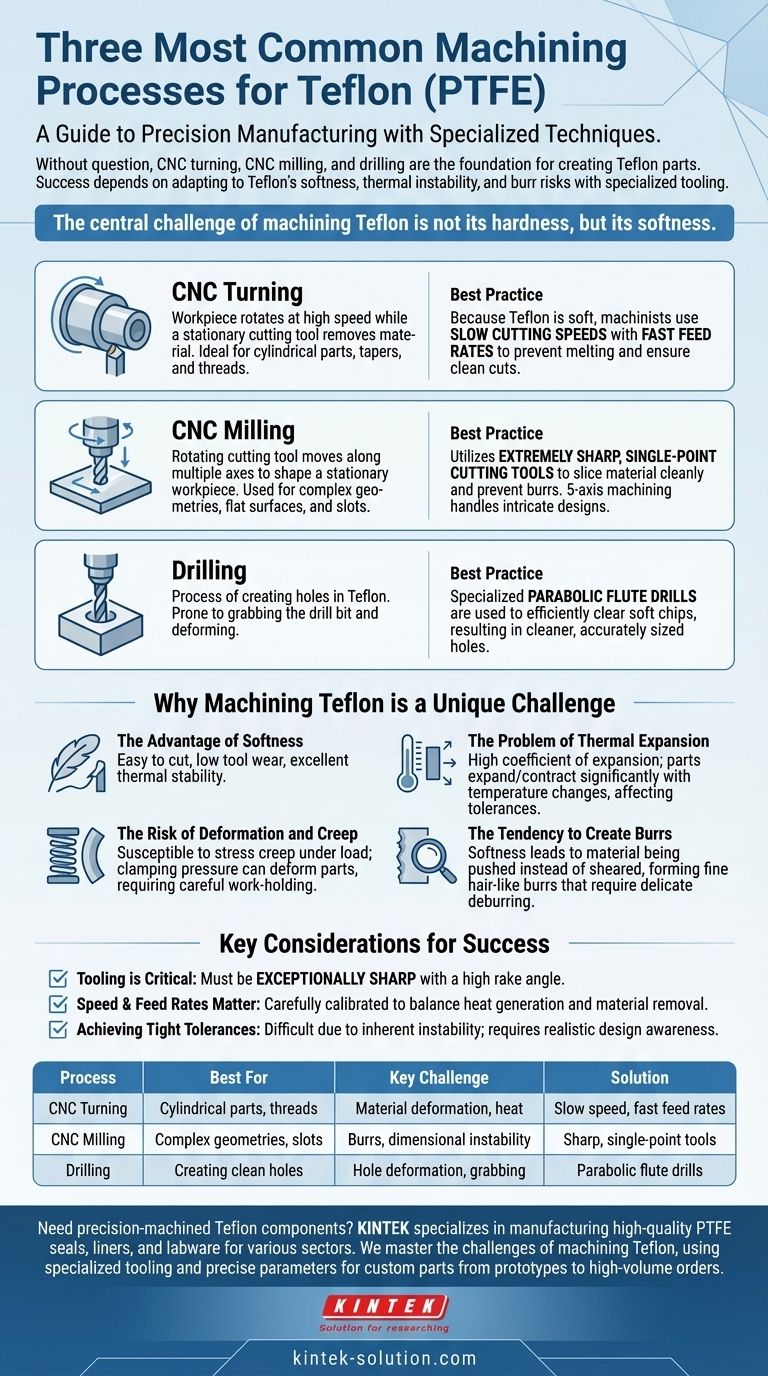
Sans aucun doute, les trois procédés d'usinage les plus courants pour le Téflon (PTFE) sont le tournage CNC, le fraisage CNC et le perçage. Ces méthodes constituent la base de la création de tout, des rondelles simples aux composants personnalisés complexes, mais le succès dépend entièrement de l'adaptation des techniques aux propriétés uniques du Téflon.
Le défi central de l'usinage du Téflon n'est pas sa dureté, mais sa mollesse. Bien qu'il soit facile à couper, son instabilité thermique, sa tendance à se déformer sous la pression et le risque de bavures signifient que la précision nécessite des outils spécialisés et un contrôle minutieux des paramètres d'usinage.

Un regard approfondi sur les procédés de base
Chacune des méthodes d'usinage principales est adaptée pour tirer parti des mouvements spécifiques de l'outil et de la pièce afin d'obtenir la forme souhaitée.
Tournage CNC
En tournage CNC, la pièce en Téflon tourne à grande vitesse tandis qu'un outil de coupe stationnaire enlève de la matière. Ce procédé est idéal pour créer des pièces cylindriques, des cônes et des composants filetés.
Parce que le Téflon est mou, les machinistes utilisent souvent des vitesses de coupe lentes combinées à des vitesses d'avance rapides pour produire une coupe nette sans faire fondre ni déformer le matériau.
Fraisage CNC
Le fraisage CNC fonctionne sur le principe inverse : l'outil de coupe tourne tandis que la pièce est maintenue stationnaire. L'outil se déplace sur plusieurs axes pour enlever de la matière et façonner la pièce.
Cette méthode est utilisée pour créer des géométries plus complexes, y compris des surfaces planes, des fentes et des contours personnalisés. L'utilisation d'outils de coupe à pointe unique extrêmement tranchants est essentielle pour trancher proprement le matériau plutôt que de le pousser, ce qui empêche la formation de bavures. Pour les conceptions très complexes, l'usinage CNC 5 axes est souvent utilisé.
Perçage
Le perçage est le procédé de création de trous dans une pièce en Téflon. Bien que cela semble simple, la mollesse du Téflon le rend sujet à agripper la mèche et à déformer le trou.
Pour contrer cela, des forets à goujures paraboliques spécialisés sont souvent utilisés. Leur conception est plus efficace pour évacuer les copeaux de Téflon mous, ce qui donne un trou plus propre et de taille plus précise.
Pourquoi l'usinage du Téflon est un défi unique
Les propriétés physiques du Téflon présentent un ensemble distinct d'avantages et d'inconvénients que chaque machiniste doit prendre en compte.
L'avantage de la mollesse
La faible dureté du Téflon le rend exceptionnellement facile à couper, réduisant l'usure des outils et le temps d'usinage par rapport aux métaux ou aux plastiques plus durs.
Son excellente stabilité thermique signifie également qu'il ne devient pas collant et n'encrasse pas les outils lorsqu'il est chauffé par friction, ce qui simplifie le processus de coupe.
Le problème de la dilatation thermique
Le Téflon a un coefficient de dilatation thermique très élevé. Cela signifie qu'il se dilate et se contracte considérablement, même avec de légers changements de température causés par le processus d'usinage.
Cette instabilité rend le maintien de tolérances serrées un défi majeur, car une pièce peut mesurer correctement lorsqu'elle est chaude, mais hors spécifications une fois refroidie à température ambiante.
Le risque de déformation et de fluage
Le matériau est sujet au fluage sous contrainte, ce qui signifie qu'il peut se déformer lentement avec le temps lorsqu'une charge est appliquée. Pendant l'usinage, la pression du serrage ou de la coupe peut facilement déformer la pièce.
Ce manque de rigidité et cette mauvaise stabilité dimensionnelle nécessitent des stratégies de maintien de pièce prudentes et une pression d'outil minimale pour éviter de déformer le composant final.
La tendance à créer des bavures
Parce que le Téflon est si mou, les outils peuvent parfois repousser le matériau au lieu de le cisailler proprement. Cela crée des bavures fines, semblables à des cheveux, le long des bords coupés.
L'ébavurage de ces pièces ajoute une étape supplémentaire au processus et nécessite une touche délicate pour éviter d'endommager la surface du composant.
Comprendre les compromis et les considérations clés
L'usinage réussi du Téflon implique d'équilibrer ses avantages avec ses limites. Ignorer ces facteurs conduit souvent à des pièces mises au rebut et à des retards de projet.
L'outillage est essentiel
Le facteur le plus important est l'utilisation du bon outil. Les outils doivent être exceptionnellement tranchants avec un angle de dépouille élevé pour trancher, et non pousser, le matériau. Les outils émoussés sont la principale cause des bavures et de l'inexactitude dimensionnelle.
La vitesse et les vitesses d'avance comptent
Les paramètres d'usinage doivent être soigneusement calibrés. Pousser l'outil trop vite ou générer trop de friction peut introduire de la chaleur, entraînant une dilatation thermique et des coupes imprécises. Le bon équilibre assure une coupe nette et stable.
Atteindre des tolérances serrées est difficile
Les ingénieurs doivent concevoir des pièces en étant conscients des limites du Téflon. Tenter de maintenir des tolérances qui sont routinières pour l'aluminium ou l'acier est souvent peu pratique et coûteux avec le Téflon en raison de son instabilité inhérente.
Faire le bon choix pour votre objectif
Choisissez votre approche en fonction des exigences spécifiques de votre composant.
- Si votre objectif principal est une géométrie complexe de haute précision : Fiez-vous au fraisage CNC multi-axes avec des outils extrêmement tranchants et un plan pour gérer la dilatation thermique.
- Si votre objectif principal est des pièces cylindriques ou symétriques simples : Le tournage CNC est la méthode la plus directe et la plus efficace, à condition que les vitesses d'avance et de coupe soient optimisées.
- Si votre objectif principal est de créer des trous nets et précis : Utilisez des forets à goujures paraboliques spécialisés et une pression minimale pour éviter la déformation du matériau et assurer la précision.
En fin de compte, maîtriser l'usinage du Téflon revient à respecter les propriétés du matériau plutôt qu'à lutter contre elles.
Tableau récapitulatif :
| Procédé | Idéal pour | Défi principal | Solution |
|---|---|---|---|
| Tournage CNC | Pièces cylindriques, filetages | Déformation du matériau, chaleur | Vitesse lente, vitesses d'avance rapides |
| Fraisage CNC | Géométries complexes, fentes | Bavures, instabilité dimensionnelle | Outils à pointe unique tranchants |
| Perçage | Création de trous propres | Déformation du trou, accrochage | Forets à goujures paraboliques |
Besoin de composants en Téflon usinés avec précision ? KINTEK se spécialise dans la fabrication de joints, de revêtements et de matériel de laboratoire PTFE de haute qualité pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous maîtrisons les défis uniques de l'usinage du Téflon, en utilisant des outils spécialisés et des paramètres précis pour livrer des pièces sur mesure, du prototype aux commandes à grand volume. Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et bénéficier de notre expertise en production de précision !
Guide Visuel
Produits associés
- Béchers et ballons en PTFE de grande taille pour applications de laboratoire résistantes à la corrosion à haute température avec fabrication CNC sur mesure
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Boules personnalisées en PTFE Téflon pour applications industrielles avancées
- Creusets en PTFE personnalisables pour les applications industrielles et de laboratoire
- Cuiller rainée en PTFE résistante aux hautes températures, taille et nombre de trous personnalisables pour laboratoires biochimiques - Écumeoire Téflon haute pureté sans lessivage
Les gens demandent aussi
- Quels avantages les propriétés de surface du PTFE offrent-elles aux outils de laboratoire ? Optimiser la récupération des échantillons et la longévité des outils
- Comment le PTFE interagit-il avec l'eau et d'autres liquides ? Propriétés hydrophobes et chimiquement inertes inégalées
- Quelles sont les propriétés clés du PTFE qui le rendent adapté aux applications en verrerie de laboratoire ? Assurez l'intégrité du laboratoire avec un matériau supérieur
- Comment le PTFE est-il utilisé en laboratoire ? Essentiel pour la résistance chimique et la pureté des échantillons
- Quels sont les principaux avantages du PTFE comme matériau pour les flacons de laboratoire ? Résistance chimique et thermique supérieure












