Pour installer correctement un joint en PTFE, le processus doit être considéré comme l'assemblage complet d'un système, et non comme le simple placement d'une pièce. Cela nécessite une préparation méticuleuse des surfaces de bride, une inspection minutieuse du joint, un alignement précis et une procédure de serrage des boulons hautement contrôlée et multi-étapes pour créer un joint durable et étanche.
La fiabilité d'un joint scellé dépend moins du joint lui-même que de la qualité de l'installation. Un joint réussi est le résultat de surfaces propres et alignées et d'une force de serrage correcte et appliquée uniformément ; tout le reste invite à l'échec.

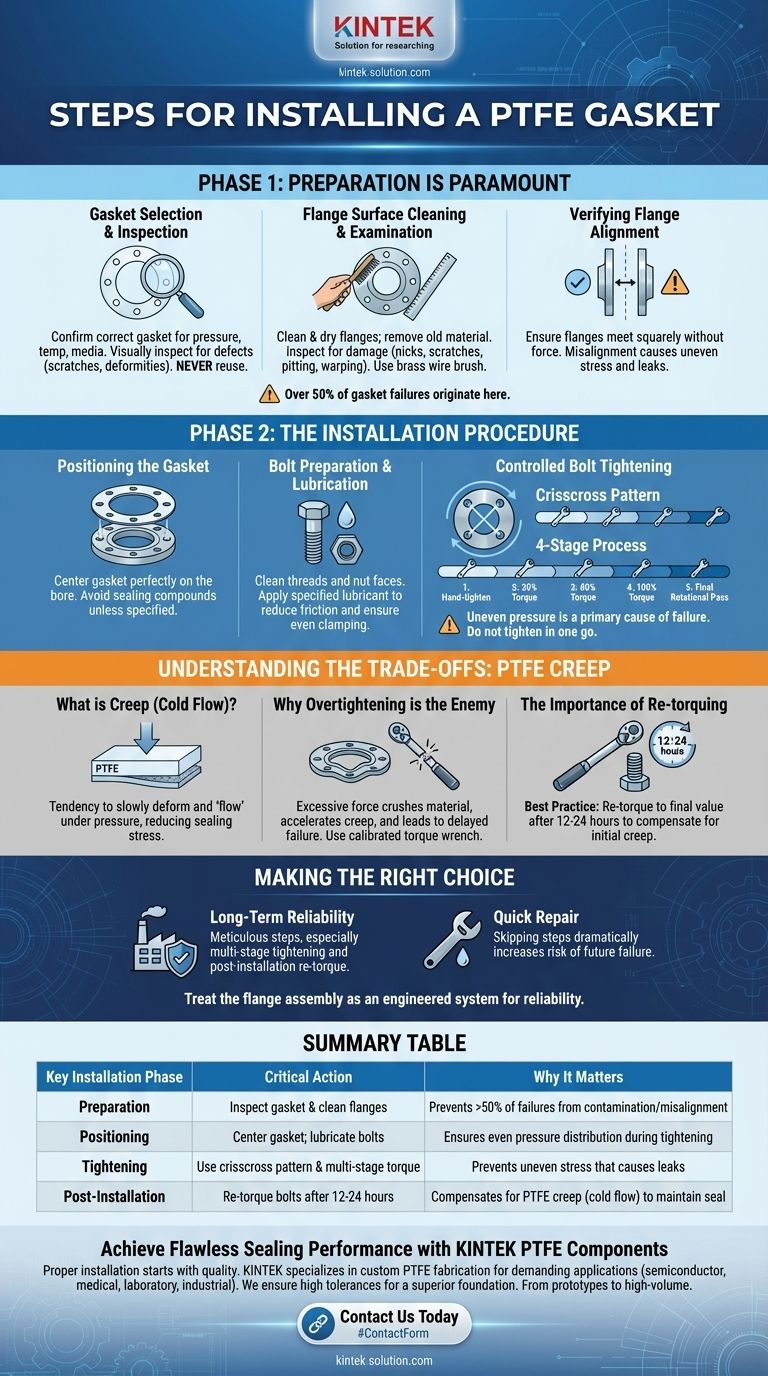
Phase 1 : La préparation est primordiale
Avant même de manipuler le joint, la base d'un scellement réussi doit être établie. Plus de 50 % des défaillances de joints sont attribuables à une préparation inadéquate des surfaces d'étanchéité.
Sélection et inspection du joint
Confirmez d'abord que vous disposez du joint correct pour la pression, la température et les milieux chimiques de l'application. Ne réutilisez jamais un joint en PTFE.
Inspectez visuellement le nouveau joint pour détecter tout défaut, tel que des rayures, des coupures ou des déformations. Un joint compromis ne scellera jamais correctement et doit être mis au rebut.
Nettoyage et examen des surfaces de bride
Les faces de bride doivent être parfaitement propres, sèches et exemptes de tout ancien matériau de joint, de rouille ou de tout autre contaminant. Utilisez une brosse métallique (en laiton de préférence pour éviter de rayer la surface) et un solvant approprié.
Inspectez de manière critique les surfaces de bride propres pour détecter tout dommage. Passez un doigt ou une règle sur la face pour sentir les entailles, les rayures profondes, les piqûres ou la déformation. Aucun joint ne peut sceller de manière fiable une bride endommagée.
Vérification de l'alignement des brides
Assurez-vous que les brides peuvent être rapprochées d'équerre sans forcer. Un désalignement, qu'il soit angulaire ou parallèle, exerce une contrainte inégale sur le joint et provoquera une fuite.
Si vous devez tirer sur les tuyaux pour rapprocher les brides, le problème de tuyauterie sous-jacent doit être corrigé en premier.
Phase 2 : La procédure d'installation
Une fois les brides entièrement préparées, l'installation peut commencer. Chaque étape doit être exécutée avec précision.
Positionnement du joint
Placez soigneusement le joint sur la face de la bride, en vous assurant qu'il est parfaitement centré sur l'alésage. N'utilisez aucun composé d'étanchéité ou de graisse, sauf si explicitement spécifié par le fabricant, car cela pourrait nuire au fonctionnement du joint.
Préparation et lubrification des boulons
Assurez-vous que tous les filets de boulons et les faces des écrous sont propres. Appliquez une petite quantité d'un lubrifiant spécifié et de haute qualité sur les filets des boulons et sur la face de l'écrou qui entrera en contact avec la bride.
La lubrification ne sert pas à l'étanchéité ; elle sert à réduire la friction pendant le serrage. Cela garantit que le couple appliqué se traduit par une force de serrage cohérente et uniforme sur le joint.
Serrage contrôlé des boulons
C'est l'étape la plus critique. Une pression inégale est une cause principale de défaillance des joints. Serrez toujours les boulons selon un motif en croix pour appliquer une pression uniforme sur la surface du joint.
Ne serrez pas les boulons à leur couple final en une seule fois. Le processus doit être effectué par étapes :
- Serrer à la main tous les boulons.
- Première passe : Serrez chaque boulon à environ 30 % du couple cible final.
- Deuxième passe : Serrez chaque boulon à environ 60 % du couple cible final.
- Passe finale : Serrez chaque boulon à 100 % du couple cible final.
- Passe de rotation : Effectuez une dernière passe, en progressant séquentiellement d'un boulon à l'autre, pour vérifier que tous les boulons ont atteint la valeur de couple finale.
Comprendre les compromis : Le défi du fluage du PTFE
Le PTFE est un matériau d'étanchéité exceptionnel, mais sa principale faiblesse doit être gérée : sa tendance au « fluage ».
Qu'est-ce que le fluage (écoulement à froid) ?
Le fluage, également connu sous le nom d'écoulement à froid, est la tendance du PTFE à se déformer lentement et à « s'écouler » loin du point de pression au fil du temps. Cette relaxation réduit la contrainte sur le joint et peut entraîner une perte de pression d'étanchéité.
Pourquoi le sur-serrage est l'ennemi
Il est tentant de trop serrer un joint pour assurer une étanchéité parfaite, mais avec le PTFE, cela est contre-productif. Une force de serrage excessive écrase la structure du matériau, accélère le fluage et peut provoquer la défaillance du joint des heures ou des jours après l'installation.
Vous devez utiliser une clé dynamométrique calibrée et respecter les valeurs de couple spécifiées par le fabricant pour votre joint et votre classe de bride spécifiques.
L'importance du resserrage
En raison du fluage, la charge initiale des boulons diminuera après l'installation. Il est recommandé de resserrer les boulons à leur valeur finale spécifiée environ 12 à 24 heures après l'installation initiale. Cela compense le fluage initial et assure un joint stable à long terme.
Faire le bon choix pour votre objectif
Votre approche de l'installation détermine la fiabilité et la durée de vie du joint scellé.
- Si votre objectif principal est la fiabilité à long terme et la sécurité de l'usine : Suivez méticuleusement chaque étape, en particulier le serrage contrôlé et multi-étapes, ainsi que le resserrage post-installation pour gérer le fluage du PTFE.
- Si votre objectif principal est une réparation rapide pour arrêter une fuite : Sachez que sauter la préparation de surface ou utiliser des techniques de serrage inappropriées augmente considérablement le risque d'une défaillance plus grave à court terme.
En considérant l'ensemble de l'assemblage de la bride comme un système conçu, vous transformez l'installation du joint d'une tâche simple en un processus fiable et reproductible.
Tableau récapitulatif :
| Phase d'installation clé | Action critique | Pourquoi c'est important |
|---|---|---|
| Préparation | Inspecter le joint et nettoyer les brides | Prévient >50 % des défaillances dues à la contamination/désalignement |
| Positionnement | Centrer le joint ; lubrifier les boulons | Assure une répartition uniforme de la pression pendant le serrage |
| Serrage | Utiliser un motif en croix et un couple multi-étapes | Prévient les contraintes inégales qui provoquent des fuites |
| Post-installation | Resserrer les boulons après 12 à 24 heures | Compense le fluage du PTFE (écoulement à froid) pour maintenir l'étanchéité |
Obtenez des performances d'étanchéité impeccables avec les composants PTFE KINTEK
Une installation correcte est essentielle, mais elle commence par un joint de haute qualité, fabriqué avec précision. KINTEK se spécialise dans la fabrication personnalisée de PTFE pour les applications exigeantes dans les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Nous veillons à ce que nos joints, revêtements et verreries de laboratoire en PTFE soient fabriqués selon les tolérances les plus strictes, offrant une base supérieure pour vos processus d'étanchéité critiques. Que vous ayez besoin de prototypes ou de commandes en grand volume, notre expertise garantit un composant qui fonctionne de manière fiable dès son installation.
Contactez-nous dès aujourd'hui pour discuter de vos besoins spécifiques et laissez nos solutions de précision améliorer la fiabilité de votre système.
Guide Visuel
Produits associés
- Joint d'étanchéité industriel ignifuge et résistant à la corrosion, en PTFE isolant antistatique résistant aux hautes températures et personnalisable
- Joint d'étanchéité isolant en PTFE sur mesure Résistant à la corrosion Joints en Téflon Composants en plastique technique sur mesure
- Joints d'isolation en PTFE sur mesure et joints en fluoropolymère résistants à la corrosion pour applications électriques industrielles
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Support de résistance à l'acide PTFE personnalisé, support multi-trous pour système d'absorption d'hydrogène PFA
Les gens demandent aussi
- Quelles sont les limites des joints en PTFE dans les applications à haute pression ? Surmonter les problèmes de fluage à froid et de déformation.
- Qu'est-ce qui rend les joints en PTFE résistants à la chaleur et aux produits chimiques ? Le secret moléculaire d'une performance inégalée
- Quelles sont les propriétés clés du PTFE qui le rendent adapté aux joints d'étanchéité et aux garnitures ? Débloquez des performances d'étanchéité supérieures
- Comment appelle-t-on couramment le PTFE et pourquoi est-il utilisé pour les joints ? | Solutions d'étanchéité supérieures
- Pourquoi les joints en PTFE ont-ils une longue durée de vie ? Obtenez une durabilité d'étanchéité et des économies de coûts inégalées



















