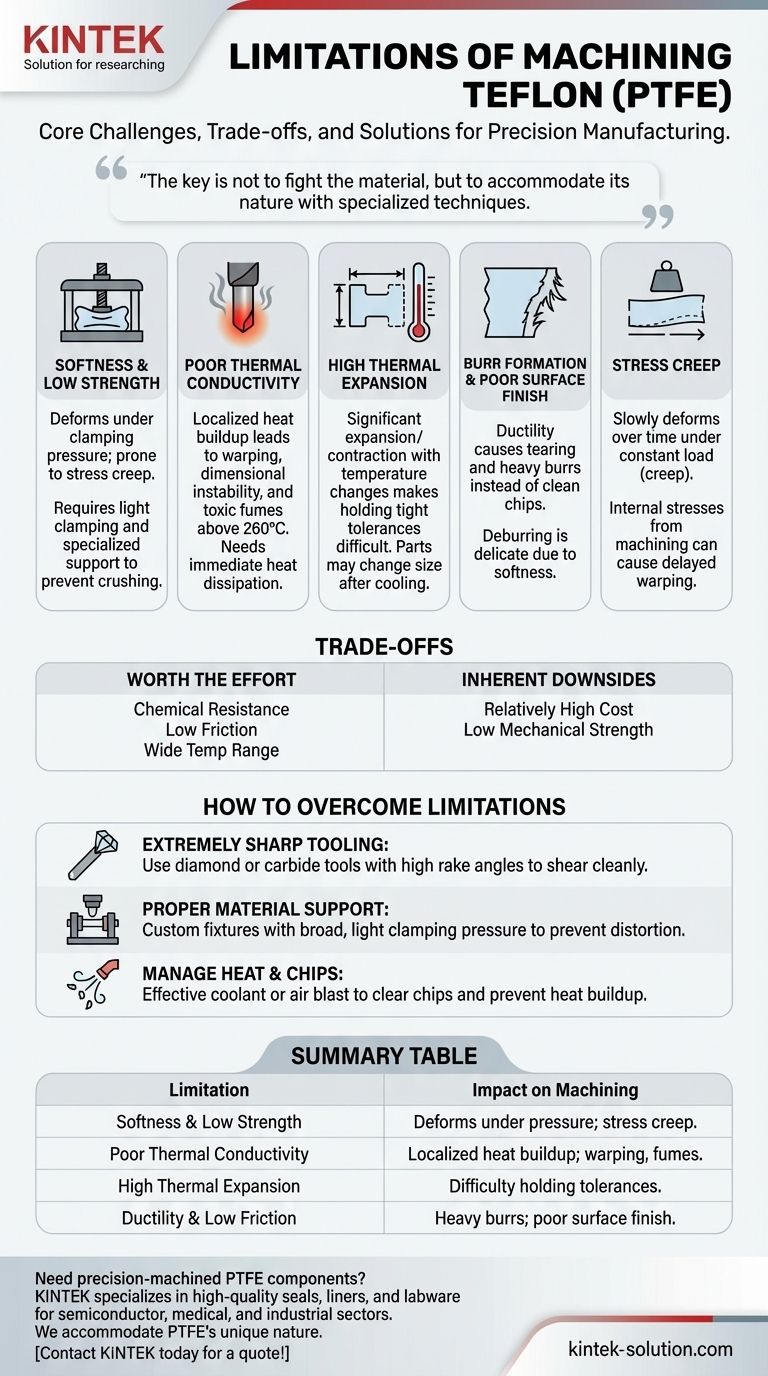
Les principales limites de l'usinage du Téflon (PTFE) sont sa mollesse inhérente, sa faible conductivité thermique et son coefficient de dilatation thermique élevé. Cette combinaison unique le rend sujet à la déformation sous la pression de serrage, à la déformation due à l'accumulation de chaleur localisée et à l'incapacité de maintenir des tolérances serrées. Sa faible résistance mécanique et sa tendance à former des bavures importantes au lieu de copeaux propres compliquent davantage la création de composants précis.
Bien que les propriétés exceptionnelles du PTFE telles que l'inertie chimique et la faible friction le rendent extrêmement précieux, ces mêmes caractéristiques sont la source directe de ses défis d'usinage. La clé n'est pas de lutter contre le matériau, mais de s'adapter à sa nature avec des techniques spécialisées.

Les défis fondamentaux de l'usinage du PTFE
Comprendre les façons spécifiques dont le PTFE se comporte pendant l'usinage est la première étape pour surmonter ses limites. Chaque propriété présente un défi distinct qui nécessite une stratégie délibérée pour être géré.
Déformation sous pression
Le PTFE est extrêmement mou et malléable. Les pressions de serrage standard utilisées pour les métaux ou même d'autres plastiques peuvent facilement écraser, déformer ou marquer la surface d'une pièce en PTFE avant même qu'une seule coupe ne soit effectuée.
Cette mollesse signifie que le matériau a tendance à s'éloigner de l'outil de coupe plutôt que de se cisailler proprement, ce qui entraîne des inexactitudes.
Faible conductivité thermique
Contrairement aux métaux qui dissipent rapidement la chaleur, le PTFE est un excellent isolant. Le frottement de l'outil de coupe génère de la chaleur qui se concentre dans une très petite zone.
Cette chaleur localisée peut provoquer le ramollissement, l'expansion ou même la décomposition du matériau, entraînant une déformation et une instabilité dimensionnelle. Si les températures dépassent 260 °C (500 °F), le PTFE commencera à se décomposer et à libérer des fumées toxiques, créant un risque important pour la sécurité.
Coefficient de dilatation thermique élevé
Le PTFE se dilate et se contracte considérablement avec les changements de température. Même la chaleur modeste générée lors d'une passe d'usinage légère peut provoquer l'expansion du matériau.
Cela fait du maintien de tolérances serrées un défi majeur. Une pièce qui mesure parfaitement lorsqu'elle est chaude de l'usinage peut être hors spécifications une fois qu'elle refroidit à température ambiante.
Formation de bavures et mauvais état de surface
La ductilité et la faible friction du matériau signifient qu'il se déchire ou se macule souvent au lieu de former un copeau propre. Ce comportement entraîne des bavures importantes et difficiles à enlever le long des bords des coupes.
L'ébavurage du PTFE est un processus délicat, car la même mollesse qui crée les bavures rend la pièce susceptible d'être endommagée lors de leur retrait.
Fluage sous contrainte et faible résistance
Le PTFE a une faible résistance à la traction et est sujet au « fluage », ce qui signifie qu'il se déformera lentement avec le temps lorsqu'il est soumis à une charge constante. Il s'agit d'une limite du matériau qui doit être prise en compte dans l'application finale de la pièce.
Pendant l'usinage, des contraintes internes peuvent être introduites, ce qui peut provoquer la déformation ou le changement de forme de la pièce des heures, voire des jours, après la fin du travail.
Comprendre les compromis
Malgré ces défis d'usinage importants, le PTFE reste un matériau essentiel dans de nombreuses industries. Ses limites sont tolérées car ses avantages sont souvent impossibles à reproduire avec d'autres polymères.
Pourquoi cela vaut l'effort
Les principales raisons de choisir le PTFE sont sa résistance chimique quasi universelle, un coefficient de friction extrêmement faible (ce qui en fait l'une des substances les plus glissantes connues) et une large plage de température de fonctionnement (de -200 °C à 260 °C).
Les inconvénients inhérents
Au-delà des difficultés d'usinage, les principaux compromis sont son coût relativement élevé par rapport à d'autres polymères et sa faible résistance mécanique. Le PTFE n'est pas un matériau structurel ; c'est un matériau spécialisé choisi pour ses propriétés de surface, sa plage de température et son inertie chimique.
Comment surmonter les limites
L'usinage réussi du PTFE repose sur un ensemble spécifique de meilleures pratiques conçues pour atténuer les défis mentionnés ci-dessus.
Utiliser des outils extrêmement tranchants
C'est le facteur le plus critique. Les outils doivent être exceptionnellement tranchants, souvent avec des angles de dépouille et de dégagement élevés, pour cisailler le matériau proprement plutôt que de le pousser. Des outils en diamant ou des nuances spécifiques de carbure sont souvent recommandés pour maintenir un tranchant.
Assurer un support approprié du matériau
Des montages personnalisés qui soutiennent l'ensemble de la pièce sont essentiels pour éviter la déformation. La pression de serrage doit être distribuée largement et appliquée légèrement pour maintenir la pièce fermement sans distorsion.
Gérer efficacement la chaleur et les copeaux
L'utilisation d'un liquide de refroidissement n'a pas toujours pour but de refroidir la pièce, mais de retirer immédiatement les copeaux. Un jet d'air comprimé ou un liquide de refroidissement en nappe hydrosoluble non aromatique peut empêcher l'accumulation de copeaux, qui autrement isolerait la zone de coupe et piégerait la chaleur.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit être dictée par la caractéristique la plus critique de votre pièce finale.
- Si votre objectif principal est d'atteindre des tolérances serrées : Vous devez privilégier la gestion thermique, en utilisant des liquides de refroidissement et en permettant potentiellement à la pièce de se normaliser entre les passes d'ébauche et de finition.
- Si votre objectif principal est un état de surface propre et sans bavure : Le facteur le plus important est l'utilisation d'outils de coupe dédiés extrêmement tranchants avec une géométrie conçue pour les plastiques souples.
- Si votre objectif principal est d'éviter la déformation de la pièce : Utilisez des montages conçus sur mesure qui offrent un support maximal avec une pression de serrage minimale et uniformément répartie.
En reconnaissant ses limites et en adaptant votre technique, le PTFE peut être usiné en composants très précis et fiables qui tirent parti de ses propriétés uniques et précieuses.
Tableau récapitulatif :
| Limite | Impact sur l'usinage |
|---|---|
| Mollesse et faible résistance | Se déforme sous la pression de serrage ; sujet au fluage sous contrainte. |
| Faible conductivité thermique | L'accumulation de chaleur localisée provoque une déformation et des fumées toxiques. |
| Coefficient de dilatation thermique élevé | Difficulté à maintenir des tolérances serrées lorsque la pièce refroidit. |
| Ductilité et faible friction | Forme des bavures importantes et un mauvais état de surface au lieu de copeaux propres. |
Vous avez besoin de composants en PTFE usinés avec précision qui surmontent ces défis inhérents ?
Chez KINTEK, nous sommes spécialisés dans la fabrication de composants en PTFE de haute qualité (joints, revêtements, verrerie de laboratoire, et plus encore) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise réside dans l'adaptation à la nature unique du PTFE grâce à des techniques spécialisées, des montages personnalisés aux outils tranchants, garantissant que vos pièces répondent aux spécifications exactes sans déformation ni gauchissement.
Nous proposons la fabrication sur mesure, du prototype aux commandes à haut volume, en privilégiant la production de précision pour fournir des composants fiables qui tirent parti de la résistance chimique exceptionnelle et de la faible friction du PTFE.
Contactez KINTEK dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision



















