L'usinage réussi du polytétrafluoroéthylène (PTFE) nécessite une approche spécifique qui diffère considérablement du travail des métaux ou des plastiques plus durs. Les aspects clés impliquent la gestion de ses propriétés matérielles uniques par une sélection d'outils spécialisée, des paramètres de machine optimisés, un maintien de la pièce soigné et des considérations post-usinage pour contrôler son instabilité inhérente.
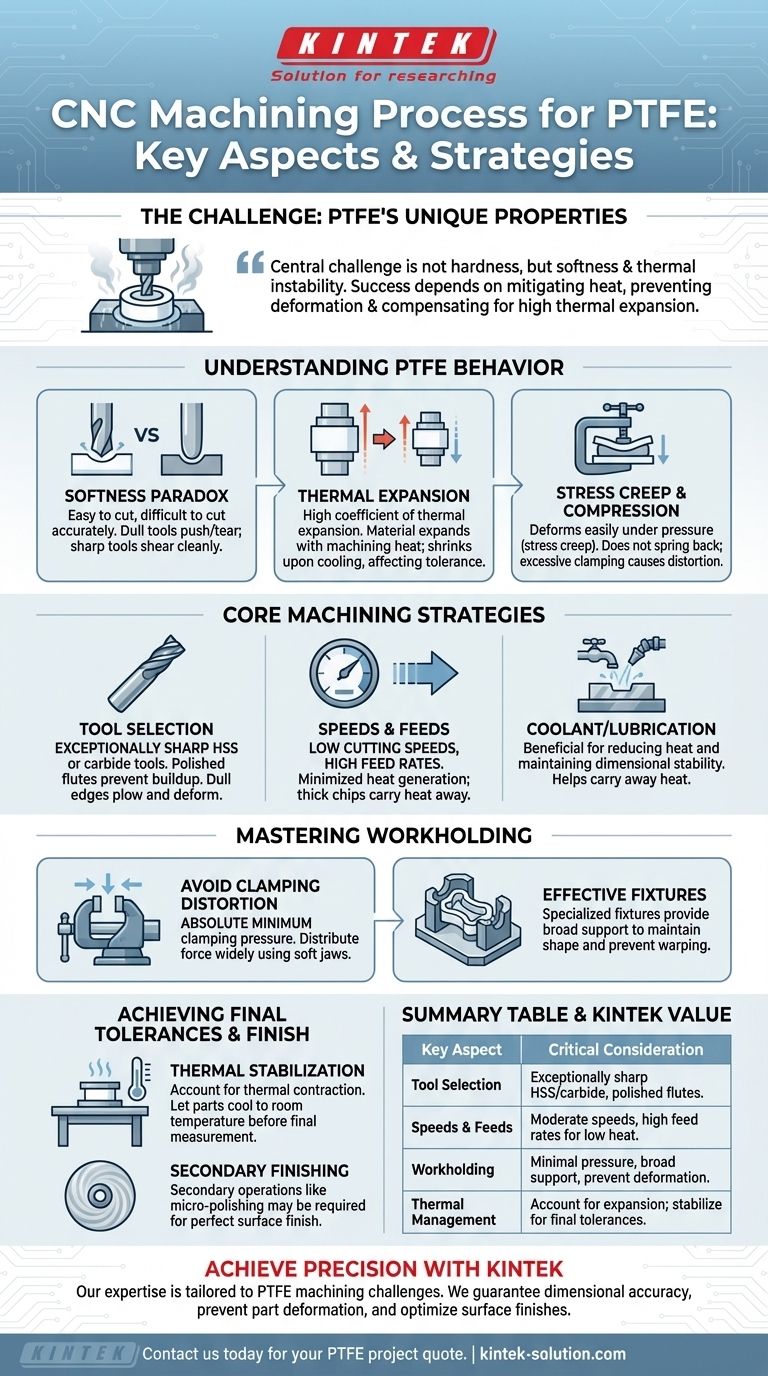
Le défi central dans l'usinage du PTFE n'est pas sa dureté, mais sa mollesse et son instabilité thermique. Le succès dépend entièrement de l'atténuation de la génération de chaleur, de la prévention de la déformation due aux forces de serrage et de la compensation de sa forte dilatation thermique pour atteindre la précision dimensionnelle.

Comprendre le comportement d'usinage unique du PTFE
Pour usiner efficacement le PTFE, vous devez d'abord comprendre ses propriétés fondamentales. Ses caractéristiques présentent un paradoxe : il est facile à couper, mais difficile à couper avec précision.
Le paradoxe de la mollesse
La mollesse du PTFE et son très faible coefficient de frottement signifient que les outils de coupe le traversent avec peu de résistance.
Cependant, cette même mollesse signifie que le matériau peut facilement être poussé ou déchiré par un outil émoussé plutôt que d'être cisaillé proprement, ce qui entraîne une mauvaise finition de surface.
Le défi de la dilatation thermique
Le PTFE présente un coefficient de dilatation thermique très élevé. Même la chaleur minimale générée pendant l'usinage provoquera une expansion significative du matériau.
Lorsque la pièce refroidit, elle se contracte, ce qui signifie qu'une pièce parfaitement conforme aux spécifications sur la machine peut être sous-dimensionnée après s'être stabilisée à température ambiante.
Le problème du fluage sous contrainte et de la compression
Ce matériau se déforme facilement sous pression et ne reprend pas sa forme initiale. C'est ce qu'on appelle le fluage sous contrainte (stress creep).
Une pression de serrage excessive dans un étau ou un montage comprimera le matériau, entraînant des dimensions inexactes et potentiellement une déformation de la pièce une fois qu'elle est relâchée.
Stratégies et paramètres d'usinage de base
Un processus d'usinage PTFE réussi repose sur une base de contrôle de la chaleur et des forces physiques.
Sélection des outils : la netteté est non négociable
Vos outils de coupe doivent être exceptionnellement tranchants, avec des arêtes polies pour éviter l'accumulation de matériau. Les outils en acier rapide (HSS) ou en carbure sont tous deux efficaces.
Un tranchant émoussé labourera le matériau au lieu de le couper, générant un excès de chaleur et déformant la pièce.
Vitesses et avances : une approche à faible chaleur
Utilisez des vitesses de coupe modérées à faibles pour minimiser la génération de chaleur. Les régimes élevés feront rapidement chauffer le matériau, le dilater et l'empêcher de maintenir la tolérance.
Utilisez une vitesse d'avance élevée et une profondeur de passe relativement faible. Cela crée un copeau plus épais qui évacue la chaleur de la pièce et assure que l'outil coupe continuellement du matériau frais.
Le rôle du liquide de refroidissement et de la lubrification
Bien que non toujours requis, l'utilisation d'un lubrifiant ou d'un liquide de refroidissement peut être bénéfique.
Son objectif principal est de réduire et d'évacuer la chaleur, aidant à maintenir la stabilité dimensionnelle de la pièce pendant l'opération de coupe.
Maîtriser le maintien de la pièce et le bridage
La manière dont vous maintenez la matière première PTFE est l'un des facteurs les plus critiques pour réussir. Un bridage inapproprié est une cause principale d'échec des pièces.
Éviter la distorsion due au serrage
Utilisez la quantité minimale absolue de pression de serrage requise pour maintenir la pièce en place en toute sécurité. Un serrage excessif comprimera et déformera inévitablement la pièce.
Répartissez la force de serrage sur une large surface à l'aide de mors souples ou de montages personnalisés pour éviter de créer des points de pression qui pourraient déformer de façon permanente le matériau.
Conception de montages efficaces
Pour les pièces complexes, envisagez des montages spécialisés conçus pour les matériaux souples. Ces montages doivent fournir un support large sur toute la pièce pour maintenir sa forme et éviter la déformation pendant l'usinage.
Atteindre les tolérances et la finition finales
Les étapes finales sont cruciales pour garantir que la pièce répond aux spécifications requises après avoir quitté la machine.
Compter avec les changements post-usinage
Pour atteindre des tolérances serrées, vous devez tenir compte de la contraction thermique. Il est souvent nécessaire de laisser la pièce refroidir et se stabiliser à température ambiante avant de prendre une mesure finale ou d'effectuer une passe de finition.
Opérations de finition secondaires
La mollesse du PTFE peut rendre difficile l'obtention d'une surface parfaitement lisse directement à partir de la machine. Des processus secondaires tels que le micro-polissage peuvent être nécessaires pour répondre aux exigences de finition de surface spécifiques.
Comment appliquer cela à votre projet
Votre stratégie d'usinage spécifique doit être guidée par le résultat le plus critique de votre projet.
- Si votre objectif principal est d'atteindre des tolérances dimensionnelles serrées : Votre stratégie doit s'articuler autour d'une gestion agressive de la chaleur et du temps de stabilisation de la pièce avant la mesure finale.
- Si votre objectif principal est une excellente finition de surface : Utilisez des outils exceptionnellement tranchants et polis avec un angle de dépouille positif élevé et prévoyez des opérations de finition secondaires potentielles.
- Si votre objectif principal est d'éviter la déformation de la pièce : Concevez des montages qui offrent un support large et doux et formez les opérateurs à utiliser la pression de serrage minimale absolue nécessaire.
En respectant les propriétés uniques du PTFE au lieu de les combattre, vous pouvez obtenir des résultats précis et fiables de manière constante.
Tableau récapitulatif :
| Aspect clé | Considération critique |
|---|---|
| Sélection des outils | Outils HSS ou carbure exceptionnellement tranchants avec arêtes polies. |
| Vitesses et avances | Vitesses modérées, avances élevées pour minimiser la génération de chaleur. |
| Maintien de la pièce | Pression de serrage minimale avec support large pour éviter la déformation. |
| Gestion thermique | Tenir compte de la forte dilatation thermique ; laisser les pièces se stabiliser pour les tolérances finales. |
Obtenez des composants PTFE usinés avec précision avec KINTEK.
Notre expertise est spécifiquement adaptée aux défis uniques de l'usinage du PTFE, du Teflon® et d'autres polymères haute performance. Nous comprenons que le succès repose sur la gestion de la mollesse et de la dilatation thermique pour répondre à vos spécifications exactes pour les joints, les revêtements, la verrerie de laboratoire et les pièces sur mesure.
Nous apportons de la valeur en :
- Garantissant la précision dimensionnelle : Nos processus spécialisés tiennent compte des propriétés du PTFE pour garantir que vos pièces respectent des tolérances serrées.
- Prévenant la déformation des pièces : Nous utilisons des montages personnalisés et des techniques de maintien de pièce précises pour éviter le fluage sous contrainte et la déformation.
- Optimisant les finitions de surface : De l'usinage initial au polissage secondaire, nous obtenons la qualité de surface que votre application exige.
Que vous ayez besoin de prototypes ou de production en grand volume pour les secteurs des semi-conducteurs, médical ou de laboratoire, faites confiance à KINTEK pour la précision et la fiabilité.
Contactez-nous dès aujourd'hui pour discuter de votre projet d'usinage PTFE et obtenir un devis.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Filtre PTFE haute pureté avec raccords de vanne PFA et tamis intégré pour le traitement de fluides corrosifs
- Réservoir Carré PTFE Sur Mesure à Haute Pureté pour Trempage et Nettoyage de Semi-conducteurs, Cylindre d'Acide Résistant à la Corrosion, Bac de Filtration en Fluoropolymère
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C
- Quelles sont les utilisations du PTFE dans les équipements médicaux et de laboratoire ? Découvrez la biocompatibilité et la résistance chimique
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Comment le PTFE se compare-t-il au polyéthylène (PE) en termes de résistance chimique et thermique ? Choisissez le bon polymère pour les conditions extrêmes
- Quelle est la plage de compatibilité chimique des appareils de laboratoire en PTFE ? Découvrez sa résistance chimique quasi universelle.



















