Pour usiner le PTFE avec succès, vous devez utiliser des outils extrêmement tranchants, des vitesses de coupe élevées, des vitesses d'avance lentes et une faible profondeur de coupe. Parce que le PTFE est souple et se dilate considérablement avec la chaleur, l'application d'un flux constant de liquide de refroidissement est essentielle pour gérer la température, prévenir la déformation et obtenir des tolérances dimensionnelles serrées.
Le principal défi de l'usinage du PTFE n'est pas sa dureté, mais sa souplesse, sa faible résistance et sa forte dilatation thermique. Le succès dépend entièrement de la minimisation des forces de coupe et de l'accumulation de chaleur pour éviter que le matériau ne se déforme ou ne fonde pendant le processus.

Les défis uniques de l'usinage du PTFE
Le polytétrafluoroéthylène (PTFE), souvent connu sous le nom de marque Téflon, présente un ensemble unique de défis d'usinage. Comprendre ces propriétés est la première étape pour produire des pièces précises.
Gérer la souplesse et la déformation
Le PTFE est un matériau exceptionnellement souple. Cela signifie qu'il peut facilement être comprimé ou déformé par des outils de coupe émoussés ou une pression de serrage excessive des fixations.
Au lieu d'être coupé proprement, le matériau peut être poussé ou "labouré" par un outil qui n'est pas assez tranchant, ce qui entraîne une mauvaise finition de surface et une imprécision dimensionnelle.
Coefficient de dilatation thermique élevé
Le PTFE se dilate et se contracte avec les changements de température bien plus que les métaux ou même de nombreux autres plastiques.
Même une petite quantité de chaleur générée par le processus de coupe peut entraîner l'expansion de la pièce, faussant les dimensions critiques. Lorsque la pièce refroidit, elle sera plus petite que prévu, ce qui fait du contrôle des tolérances une préoccupation majeure.
L'impact des charges (verre, carbone, graphite)
Pour améliorer ses propriétés mécaniques, le PTFE est souvent mélangé avec des charges comme le verre, le carbone ou le graphite. Ces composés de PTFE offrent une meilleure résistance à l'usure, une plus grande stabilité et une déformation réduite sous charge.
Cependant, ces charges rendent également le matériau significativement plus abrasif. L'usinage du PTFE chargé entraînera une usure rapide des outils, nécessitant des outils de coupe plus durs et plus durables pour maintenir le tranchant et la précision.
Stratégies et paramètres d'usinage essentiels
Obtenir un résultat de haute qualité avec le PTFE nécessite une approche délibérée qui contrecarre directement ses propriétés naturelles.
La sélection des outils est critique
Vos outils de coupe doivent être extrêmement tranchants. Un bord tranchant coupe proprement le matériau souple, tandis qu'un bord émoussé le déchirera.
Pour le PTFE vierge, les outils en acier rapide (HSS) peuvent fonctionner, mais les outils à plaquettes carbure sont un meilleur choix pour la longévité et le tranchant. Pour les qualités de PTFE chargé abrasives, le carbure est essentiel pour résister à l'usure.
Optimisation des vitesses et des avances
La règle générale pour le PTFE est vitesse élevée, avance faible.
- Vitesses de coupe : Maintenez des vitesses de coupe élevées, généralement de l'ordre de 200 à 500 m/min (jusqu'à 1000 m/min dans certains cas). Cela permet à l'outil de couper le matériau avant qu'une chaleur significative ne puisse s'accumuler.
- Vitesses d'avance : Utilisez des vitesses d'avance plus lentes, environ 0,1 à 0,5 mm/tr. Une avance lente réduit les forces de coupe exercées sur le matériau, l'empêchant de vibrer ou de se déformer.
Le rôle du liquide de refroidissement
Un apport constant et généreux de liquide de refroidissement est non négociable. Le liquide de refroidissement remplit deux fonctions principales.
Premièrement, il gère la chaleur au point de coupe, empêchant la dilatation thermique et préservant la précision dimensionnelle. Deuxièmement, il aide à évacuer les copeaux, qui peuvent autrement devenir gommeux et s'enrouler autour de l'outil.
Contrôle de la profondeur de coupe
Utilisez une faible profondeur de coupe. Une bonne directive est de ne pas dépasser un tiers du diamètre de l'outil de coupe.
Cela minimise la pression sur la pièce, réduisant davantage le risque de déformation et de vibrations de l'outil, ce qui est courant avec les matériaux souples.
Pièges courants à éviter
Le succès avec le PTFE consiste souvent à éviter les erreurs courantes liées à ses propriétés uniques.
Fixation incorrecte de la pièce
Un serrage excessif d'un étau ou d'une pince peut facilement écraser ou déformer une pièce en PTFE avant même la première coupe.
Utilisez des fixations qui répartissent la force de serrage sur une large surface, telles que des mors souples ou des fixations à vide, pour maintenir la pièce en toute sécurité sans distorsion.
Ignorer l'usure de l'outil
Ceci est particulièrement critique avec le PTFE chargé. À mesure que l'outil s'émousse en raison des charges abrasives, les forces de coupe augmentent, la chaleur s'accumule et la finition de surface se dégrade rapidement.
Inspectez régulièrement vos outils pour vérifier leur tranchant et remplacez-les avant qu'ils ne causent des problèmes. Un outil tranchant est votre atout le plus important.
Faire le bon choix pour votre objectif
Votre approche doit être adaptée à la qualité spécifique de PTFE avec laquelle vous travaillez et à la précision requise pour votre pièce finale.
- Si votre objectif principal est l'usinage du PTFE vierge (non chargé) : Privilégiez des outils extrêmement tranchants et un refroidissement agressif pour gérer sa souplesse et sa forte dilatation thermique.
- Si votre objectif principal est l'usinage du PTFE chargé (verre, carbone) : Utilisez des outils en carbure durs et résistants à l'usure et surveillez-les attentivement pour détecter l'émoussement causé par les charges abrasives.
- Si votre objectif principal est d'atteindre des tolérances de haute précision : Mettez l'accent sur la stabilité du processus avant tout — une fixation sûre mais douce, un flux de liquide de refroidissement constant et des vitesses et avances finement réglées sont essentiels.
En respectant les caractéristiques uniques du matériau, vous pouvez produire de manière fiable des composants en PTFE précis et de haute qualité.
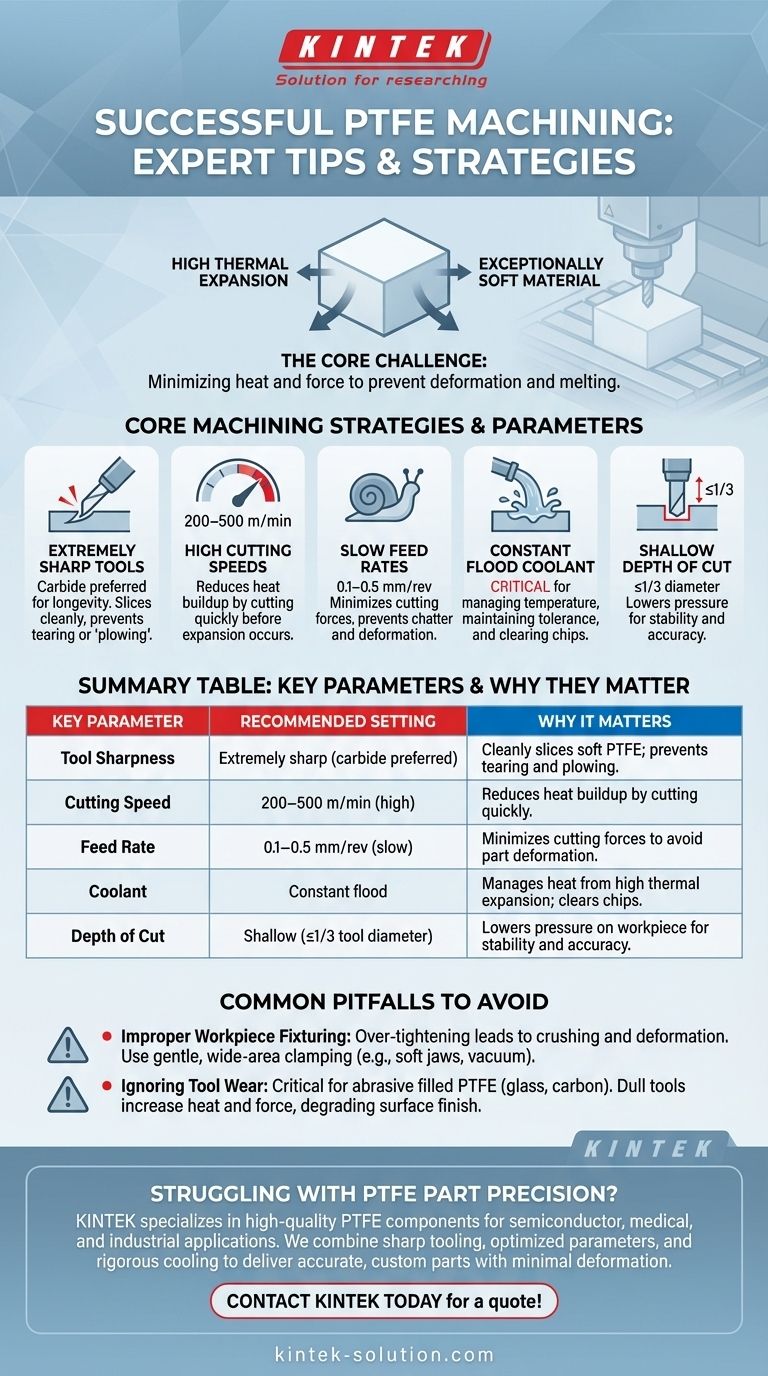
Tableau récapitulatif :
| Paramètre clé | Réglage recommandé | Pourquoi c'est important |
|---|---|---|
| Tranchant de l'outil | Extrêmement tranchant (carbure préféré) | Coupe proprement le PTFE souple ; empêche le déchirement et le labourage. |
| Vitesse de coupe | 200–500 m/min (élevée) | Réduit l'accumulation de chaleur en coupant rapidement. |
| Vitesse d'avance | 0,1–0,5 mm/tr (lente) | Minimise les forces de coupe pour éviter la déformation de la pièce. |
| Liquide de refroidissement | Flux constant | Gère la chaleur due à la forte dilatation thermique ; évacue les copeaux. |
| Profondeur de coupe | Faible (≤1/3 du diamètre de l'outil) | Diminue la pression sur la pièce pour la stabilité et la précision. |
Vous avez des difficultés avec la précision des pièces en PTFE ? KINTEK est spécialisé dans l'usinage de composants en PTFE de haute qualité (joints, revêtements, verrerie de laboratoire) pour les applications semi-conducteurs, médicales et industrielles. Nous combinons des outils tranchants, des paramètres optimisés et un refroidissement rigoureux pour livrer des pièces sur mesure — des prototypes aux commandes en grand volume — avec des tolérances exactes et une déformation minimale. Laissez notre expertise résoudre vos défis liés au PTFE. Contactez KINTEK dès aujourd'hui pour un devis !
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Entonnoir à pression constante en polytétrafluoroéthylène (PTFE) sur mesure, résistant à la corrosion, avec compatibilité des bouchons de conversion pour le contrôle des fluides
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
- Ampoule de séparation à pression constante en PTFE personnalisée, résistante à la corrosion et à faible fond de laboratoire pour flacons PFA
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Pourquoi le PTFE usiné est-il populaire dans le domaine médical ? Biocompatibilité et précision inégalées
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Qu'est-ce qui rend le PTFE usiné adapté aux applications industrielles ? Des performances inégalées dans des conditions extrêmes
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles



















