Pour usiner avec succès le polytétrafluoroéthylène (PTFE), vous devez privilégier des outils tranchants pour des coupes nettes, un refroidissement efficace pour gérer la dilatation thermique, des vitesses et avances contrôlées pour éviter le déchirement du matériau, et une pression de serrage minimale pour prévenir la déformation de la pièce. Ces techniques ne sont pas de simples suggestions ; elles sont essentielles pour contrecarrer la douceur et la sensibilité thermique uniques du matériau.
Le défi fondamental de l'usinage du PTFE n'est pas sa dureté, mais son instabilité inhérente. Le succès dépend entièrement de la gestion de la tendance du matériau à se déformer sous la pression et à se dilater avec la chaleur, ce qui exige de privilégier la finesse plutôt que la force.

Le Défi Principal : Comprendre le Comportement du PTFE
L'usinage du PTFE semble trompeusement simple au premier abord. Il est mou et se coupe facilement. Cependant, obtenir une précision dimensionnelle nécessite une compréhension approfondie de ses trois caractéristiques principales.
Sa Douceur Trompeuse
La faible densité et la douceur du PTFE signifient qu'il offre peu de résistance à l'outil de coupe. Bien que cela facilite l'enlèvement de matière, cela rend également le matériau sujet au déchirement, à l'accrochage et au marmottage si l'outil n'est pas parfaitement affûté.
Cette douceur entraîne également la formation de bavures importantes sur les bords des pièces, qui doivent être soigneusement retirées lors d'une étape finale d'ébavurage pour assurer un fonctionnement et un assemblage corrects.
Dilatation Thermique Extrême
Le PTFE possède un coefficient de dilatation thermique très élevé. Même une petite quantité de chaleur générée par la friction pendant la coupe provoquera une expansion significative du matériau, ruinant les tolérances dimensionnelles.
Une fois que la pièce refroidit, elle se contracte, et les dimensions qui semblaient correctes pendant la coupe ne seront plus conformes aux spécifications. Cela fait de la gestion de la chaleur la bataille principale dans l'usinage de précision du PTFE.
Tendance au Fluage sous Contrainte
Sous pression, le PTFE se déforme avec le temps. Cette propriété, connue sous le nom de fluage sous contrainte (stress creep), est un défi majeur pour le maintien en place de la pièce.
Si une pièce est serrée trop fermement dans un étau ou un montage, elle se comprimera lentement. La pièce peut être usinée parfaitement, mais une fois la pression de serrage relâchée, elle reprendra une forme déformée et inutilisable.
Paramètres et Techniques d'Usinage Essentiels
Chaque décision d'usinage doit être prise dans le but d'atténuer les tendances naturelles du matériau.
Sélection de l'Outil : La Netteté est Non Négociable
Le facteur le plus important est le tranchant de l'outil de coupe. Utilisez des outils extrêmement affûtés avec un angle de dépouille élevé et une surface polie et lisse.
Bien que les outils en acier rapide (HSS) ou en carbure fonctionnent bien, la netteté et la géométrie du tranchant sont bien plus critiques que le matériau de l'outil lui-même. Un outil émoussé labourera le matériau, générant un excès de chaleur et une mauvaise finition.
Vitesses et Avances : Un Équilibre Délicat
L'objectif est de produire un copeau propre sans générer de chaleur excessive. Le frottement, plutôt que la coupe, est la principale source de chaleur et doit être évité.
Commencez avec des vitesses de coupe modérées, généralement entre 200 et 500 pieds de surface par minute (SFM).
Utilisez des avances suffisamment élevées pour maintenir un copeau continu, généralement 0,002 à 0,010 pouce par révolution (IPR). Une vitesse d'avance trop lente fera frotter l'outil, générant de la chaleur et une mauvaise finition de surface.
Le Rôle du Liquide de Refroidissement
L'utilisation constante et abondante de liquide de refroidissement est obligatoire pour gérer la dilatation thermique. L'objectif est d'inonder la pièce et l'outil pour évacuer la chaleur aussi rapidement qu'elle est générée.
L'air pressurisé peut convenir pour les passes d'ébauche, mais un liquide de refroidissement soluble dans l'eau est supérieur pour les opérations de finition et le maintien de tolérances serrées.
Maintien en Place : Pression Légère et Constante
Évitez la déformation en utilisant la pression de serrage minimale absolue nécessaire pour maintenir la pièce en place en toute sécurité.
Utilisez des montages avec de larges surfaces ou des mors souples personnalisés pour répartir uniformément la force de serrage. N'appliquez jamais de pression concentrée sur un seul point, car cela garantirait une distorsion due au fluage sous contrainte.
Comprendre les Pièges et les Compromis
Ignorer les propriétés uniques du PTFE mènera constamment à des pièces défectueuses. La connaissance des modes de défaillance courants est essentielle pour la prévention.
Le Défi des Tolérances Serrées
En raison de sa dilatation thermique élevée et de sa tendance au fluage, le maintien de tolérances serrées sur le PTFE est notoirement difficile. La conception des pièces doit en tenir compte.
Si une conception nécessite des tolérances extrêmement serrées, il est crucial d'effectuer les passes de finition dans un environnement à température contrôlée et de laisser le matériau se stabiliser avant les mesures finales.
L'Étape Finale et Critique : L'Ébavurage
La nature molle et filandreuse du PTFE signifie que presque toutes les caractéristiques usinées auront une bavure importante.
Ce n'est pas un signe de mauvais usinage, mais une propriété inhérente au matériau. Un processus d'ébavurage manuel ou automatisé, minutieux et complet, est une étape finale requise pour presque toute pièce fonctionnelle en PTFE.
Pièces Déséquilibrées ou à Paroi Mince
La combinaison de la douceur et de la génération de chaleur rend l'usinage de pièces à paroi mince ou déséquilibrées particulièrement difficile. Les forces de coupe et la chaleur peuvent facilement provoquer la déflexion ou la déformation de ces caractéristiques, entraînant des inexactitudes.
Faire le Bon Choix pour Votre Objectif
Votre approche doit s'adapter en fonction du résultat le plus critique pour votre pièce spécifique.
- Si votre objectif principal est d'obtenir la précision dimensionnelle la plus serrée possible : Privilégiez un refroidissement agressif et une pression de serrage minimale et uniformément répartie avant tout.
- Si votre objectif principal est d'obtenir une finition de surface supérieure : Concentrez-vous sur l'utilisation d'outils exceptionnellement nets et polis et sur une vitesse d'avance optimisée pour produire un copeau propre sans frottement.
- Si votre objectif principal est d'éviter la déformation de la pièce : Concevez des montages qui supportent l'ensemble de la pièce et appliquez la force de serrage minimale requise.
En fin de compte, usiner le PTFE avec succès signifie respecter les propriétés du matériau plutôt que de lutter contre elles.
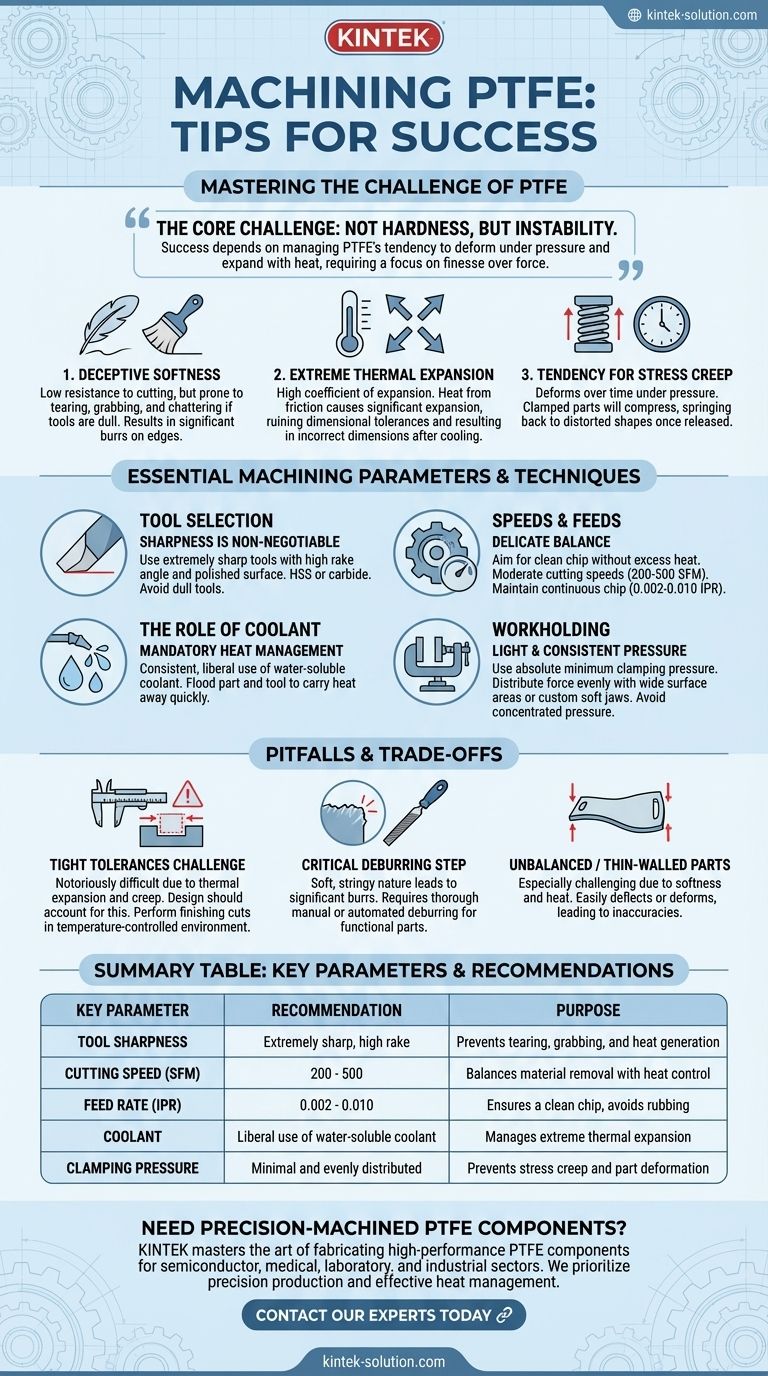
Tableau Récapitulatif :
| Paramètre Clé | Recommandation | Objectif |
|---|---|---|
| Netteté de l'Outil | Extrêmement affûté, angle de dépouille élevé | Prévient le déchirement, l'accrochage et la génération de chaleur |
| Vitesse de Coupe (SFM) | 200 - 500 | Équilibre l'enlèvement de matière et le contrôle de la chaleur |
| Vitesse d'Avance (IPR) | 0.002 - 0.010 | Assure un copeau propre, évite le frottement |
| Liquide de Refroidissement | Utilisation abondante de liquide de refroidissement soluble dans l'eau | Gère l'extrême dilatation thermique |
| Pression de Serrage | Minimale et uniformément répartie | Prévient le fluage sous contrainte et la déformation de la pièce |
Besoin de Composants en PTFE Usinés avec Précision ?
L'usinage du PTFE selon des spécifications exactes nécessite une expertise spécialisée et un profond respect des propriétés du matériau. Chez KINTEK, nous avons maîtrisé l'art de fabriquer des composants en PTFE haute performance — des joints et revêtements aux équipements de laboratoire complexes — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Nous privilégions la production de précision et une gestion efficace de la chaleur pour garantir que vos pièces répondent à des exigences dimensionnelles et fonctionnelles strictes, que vous ayez besoin de prototypes ou de commandes à haut volume.
Laissez-nous gérer les défis de l'usinage du PTFE pour vous. Contactez nos experts dès aujourd'hui pour discuter de vos besoins de fabrication personnalisée.
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Boules personnalisées en PTFE Téflon pour applications industrielles avancées
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
Les gens demandent aussi
- Quels avantages les pièces en PTFE sur mesure offrent-elles pour l'efficacité industrielle ? Augmentez les temps de disponibilité et réduisez les coûts
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quels sont les principaux avantages du PTFE dans la fabrication sur mesure ? Libérez la performance dans des conditions extrêmes
- Quelles considérations de conception sont importantes pour les pièces en PTFE sur mesure ? Concevoir pour la performance et la fiabilité
- Quelles capacités de fabrication sont associées aux pièces en PTFE ? Libérez la précision grâce à l'usinage par des experts



















