En bref, une doublure en PTFE offre une résistance environnementale exceptionnelle en étant pratiquement immunisée contre les attaques chimiques, stable dans des températures extrêmes et imperméable à l'humidité et aux rayonnements UV. Cette combinaison unique de propriétés en fait l'un des matériaux de barrière les plus durables et fiables pour les conditions de service difficiles.
Le véritable avantage du PTFE n'est pas seulement une liste de résistances, mais son inertie chimique fondamentale. Cette propriété est la source de sa capacité à résister aux produits chimiques corrosifs, aux intempéries extrêmes et à l'humidité, ce qui en fait une barrière fiable là où la plupart des autres matériaux se dégraderaient et échoueraient.

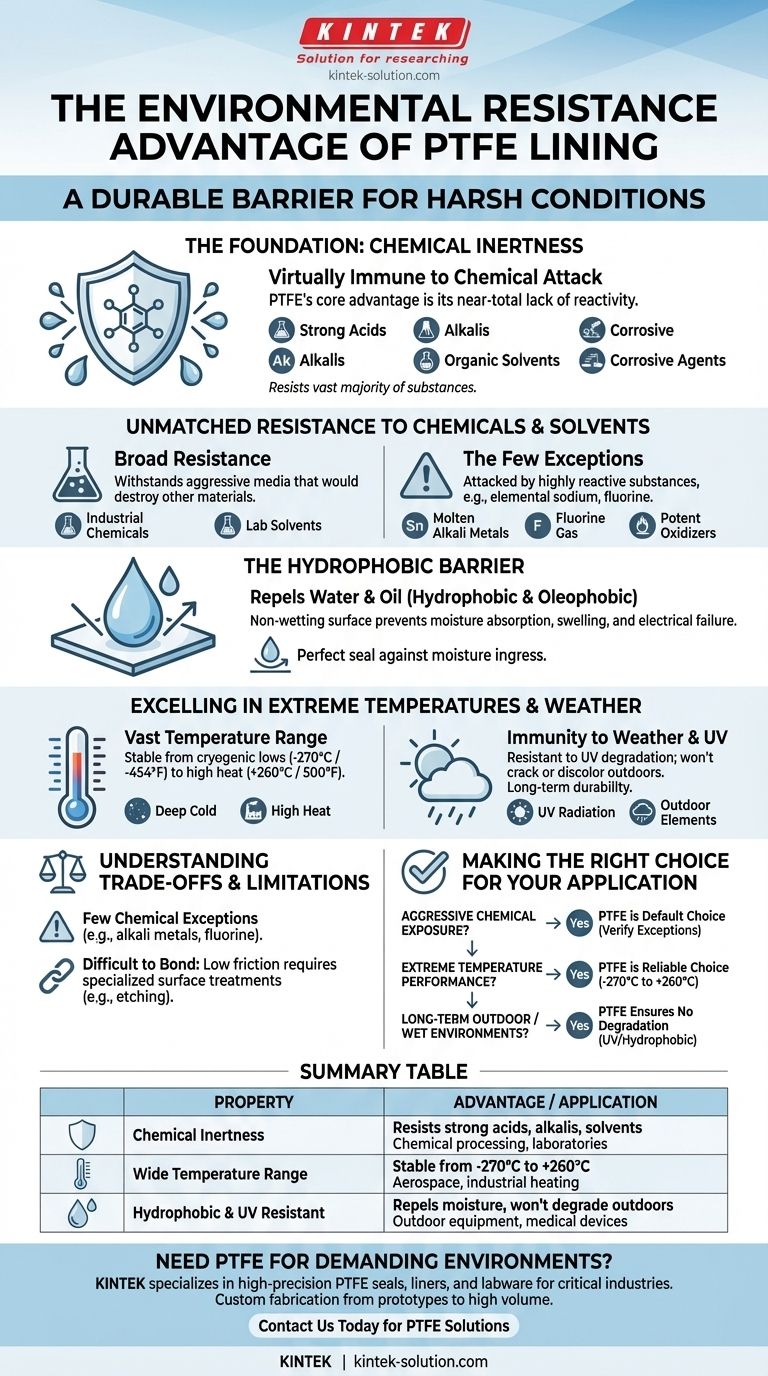
Le fondement de la résilience du PTFE : l'inertie chimique
Le cœur de la résistance environnementale du PTFE est son manque quasi total de réactivité chimique. Cette nature inerte est la principale raison pour laquelle il est spécifié pour les applications les plus exigeantes.
Résistance inégalée aux produits chimiques et aux solvants
Le polytétrafluoroéthylène (PTFE) est chimiquement inerte, ce qui signifie qu'il ne réagit pas avec la grande majorité des substances avec lesquelles il entre en contact.
Cela le rend très résistant aux milieux agressifs qui détruiraient d'autres matériaux, y compris les acides forts, les alcalis, les agents corrosifs et les solvants organiques comme l'acétone et le chloroforme.
La barrière hydrophobe
La surface du PTFE est à la fois hydrophobe (repousse l'eau) et oléophobe (repousse l'huile). C'est la même propriété qui lui confère sa célèbre caractéristique antiadhésive.
Cette surface non mouillante empêche l'absorption d'humidité, une cause fréquente de dégradation du matériau, de gonflement ou de défaillance électrique dans d'autres polymères. Il agit comme un joint parfait contre l'infiltration d'humidité.
Excellence dans les conditions de température et météorologiques extrêmes
Au-delà de l'exposition chimique, le PTFE résiste aux environnements physiques extrêmes, du froid profond de l'espace à la chaleur élevée des processus industriels.
Une vaste plage de températures de fonctionnement
Le PTFE maintient son intégrité structurelle et ses propriétés protectrices sur un spectre de température exceptionnellement large.
Il reste stable et fonctionnel, des températures cryogéniques d'environ -270 °C (-454 °F) jusqu'aux conditions de chaleur élevée continue de +260 °C (500 °F).
Immunité à la dégradation due aux intempéries et aux UV
Contrairement à de nombreux plastiques qui deviennent cassants et échouent lorsqu'ils sont exposés à la lumière du soleil, le PTFE est très résistant à la dégradation par les rayonnements ultraviolets (UV).
Cette immunité, combinée à sa résistance inhérente à l'humidité, lui confère une durabilité exceptionnelle pour les applications extérieures à long terme où il ne se fissurera pas, ne se décolorera pas et ne perdra pas ses propriétés.
Comprendre les compromis et les limites
Aucun matériau n'est parfait. Bien que la résistance environnementale du PTFE soit de premier ordre, ses propriétés uniques s'accompagnent de contraintes spécifiques qu'il est essentiel de comprendre.
Les quelques exceptions chimiques
Bien que sa résistance chimique soit remarquablement large, le PTFE n'est pas totalement invincible.
Il peut être attaqué par un petit groupe de substances hautement réactives, notamment les métaux alcalins liquides ou dissous (par exemple, le sodium élémentaire), le gaz fluor et quelques autres oxydants extrêmement puissants.
Contraintes physiques et mécaniques
Le très faible frottement et la surface antiadhésive du PTFE, bien qu'ils soient des avantages dans de nombreux contextes, rendent très difficile le collage à d'autres matériaux à l'aide d'adhésifs conventionnels.
Obtenir une liaison solide nécessite souvent des traitements de surface spécialisés et coûteux, tels que la gravure chimique, ce qui doit être pris en compte dans le processus de conception et de fabrication.
Faire le bon choix pour votre application
Utilisez ces conseils pour déterminer si le profil de résistance environnementale du PTFE répond aux besoins spécifiques de votre projet.
- Si votre objectif principal est l'exposition à des produits chimiques agressifs : Le PTFE est le choix par défaut pour contenir la quasi-totalité des produits chimiques et solvants industriels, mais vérifiez toujours votre milieu spécifique par rapport à ses quelques exceptions connues.
- Si votre objectif principal est la performance dans des températures extrêmes : La stabilité du PTFE, du froid cryogénique à la chaleur élevée, en fait un choix exceptionnellement fiable pour les équipements aérospatiaux, industriels et scientifiques.
- Si votre objectif principal est un environnement extérieur ou humide à long terme : La combinaison d'hydrophobie et de résistance aux UV garantit que la doublure ne se dégradera pas, n'absorbera pas d'eau et ne deviendra pas cassante avec le temps.
En comprenant à la fois ses forces profondes et ses limites spécifiques, vous pouvez exploiter en toute confiance le PTFE pour protéger les composants critiques dans les environnements les plus exigeants.
Tableau récapitulatif :
| Propriété | Avantage | Application clé |
|---|---|---|
| Inertie chimique | Résiste aux acides forts, alcalis et solvants | Traitement chimique, laboratoires |
| Large plage de températures | Stable de -270°C à +260°C | Aérospatiale, chauffage industriel |
| Hydrophobe et résistant aux UV | Repousse l'humidité, ne se dégrade pas à l'extérieur | Équipement extérieur, dispositifs médicaux |
Besoin d'un composant en PTFE capable de résister à votre environnement le plus exigeant ?
KINTEK se spécialise dans la fabrication de composants en PTFE de haute précision—y compris des joints, des revêtements et des verreries personnalisées—pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie. Nous combinons une production de précision avec une fabrication sur mesure, du prototype aux commandes à grand volume, pour fournir la résistance environnementale requise par votre application.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions PTFE peuvent protéger vos systèmes critiques.
Guide Visuel
Produits associés
- Revêtement de rechange pour cuve de digestion micro-ondes en PTFE haute pureté pour préparation d'échantillons et analyse de traces
- Manchons et tiges creuses personnalisés en PTFE pour applications avancées
- Manchon isolant thermique anti-brûlure en PTFE, pieds de support pour plaque chauffante, protection de paillasse de laboratoire, barrière thermique personnalisable
- Récipient de Digestion Haute Pression avec Revêtement PTFE 50ml Cuve de Synthèse Hydrothermique Haute Température
- Bouchon de Réaction en PTFE Sur Mesure avec Valve et Raccord Intégrés, Système de Bouchon pour Bouteille PFA/FEP Résistant à la Corrosion et Sans Relargage
Les gens demandent aussi
- Comment les vaisseaux de digestion par micro-ondes facilitent-ils l'analyse des aliments et des matériaux biologiques ? Obtenez une analyse de trace précise
- Comment la propriété diélectrique du PTFE bénéficie-t-elle à la digestion assistée par micro-ondes ? Débloquez un chauffage d'échantillon rapide et uniforme
- Quels matériaux sont généralement utilisés pour construire les récipients de digestion par micro-ondes ? Un guide sur le PTFE, le TFM, le PFA et le quartz
- Quels sont les gains d'efficacité opérationnelle obtenus grâce à l'utilisation de récipients de digestion par micro-ondes ? Augmentez le débit et la précision
- Comment le mécanisme de rotation dipolaire chauffe-t-il les récipients de digestion par micro-ondes ? Maîtrisez le transfert d'énergie moléculaire rapide et uniforme



















