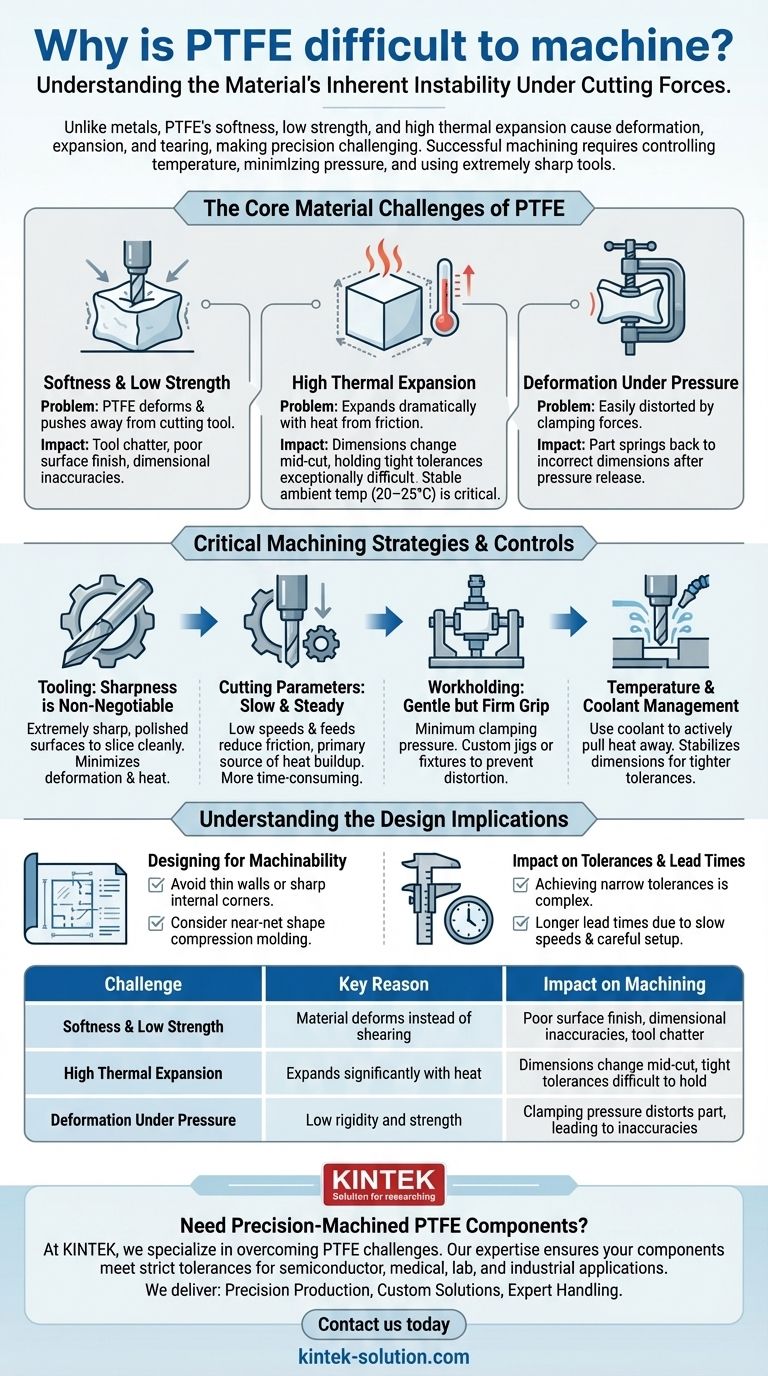
Au fond, le PTFE est difficile à usiner car il est fondamentalement instable sous les forces de coupe. Contrairement aux métaux qui se cisaillent proprement, la combinaison unique de mollesse, de faible résistance et d'un taux de dilatation thermique extrêmement élevé du PTFE provoque sa déformation, son expansion et son déchirage, faisant de la précision un défi majeur.
Le problème central n'est pas la dureté du PTFE, mais son manque de rigidité et sa réaction spectaculaire à la chaleur. Un usinage réussi est un exercice d'équilibre délicat consistant à contrôler la température, à minimiser la pression et à utiliser des outils exceptionnellement tranchants pour trancher le matériau sans le déformer.

Les défis fondamentaux liés au matériau PTFE
Pour usiner efficacement le PTFE, il faut d'abord comprendre les propriétés spécifiques qui le rendent si réactif aux forces physiques. Ces caractéristiques sont inhérentes au matériau et dictent tous les aspects du processus d'usinage.
Le problème de la mollesse et de la faible résistance
Le PTFE est un matériau incroyablement mou. Lorsqu'un outil de coupe entre en contact avec lui, le matériau a tendance à pousser et à se déformer plutôt que de se cisailler en un copeau net.
Cette mollesse peut également entraîner un voilement de l'outil (chatter), où l'outil vibre contre la pièce, ce qui entraîne une mauvaise finition de surface et des imprécisions dimensionnelles.
Dilatation thermique élevée
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi tous les plastiques. Cela signifie qu'il se dilate et se contracte considérablement même avec de légers changements de température.
La friction générée par le processus d'usinage produit de la chaleur, provoquant l'expansion du matériau en cours de coupe. Cela rend le maintien de tolérances serrées exceptionnellement difficile, car les dimensions de la pièce changent constamment.
Le maintien d'une température ambiante stable, idéalement entre 20 et 25 °C (68–77 °F), est essentiel pour minimiser cette variable.
Déformation sous pression
La faible résistance du matériau signifie qu'il peut être facilement déformé par des forces externes. Même la pression de serrage utilisée pour maintenir la pièce dans un étau ou un mandrin peut suffire à la déformer.
Si la pièce est déformée pendant qu'elle est maintenue, elle sera usinée aux mauvaises dimensions. Lorsque la pression est relâchée, la pièce reprendra son état naturel, révélant l'inexactitude.
Stratégies et contrôles d'usinage critiques
Surmonter les défis du PTFE nécessite un processus qui privilégie la finesse à la force. Les bonnes techniques sont conçues pour minimiser l'introduction de chaleur et de pression.
Outillage : La netteté n'est pas négociable
Les outils doivent être extrêmement affûtés avec des surfaces très polies. Un tranchant coupe proprement à travers le matériau, minimisant la déformation et la génération de chaleur.
L'outillage en carbure est souvent préféré pour sa capacité à conserver un tranchant plus longtemps. L'objectif est de cisailler le matériau, et non de le labourer.
Paramètres de coupe : Lent et régulier
Les usineurs doivent utiliser des vitesses de coupe et des avances faibles. Déplacer l'outil plus lentement réduit la friction, qui est la principale source d'accumulation de chaleur provoquant la dilatation thermique.
Ce rythme délibéré est une raison clé pour laquelle l'usinage du PTFE est un processus plus chronophage par rapport à d'autres matériaux.
Maintien de la pièce : Une prise douce mais ferme
Appliquer la pression de serrage minimale nécessaire est essentiel pour éviter de déformer la pièce. Des gabarits ou des montages personnalisés qui soutiennent la pièce sans la comprimer sont souvent nécessaires pour les composants de précision.
Pour les pièces à paroi mince ou délicates, fournir un support interne ou externe pendant l'usinage peut empêcher les parois de s'effondrer ou de se déformer sous la pression de l'outil.
Gestion de la température et du liquide de refroidissement
L'utilisation d'un liquide de refroidissement est fortement recommandée, non pas pour la lubrification, mais pour évacuer activement la chaleur de la pièce et de l'outil de coupe. Cela aide à stabiliser les dimensions de la pièce et permet des tolérances plus serrées.
Comprendre les implications de la conception
Les difficultés inhérentes à l'usinage du PTFE ont des conséquences directes qui doivent être prises en compte lors de la phase de conception de tout composant.
Conception pour l'usinabilité
Les ingénieurs doivent tenir compte des propriétés du matériau. Des caractéristiques telles que des parois extrêmement minces ou des coins internes vifs sont sujettes à la déformation et doivent être conçues avec soin ou évitées si possible.
Commencer avec une forme proche de la forme finale grâce au moulage par compression peut réduire la quantité de matériau à enlever, minimisant ainsi le temps d'usinage et le risque d'erreur.
L'impact sur les tolérances et les délais de livraison
Atteindre et maintenir des gammes de tolérance étroites est une tâche complexe. La combinaison de la dilatation thermique et de la déformation signifie que ce qui est mesuré pendant la coupe peut ne pas être la dimension finale.
Étant donné que le processus nécessite des vitesses lentes, une configuration minutieuse et une manipulation spécialisée, la fabrication de pièces en PTFE personnalisées entraîne souvent des délais de livraison plus longs par rapport aux plastiques techniques plus stables.
Faire le bon choix pour votre application
Utiliser le PTFE avec succès nécessite d'aligner vos objectifs de conception sur les réalités du processus de fabrication.
- Si votre objectif principal est la haute précision : Vous devez privilégier un contrôle strict de la température ambiante, l'utilisation d'outils tranchants avec des liquides de refroidissement et des vitesses d'usinage très lentes.
- Si votre objectif principal est la stabilité des composants : Concevez des pièces avec des caractéristiques robustes telles que des parois plus épaisses et des rayons généreux, et assurez-vous que vos tolérances tiennent compte de la dilatation thermique.
- Si votre objectif principal est de minimiser les coûts et les délais de livraison : Envisagez si un autre matériau, plus facile à usiner, pourrait répondre à vos exigences, ou concevez la pièce pour qu'elle soit moulée aussi près que possible de sa forme finale.
Comprendre ces comportements inhérents au matériau est la clé pour transformer avec succès un bloc de PTFE en un composant fonctionnel et de précision.
Tableau récapitulatif :
| Défi | Raison principale | Impact sur l'usinage |
|---|---|---|
| Mollesse et faible résistance | Le matériau se déforme au lieu de se cisailler | Mauvaise finition de surface, imprécisions dimensionnelles, voilement de l'outil |
| Dilatation thermique élevée | Se dilate considérablement sous l'effet de la chaleur | Les dimensions changent en cours de coupe, difficile de maintenir des tolérances serrées |
| Déformation sous pression | Faible rigidité et résistance | La pression de serrage déforme la pièce, entraînant des inexactitudes |
Besoin de composants en PTFE usinés avec précision ?
Chez KINTEK, nous sommes spécialisés dans la résolution des défis uniques liés à l'usinage du PTFE. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos composants respectent les tolérances les plus strictes pour les applications dans les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Nous fournissons :
- Production de précision : Utilisation d'outils tranchants, de températures contrôlées et d'un maintien de pièce délicat pour minimiser la déformation.
- Solutions personnalisées : Joints, revêtements, verrerie de laboratoire en PTFE sur mesure selon vos spécifications exactes.
- Manipulation experte : Gestion de la dilatation thermique et de la stabilité du matériau pour des pièces fiables et performantes.
Laissez-nous gérer les complexités de l'usinage du PTFE pour vous. Contactez-nous dès aujourd'hui pour discuter de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Tiges en PTFE personnalisables pour applications industrielles avancées
Les gens demandent aussi
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles



















