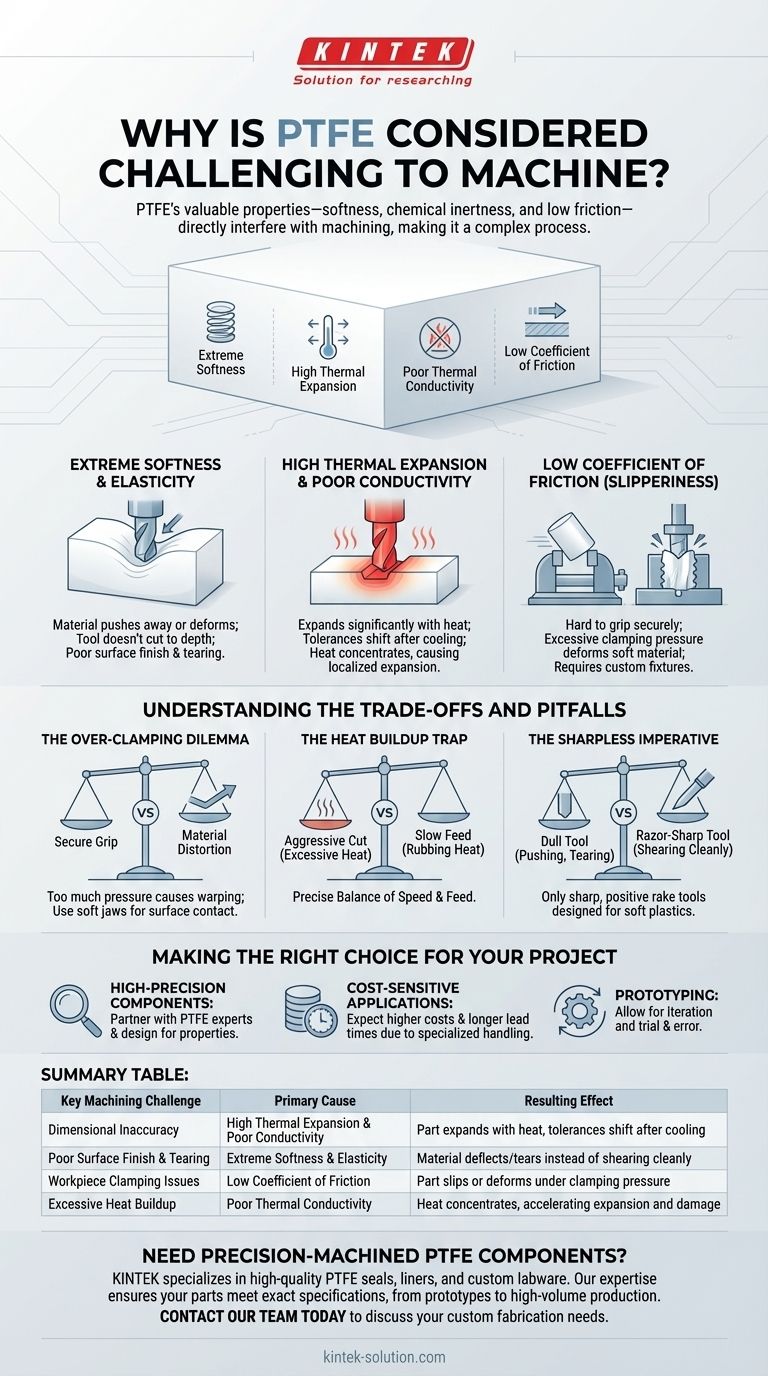
À la base, le polytétrafluoroéthylène (PTFE) est difficile à usiner car ses propriétés les plus précieuses — sa mollesse, son inertie chimique et un coefficient de friction extrêmement bas — interfèrent directement avec le processus d'usinage. Contrairement aux métaux qui se cisaillent proprement, le PTFE a tendance à se déformer, à se déchirer et à se dilater considérablement sous l'effet de la chaleur, nécessitant des outils spécialisés, des arêtes de coupe vives et une gestion minutieuse des effets thermiques pour atteindre la précision.
Le défi central est que les forces physiques de coupe submergent facilement l'intégrité structurelle du PTFE. Le matériau se déforme sous la pression de serrage, dévie de l'outil de coupe et se dilate de manière spectaculaire avec une chaleur minimale, ce qui en fait une lutte constante pour maintenir la pièce stable et conserver la précision dimensionnelle.

Les propriétés fondamentales qui rendent l'usinage difficile
Pour comprendre le défi, nous devons d'abord examiner les caractéristiques fondamentales du matériau. Les raisons mêmes pour lesquelles nous choisissons le PTFE pour des applications telles que les joints et les bagues sont les mêmes qui le rendent résistant aux techniques d'usinage conventionnelles.
Mollesse et élasticité extrêmes
Le PTFE est un matériau exceptionnellement mou qui manque de rigidité. Lorsque l'outil de coupe applique une pression, le matériau a tendance à s'éloigner ou à se déformer élastiquement plutôt que de se cisailler proprement.
Cette déflexion signifie que l'outil risque de ne pas couper à la profondeur souhaitée, entraînant des inexactitudes dimensionnelles. Cela contribue également à une mauvaise finition de surface, car le matériau est plus susceptible d'être déchiré que coupé.
Forte dilatation thermique
Le PTFE possède un coefficient de dilatation thermique très élevé, ce qui signifie qu'il se dilate et se contracte considérablement avec les changements de température. La friction générée par l'outil de coupe crée de la chaleur très rapidement.
Cette chaleur localisée provoque la dilatation du matériau en plein milieu de la coupe, faussant les tolérances. Un trou percé à un diamètre précis peut se rétracter et devenir sous-dimensionné une fois que la pièce refroidit à température ambiante.
Faible conductivité thermique
Aggravant le problème de dilatation, le PTFE est un isolant thermique. Il ne dissipe pas bien la chaleur.
La chaleur générée au point de coupe se concentre, entraînant une dilatation rapide et localisée. Cela fait de la gestion de la température de la pièce une partie critique, et souvent difficile, du processus.
Faible coefficient de friction (Caractère glissant)
Le caractère glissant légendaire du PTFE le rend difficile à saisir fermement dans un étau ou un mandrin sans appliquer une force excessive.
Cela crée un paradoxe : vous devez maintenir la pièce fermement pour l'empêcher de bouger pendant la coupe, mais une pression de serrage trop forte écrasera ou déformera facilement le matériau mou, ruinant les dimensions finales.
Comprendre les compromis et les pièges
L'usinage réussi du PTFE nécessite de naviguer dans plusieurs dilemmes clés où la mauvaise approche garantira une pièce défectueuse. Comprendre ces compromis est crucial pour les usineurs et les concepteurs.
Le dilemme du sur-serrage
L'erreur la plus courante est d'appliquer une pression de serrage excessive pour compenser le caractère glissant du matériau. Cela conduit invariablement à une distorsion, marquant la surface ou déformant de façon permanente la pièce.
La solution implique souvent l'utilisation de montages personnalisés ou de mors souples qui maximisent la surface de contact, permettant une prise sûre avec une pression minimale.
Le piège de l'accumulation de chaleur
Une coupe agressive avec une vitesse d'avance élevée génère une chaleur excessive, provoquant la dilatation de la pièce au-delà de sa plage de tolérance. Inversement, une vitesse d'avance trop lente peut amener l'outil à frotter plutôt qu'à couper, générant également une chaleur importante et une mauvaise finition de surface.
Les usineurs doivent trouver un équilibre précis entre des vitesses de coupe élevées (tours/minute de la broche) et des vitesses d'avance contrôlées, souvent associées à un liquide de refroidissement, pour insérer et retirer rapidement l'outil avant qu'une chaleur significative ne puisse se transférer à la pièce.
L'impératif de netteté
Un outil de coupe émoussé ou mal conçu est le moyen le plus rapide d'échouer. Un outil qui n'est pas extrêmement tranchant se contentera de pousser et de déformer le PTFE, créant des bavures, déchirant la surface et générant une chaleur excessive.
Seuls des outils dotés d'arêtes de coupe à angle de dépouille positif, extrêmement tranchantes et spécifiquement conçus pour les plastiques souples doivent être utilisés. Cela garantit que l'outil cisaille le matériau, au lieu de le déplacer.
Faire le bon choix pour votre projet
La difficulté d'usiner le PTFE a des implications directes sur les calendriers de projet, les coûts et les choix de conception. Tenir compte de ces réalités dès le départ est essentiel pour un résultat réussi.
- Si votre objectif principal est les composants de haute précision : Vous devez vous associer à un atelier d'usinage possédant une expertise spécifique en PTFE et utiliser des conceptions qui tiennent compte des propriétés du matériau.
- Si votre objectif principal est les applications sensibles aux coûts : Sachez que la manipulation spécialisée, l'outillage et les temps de cycle plus lents requis pour le PTFE augmenteront les coûts d'usinage et les délais par rapport à d'autres matériaux.
- Si votre objectif principal est le prototypage : Prévoyez des itérations, car l'obtention des dimensions correctes nécessite souvent des essais et des erreurs pour compenser la pression de l'outil et la dilatation thermique.
En fin de compte, maîtriser l'usinage du PTFE vient de la compréhension et du respect de la nature unique du matériau plutôt que de lutter contre lui.
Tableau récapitulatif :
| Défi d'usinage clé | Cause principale | Effet résultant |
|---|---|---|
| Imprécision dimensionnelle | Forte dilatation thermique et faible conductivité | La pièce se dilate avec la chaleur, les tolérances se décalent après refroidissement |
| Mauvaise finition de surface et déchirures | Mollesse et élasticité extrêmes | Le matériau se déforme/se déchire au lieu de se cisailler proprement |
| Problèmes de serrage de la pièce | Faible coefficient de friction | La pièce glisse ou se déforme sous la pression de serrage |
| Accumulation excessive de chaleur | Faible conductivité thermique | La chaleur se concentre, accélérant la dilatation et les dommages |
Besoin de composants en PTFE usinés avec précision ? Ne laissez pas les défis d'usinage compromettre votre projet. KINTEK se spécialise dans la fabrication de joints, de revêtements et de verrerie de laboratoire personnalisée en PTFE de haute qualité pour les secteurs des semi-conducteurs, du médical et de l'industrie. Notre expertise dans la gestion des propriétés uniques du PTFE garantit que vos pièces respectent des spécifications exactes, du prototype à la production à haut volume. Contactez notre équipe dès aujourd'hui pour discuter de vos besoins de fabrication personnalisée et découvrir la différence KINTEK en matière de précision et de fiabilité.
Guide Visuel
Produits associés
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Quelles sont les fonctions principales et les caractéristiques de conception d'un panier à fleurs en PTFE ? Optimiser le traitement chimique de haute pureté
- Comment les paniers à fleurs en PTFE se comparent-ils aux supports en quartz ou en acier inoxydable ? Maximisez votre ROI avec des solutions à faible TCO
- Quelle est la plage de température de fonctionnement des paniers fleur en PTFE ? Limites thermiques et performances de -200°C à +260°C.
- Quels facteurs contribuent à l'intégrité mécanique à long terme des paniers fleur en PTFE sous cyclage thermique ? Guide d'expert.
- Quel est le principe de fonctionnement d'un panier fleur en PTFE ? Optimiser l'écoulement des fluides et la pureté pour l'immersion chimique



















