En bref, le maintien d'un système de refroidissement efficace est essentiel lors de l'usinage du PTFE car ce matériau est extrêmement sensible à la chaleur. Sans une gestion thermique adéquate, la friction générée par l'outil de coupe produit rapidement de la chaleur, provoquant une dilatation thermique importante. Cela entraîne directement une déformation de la pièce, une mauvaise précision dimensionnelle et un état de surface rugueux.
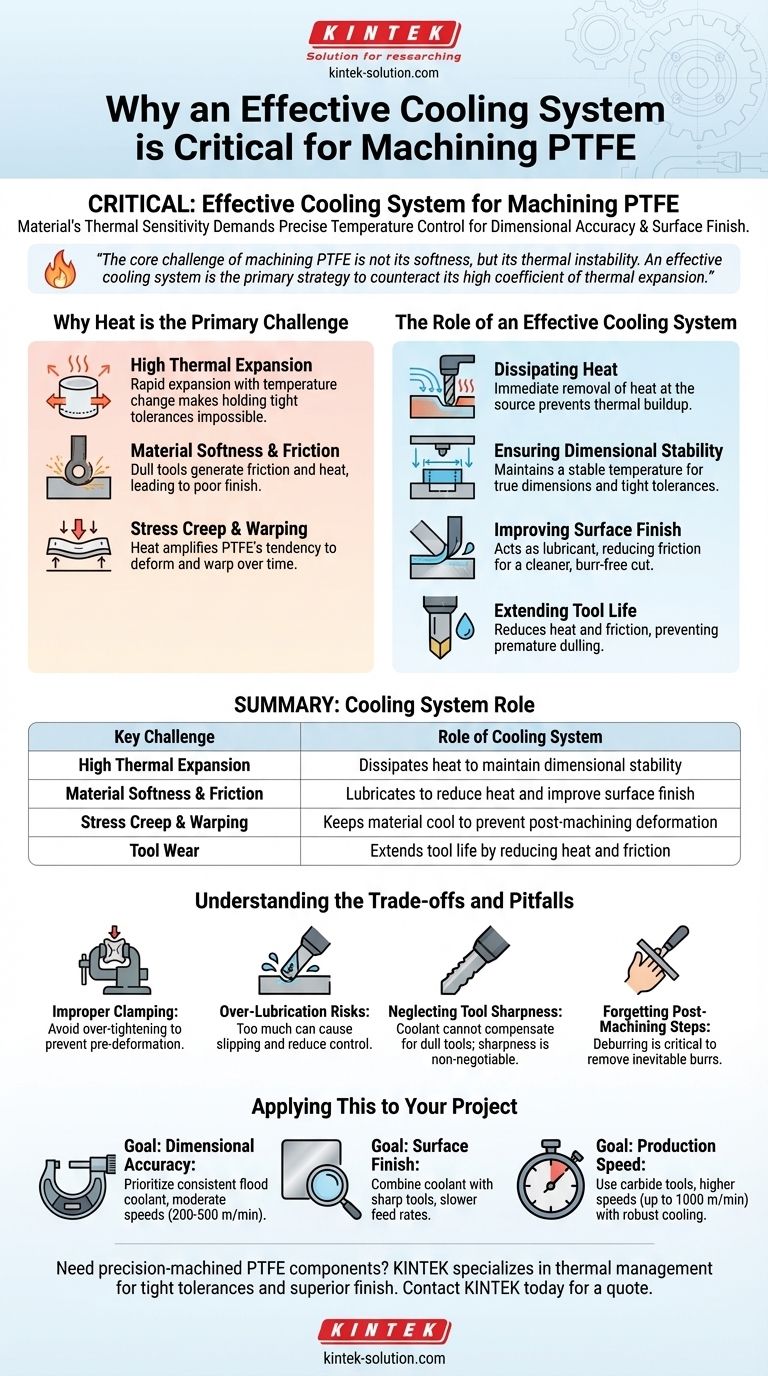
Le défi fondamental de l'usinage du PTFE n'est pas sa mollesse, mais son instabilité thermique. Un système de refroidissement efficace est la principale stratégie pour contrecarrer son coefficient de dilatation thermique élevé, garantissant que la pièce finale respecte ses spécifications dimensionnelles requises.

Pourquoi la chaleur est le principal défi avec le PTFE
Pour comprendre la nécessité du refroidissement, nous devons d'abord comprendre les propriétés inhérentes du matériau. Contrairement aux métaux ou aux plastiques plus durs, les plus grands défis d'usinage du PTFE découlent de sa réponse unique à la température et à la pression.
Coefficient de dilatation thermique élevé
Le PTFE se dilate et se contracte avec les changements de température beaucoup plus que la plupart des autres matériaux d'ingénierie. Même une légère augmentation de la chaleur à l'interface de coupe peut provoquer la croissance de la pièce, rendant impossible le maintien de tolérances serrées.
Mollesse du matériau et friction
Bien que la mollesse du PTFE le rende facile à couper, elle peut également entraîner une friction élevée. Un outil pas parfaitement affûté aura tendance à pousser ou à « labourer » le matériau plutôt qu'à le cisailler proprement, générant une chaleur excessive et une mauvaise finition.
Fluage sous contrainte et déformation
Le PTFE a tendance à « fluer », c'est-à-dire à se déformer lentement sous une pression soutenue. Cet effet est considérablement amplifié par la chaleur, qui détend le matériau et peut provoquer la déformation ou le changement de forme d'une pièce finie après l'usinage.
Le rôle d'un système de refroidissement efficace
Un flux constant de liquide de refroidissement sert plusieurs objectifs, tous visant à contrecarrer les tendances naturelles du matériau et à maintenir le contrôle du processus d'usinage.
Dissipation de la chaleur à la source
La fonction la plus importante d'un liquide de refroidissement est d'éliminer la chaleur de l'outil et de la pièce au moment où elle est générée. Cette action immédiate empêche l'accumulation de chaleur et la dilatation thermique.
Assurer la stabilité dimensionnelle
En maintenant la pièce à une température stable et fraîche, le liquide de refroidissement garantit que les dimensions que vous coupez sont les dimensions réelles du produit final. C'est la clé pour atteindre et maintenir des tolérances serrées.
Amélioration de l'état de surface
Le liquide de refroidissement agit comme un lubrifiant, réduisant la friction entre l'outil et le matériau. Cela favorise une action de cisaillement plus nette, minimisant les surfaces rugueuses et les bavures courantes lors de l'usinage de matériaux tendres comme le PTFE.
Prolongation de la durée de vie de l'outil
En réduisant la chaleur et la friction, le liquide de refroidissement empêche également le tranchant de l'outil de s'émousser prématurément, conduisant à des résultats plus cohérents sur des séries de production plus longues.
Comprendre les compromis et les pièges
Une gestion thermique efficace est plus que la simple application de liquide de refroidissement. Un résultat réussi nécessite une approche holistique qui tient compte d'autres variables.
Pression de serrage inappropriée
Étant donné que le PTFE est tendre et sujet au fluage sous contrainte, serrer excessivement la pièce dans un étau ou un montage est une erreur courante. Cela peut comprimer ou déformer le matériau avant même d'effectuer une coupe, rendant la précision dimensionnelle impossible.
Risques de sur-lubrification
Bien qu'une certaine lubrification aide, une quantité excessive de lubrifiant peut être contre-productive. Cela peut faire glisser l'outil ou rendre difficile le maintien d'un contrôle précis, en particulier lors d'opérations de finition délicates.
Négliger la netteté de l'outil
Le liquide de refroidissement ne peut pas compenser un outil émoussé. Un outil de coupe affûté et poli en acier rapide (HSS) ou en carbure est non négociable, car il coupe avec une friction et une génération de chaleur minimales.
Oublier les étapes post-usinage
Même avec un refroidissement et un outillage optimaux, la mollesse du PTFE signifie que les bavures sont presque inévitables. L'ébavurage est une étape finale critique pour éliminer les bords tranchants qui peuvent causer des problèmes lors de l'assemblage ou entraîner une défaillance prématurée de la pièce.
Application à votre projet
Utilisez votre objectif principal pour déterminer votre concentration.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez un système de refroidissement par inondation constant et utilisez des vitesses de coupe modérées (200-500 m/min) pour éliminer la dilatation thermique.
- Si votre objectif principal est l'état de surface : Combinez le liquide de refroidissement avec des outils de coupe extrêmement nets et polis et des vitesses d'avance plus lentes pour assurer une action de cisaillement nette qui minimise le déchirement du matériau.
- Si votre objectif principal est la vitesse de production : Utilisez des outils à pointe de carbure à l'extrémité supérieure de la plage de vitesse recommandée (jusqu'à 1000 m/min), mais assurez-vous que votre système de refroidissement est suffisamment robuste pour gérer la charge thermique accrue.
En fin de compte, maîtriser l'usinage du PTFE signifie respecter ses propriétés thermiques et utiliser le refroidissement comme votre principal outil de contrôle.
Tableau récapitulatif :
| Défi clé | Rôle du système de refroidissement |
|---|---|
| Dilatation thermique élevée | Dissipe la chaleur pour maintenir la stabilité dimensionnelle |
| Mollesse du matériau et friction | Lubrifie pour réduire la chaleur et améliorer l'état de surface |
| Fluage sous contrainte et déformation | Maintient le matériau au frais pour prévenir la déformation post-usinage |
| Usure de l'outil | Prolonge la durée de vie de l'outil en réduisant la chaleur et la friction |
Besoin de composants en PTFE usinés avec précision qui répondent à vos spécifications exactes ?
Chez KINTEK, nous sommes spécialisés dans l'usinage du PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Nous comprenons que le contrôle de la chaleur est la clé pour obtenir la précision dimensionnelle et un état de surface supérieur dans chaque pièce.
Nous fournissons :
- Gestion thermique experte : Nos techniques de refroidissement avancées préviennent la déformation et assurent des tolérances serrées.
- Fabrication sur mesure : Des prototypes aux commandes à haut volume, nous livrons des joints, des revêtements et des articles de laboratoire en PTFE de précision.
- Expertise des matériaux : Nous tirons parti d'outils tranchants et de paramètres d'usinage optimaux pour des résultats impeccables.
Laissez-nous gérer les complexités de l'usinage du PTFE pour vous. Contactez KINTEK dès aujourd'hui pour obtenir un devis et découvrir comment notre production de précision peut bénéficier à votre projet.
Guide Visuel
Produits associés
- Système de reflux à condensation d'acide fluorhydrique en PTFE résistant à la haute température, avec ampoule à décanter et bocal de collecte en PFA
- Appareil de reflux à condensation PTFE et de collecte de gaz pour le traitement biochimique corrosif Système haute température personnalisable
- Appareil de reflux à condensation PTFE personnalisé avec serpentin et système de collecte par flacon pour le traitement de produits chimiques corrosifs
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Système de réaction continu en PTFE : Entonnoir à pression constante à double enveloppe, résistant à la corrosion et au HF, personnalisable
Les gens demandent aussi
- Quels sont les avantages spécifiques de l'utilisation de tubes de condenseur en PTFE dans l'industrie de la transformation chimique ? Maximiser la pureté du laboratoire
- Quels avantages en matière de maintenance les tubes de condenseur en PTFE offrent-ils par rapport aux tubes métalliques ? Réduisez les temps d'arrêt et les défaillances corrosives
- Comment la faible énergie de surface du PTFE profite-t-elle au processus de condensation ? Amélioration du transfert de chaleur et prévention de l'encrassement
- Quel rôle jouent les tubes condenseurs en PTFE dans la fabrication de semi-conducteurs et d'électronique ? Garantir une pureté ultra-élevée
- Comment les tubes de condenseur en PTFE relèvent-ils le défi de la faible conductivité thermique ? Optimisation géométrique et conception à paroi mince