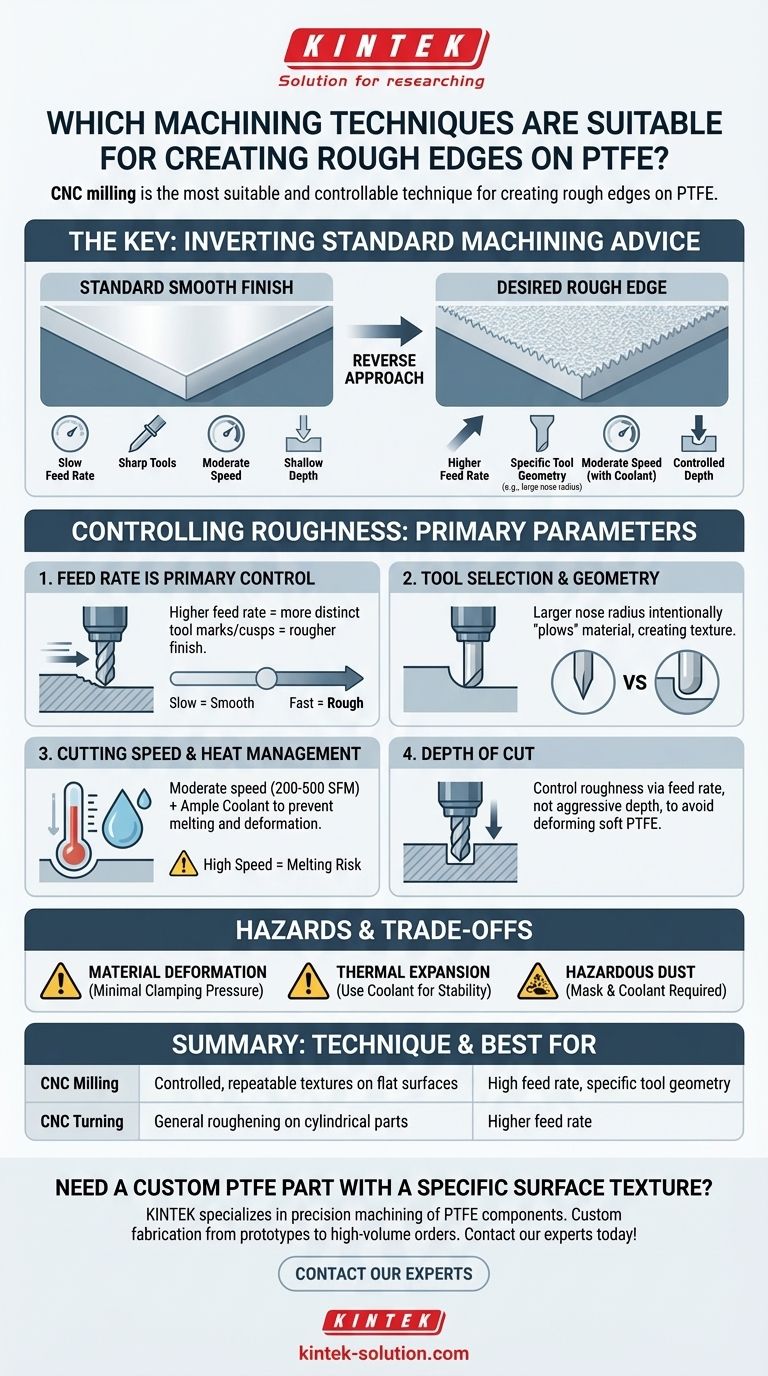
En bref, le fraisage CNC est la technique la plus appropriée et la plus contrôlable pour créer des bords rugueux sur le PTFE. Bien que d'autres méthodes comme le tournage puissent également être utilisées, le fraisage offre une flexibilité supérieure pour générer des textures de surface spécifiques et reproductibles en manipulant précisément l'outillage et les paramètres de coupe.
La clé pour obtenir une finition rugueuse sur le PTFE n'est pas de choisir un processus d'usinage unique, mais d'ajuster intentionnellement les paramètres d'usinage standard — tels que la vitesse d'avance et le choix de l'outil — pour aller à l'encontre de l'objectif habituel d'une surface lisse.

Pourquoi les conseils d'usinage standard doivent être inversés
Le polytétrafluoroéthylène (PTFE) est un polymère exceptionnellement mou et sensible à la chaleur. La plupart des guides d'usinage se concentrent sur la manière de surmonter ces propriétés pour obtenir une finition lisse et des tolérances serrées.
Pour créer un bord rugueux, vous devez délibérément tirer parti de ces propriétés en modifiant l'approche standard. Cela nécessite un équilibre minutieux, car des techniques agressives peuvent facilement entraîner une déformation du matériau, une fusion ou une mauvaise précision dimensionnelle.
Le rôle du fraisage CNC
Le fraisage CNC utilise un outil de coupe rotatif à plusieurs dents pour enlever de la matière d'une pièce stationnaire. Cette méthode est idéale pour créer des textures car vous pouvez contrôler la trajectoire de l'outil avec une extrême précision sur une surface. Elle vous permet de créer de tout, d'une finition rugueuse uniforme à des textures complexes et dessinées.
Le rôle du tournage CNC
Le tournage CNC est principalement utilisé pour les pièces cylindriques. Un outil à pointe unique se déplace le long d'une pièce en rotation. Bien qu'il puisse être utilisé pour créer une finition rugueuse (souvent visible sous forme de fines rainures), il est moins polyvalent que le fraisage pour générer des textures complexes ou non uniformes sur des bords plats.
Contrôler la rugosité : les paramètres d'usinage clés
L'obtention d'une rugosité spécifique est une fonction de la manière dont l'outil de coupe interagit avec le matériau. Les leviers de contrôle principaux sont les paramètres suivants.
H3 : La vitesse d'avance est votre contrôle principal
La vitesse d'avance — la rapidité avec laquelle la pièce se déplace par rapport à l'outil de coupe — a l'impact le plus direct sur la rugosité de surface.
Pour une finition lisse, les opérateurs utilisent une vitesse d'avance lente. Pour obtenir une finition plus rugueuse, vous devez utiliser une vitesse d'avance plus élevée. Cela amène l'outil à laisser des marques ou des « cuspides » plus distinctes sur la surface du matériau à chaque passage.
H3 : Le choix et la géométrie de l'outil sont importants
Le conseil standard préconise des outils extrêmement tranchants, souvent en acier rapide (HSS) ou en carbure, pour cisailler proprement le matériau.
Pour augmenter la rugosité, envisagez d'utiliser un outil avec une géométrie spécifique, comme un rayon de nez plus grand. Cela peut intentionnellement « labourer » le matériau dans une faible mesure, créant une finition plus texturée qu'un outil pointu et tranchant.
H3 : La vitesse de coupe et la gestion de la chaleur
Le PTFE a un coefficient de dilatation thermique élevé et ne dissipe pas bien la chaleur. Bien que des vitesses de coupe élevées puissent contribuer à une finition plus rugueuse, elles risquent également de faire fondre le matériau.
Il est essentiel de travailler dans une plage de vitesse modérée (200 à 500 pieds de surface par minute) et d'utiliser un liquide de refroidissement abondant pour gérer la température. Cela empêche la surface de fondre et garantit que la rugosité est due à la coupe mécanique, et non à des dommages thermiques.
H3 : Profondeur de passe
Une faible profondeur de passe est recommandée pour une finition lisse. Bien qu'une coupe plus profonde puisse induire plus de pression d'outil et de vibration, augmentant potentiellement la rugosité, elle augmente également considérablement le risque de déformer le PTFE mou. Il est généralement préférable de contrôler la rugosité via la vitesse d'avance plutôt que par une profondeur de passe agressive.
Comprendre les compromis et les dangers
L'usinage du PTFE présente des défis uniques qui doivent être gérés, surtout lorsque l'on s'écarte des procédures standard.
H3 : Déformation du matériau
Le PTFE est mou et peut être facilement comprimé. Une pression de serrage minimale est essentielle. Un serrage excessif de la pièce dans un étau entraînera sa déformation, ce qui se traduira par des dimensions inexactes une fois la pièce relâchée.
H3 : Dilatation thermique
Étant donné que le PTFE se dilate considérablement avec la chaleur, toute augmentation de température pendant l'usinage fera gonfler la pièce. Cela rend difficile l'obtention de tolérances serrées. L'utilisation d'un liquide de refroidissement n'est pas seulement pour la finition ; elle est essentielle pour la stabilité dimensionnelle.
H3 : Poussière dangereuse
L'usinage du PTFE produit une poussière de particules fines. Cette poussière peut être dangereuse si elle est inhalée. Portez toujours un masque ou assurez-vous que le travail est effectué sous un flux constant de liquide de refroidissement pour supprimer la création de poussière.
Faire le bon choix pour votre objectif
Votre approche doit être dictée par le type de rugosité dont vous avez besoin et la précision qu'exige votre application.
- Si votre objectif principal est une texture contrôlée et reproductible : Utilisez le fraisage CNC et privilégiez la manipulation de la vitesse d'avance tout en utilisant une géométrie d'outil spécifique et un liquide de refroidissement généreux.
- Si votre objectif principal est un aspect rugueux général pour l'adhérence : Une opération de tournage ou de fraisage plus rapide avec une vitesse d'avance plus élevée peut suffire, mais surveillez toujours l'accumulation de chaleur.
- Si votre objectif principal est la sécurité et la précision : Utilisez toujours un liquide de refroidissement pour gérer la dilatation thermique et supprimer la poussière dangereuse, et appliquez une pression de serrage minimale pour éviter la déformation.
En fin de compte, obtenir la bonne finition rugueuse sur le PTFE est un processus délibéré d'équilibrage de ces paramètres pour obtenir la texture dont vous avez besoin sans compromettre l'intégrité de la pièce.
Tableau récapitulatif :
| Technique | Idéal pour | Paramètre clé pour la rugosité |
|---|---|---|
| Fraisage CNC | Textures contrôlées et reproductibles sur surfaces planes | Vitesse d'avance élevée, géométrie d'outil spécifique |
| Tournage CNC | Rugosité générale sur pièces cylindriques | Vitesse d'avance plus élevée |
Besoin d'une pièce en PTFE personnalisée avec une texture de surface spécifique ?
Chez KINTEK, nous sommes spécialisés dans l'usinage de précision de composants en PTFE tels que les joints, les revêtements et la verrerie de laboratoire. Notre expertise dans l'équilibrage des paramètres tels que la vitesse d'avance et le choix de l'outil nous permet de créer la finition rugueuse exacte dont vous avez besoin pour les applications dans les secteurs des semi-conducteurs, médical, laboratoire et industriel — tout en assurant la précision dimensionnelle et l'intégrité du matériau.
Nous offrons la fabrication sur mesure, du prototype aux commandes à haut volume. Contactez nos experts dès aujourd'hui pour discuter de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Pot de broyage personnalisé en PTFE pour broyeur à boulets 50ml – Récipient de broyage de laboratoire résistant à la corrosion à faible bruit de fond
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application
- Comment le PTFE se compare-t-il au polyéthylène (PE) en termes de résistance chimique et thermique ? Choisissez le bon polymère pour les conditions extrêmes
- Comment le PTFE minimise-t-il la contamination des échantillons ? Assurez une pureté inégalée pour les analyses critiques
- Quels types de produits finis sont fabriqués à partir de PTFE ? Joints, paliers, verrerie de laboratoire et plus encore



















