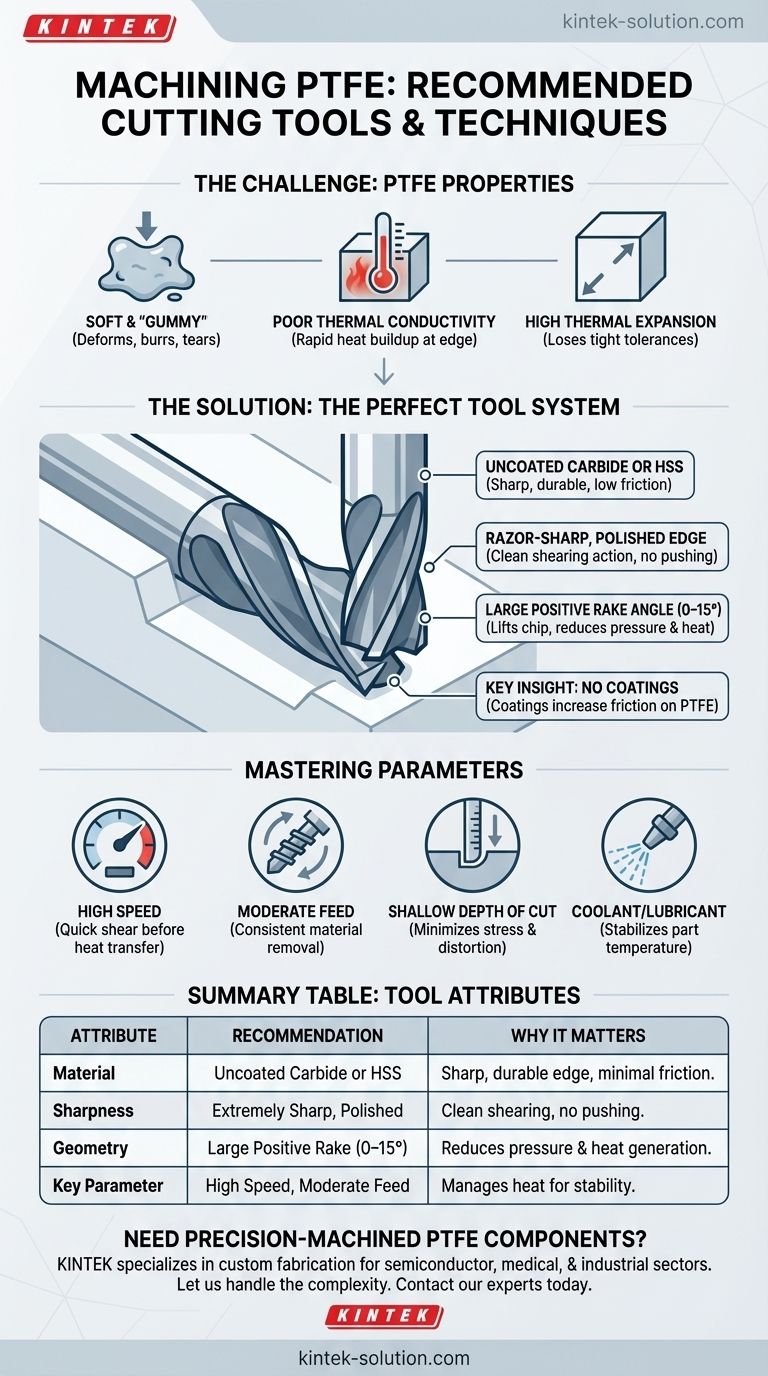
Pour l'usinage du PTFE, les outils les plus recommandés sont des fraises en carbure ou en acier rapide (HSS) extrêmement affûtées et non revêtues. Ces outils doivent présenter des arêtes de coupe polies et de grands angles de dépouille positifs. Cette combinaison spécifique est conçue pour cisailler proprement le matériau tendre plutôt que de le pousser, ce qui minimise la friction, la génération de chaleur et la déformation du matériau.
Le défi fondamental dans l'usinage du polytétrafluoroéthylène (PTFE) n'est pas sa dureté, mais sa mollesse, sa faible conductivité thermique et sa forte dilatation thermique. Le succès dépend moins du matériau de l'outil seul que d'un système complet — géométrie de l'outil, acuité et paramètres d'usinage — tous optimisés pour obtenir une action de tranchage nette avec un apport de chaleur minimal.

Pourquoi l'usinage du PTFE est un défi unique
Le PTFE se comporte très différemment des métaux et même d'autres plastiques lors de l'usinage. Comprendre ses propriétés fondamentales est essentiel pour comprendre pourquoi des outils et des techniques spécifiques sont nécessaires.
Il est mou et « gommeux »
Le PTFE est un matériau mou qui a tendance à se déformer ou à se déchirer sous la pression plutôt que de s'écailler proprement comme un métal. Un outil incorrect « labourera » le matériau, créant une mauvaise finition de surface et des bavures importantes.
Il a une faible conductivité thermique
Le matériau ne dissipe pas bien la chaleur. Toute friction due au processus de coupe provoque une accumulation rapide de chaleur juste au niveau du tranchant de l'outil, ce qui peut facilement provoquer la fusion du PTFE et encrasser la fraise.
Il se dilate considérablement avec la chaleur
Le PTFE a un coefficient de dilatation thermique très élevé. Même une légère augmentation de la température pendant l'usinage peut provoquer la dilatation de la pièce, rendant impossible le maintien de tolérances dimensionnelles serrées. La pièce peut être conforme aux spécifications lorsqu'elle est chaude, mais hors spécifications une fois refroidie.
Sélectionner le bon outil de coupe : un examen plus approfondi
L'outil de coupe idéal pour le PTFE est conçu pour contrecarrer les défis mentionnés ci-dessus. L'accent est entièrement mis sur la réduction de la friction et des forces de coupe.
Matériau de l'outil : Carbure et HSS
Les outils à pointe de carbure ou en carbure massif sont souvent préférés. Leur principal avantage est la capacité d'être rectifiés pour obtenir un tranchant très net et durable, ce qui est essentiel pour une action de cisaillement nette.
L'acier rapide (HSS) est également une excellente option largement utilisée. Comme le carbure, il peut être affûté à la netteté nécessaire pour le PTFE.
Le rôle critique de la géométrie de l'outil
La forme et l'état de l'outil sont plus importants que le matériau dont il est fait.
Une netteté extrême et des arêtes polies sont non négociables. Une arête extrêmement affûtée, polie ou rodée tranche le matériau avec une force minimale, réduisant la friction et la chaleur. Les outils émoussés provoqueront immédiatement des problèmes.
Les angles de dépouille positifs sont essentiels. Un grand angle de dépouille positif (souvent dans la plage de 0 à 15 degrés) aide à soulever le copeau de PTFE et à le guider efficacement loin de la pièce. Cela réduit considérablement la pression de coupe et la génération de chaleur.
L'avantage du non-revêtement est une idée clé. Bien que les revêtements comme le nitrure de titane (TiN) soient bénéfiques pour l'usinage des métaux durs, ils peuvent augmenter la friction lors de la coupe du PTFE mou. Une surface d'outil simple, non revêtue mais très polie, est supérieure pour cette application.
Maîtriser les paramètres d'usinage
Le bon outil n'est efficace que lorsqu'il est associé aux bons paramètres de processus. Votre objectif est de faire entrer et sortir l'outil de la coupe avant que la chaleur n'ait le temps de s'accumuler dans la pièce.
Vitesses élevées et avances modérées
Des vitesses de coupe élevées (par exemple, 200–500 m/min ou 656–1640 pieds/min) sont recommandées. Cela permet au tranchant affûté d'effectuer un cisaillement net avant qu'une chaleur significative ne puisse être transférée à la pièce.
Associez cela à une vitesse d'avance modérée (par exemple, 0,1–0,2 mm/rev). Cela assure une élimination constante du matériau sans s'attarder au même endroit, ce qui générerait un excès de chaleur.
Faible profondeur de passe
Utilisez une faible profondeur de passe (par exemple, 0,5–1,5 mm). Prendre des passes légères minimise le stress sur le matériau, l'empêchant de se déformer, de fléchir loin de la fraise ou d'accumuler un excès de chaleur.
L'importance du refroidissement
L'utilisation d'un liquide de refroidissement ou d'un lubrifiant peut être très efficace pour gérer la petite quantité de chaleur générée. Cela aide à stabiliser la température de la pièce et à améliorer la précision dimensionnelle.
Pièges courants à éviter
Même avec la bonne configuration, les erreurs sont courantes en raison de la nature unique du PTFE.
Déformation du matériau, pas coupe
Si vous observez des bavures importantes ou une finition de surface « maculée », c'est un signe clair que votre outil est émoussé ou a une géométrie incorrecte. L'outil pousse le matériau de côté au lieu de le couper.
Accumulation de chaleur et fusion
La fusion visible ou les copeaux collant à l'outil indiquent une friction excessive. Cela est généralement causé par un outil émoussé, un revêtement inapproprié ou des paramètres incorrects (par exemple, vitesse trop faible ou vitesse d'avance trop élevée).
Incapacité à respecter les tolérances
N'oubliez pas que le PTFE bouge avec la température. Une bonne règle empirique pour le PTFE standard est une tolérance de +/- 0,001 pouce par pouce de dimension. Obtenir quelque chose de plus serré nécessite un contrôle de processus exceptionnel et un environnement stable.
Faire le bon choix pour votre objectif
Vos choix d'outillage et de processus spécifiques doivent s'aligner sur le résultat souhaité.
- Si votre objectif principal est une haute précision et des tolérances serrées : Utilisez des outils en carbure non revêtus extrêmement affûtés dans une machine CNC et appliquez un liquide de refroidissement pour maintenir la stabilité thermique.
- Si votre objectif principal est une bonne finition de surface et une fabrication générale : Mettez l'accent sur un outil HSS ou en carbure d'une netteté exceptionnelle avec un angle de dépouille positif élevé et assurez-vous que vos vitesses de coupe sont élevées.
- Si vous rencontrez de la fusion ou des bavures importantes : Votre première étape devrait toujours être d'inspecter l'outil pour vérifier sa netteté et vous assurer qu'il n'est pas revêtu, puis de vérifier vos vitesses et avances.
En fin de compte, l'usinage réussi du PTFE est un processus de finesse qui privilégie la netteté et la gestion de la chaleur par rapport à la force.
Tableau récapitulatif :
| Attribut de l'outil | Recommandation pour le PTFE | Pourquoi c'est important |
|---|---|---|
| Matériau | Carbure ou HSS non revêtu | Fournit un tranchant net et durable avec une friction minimale. |
| Netteté | Tranchant extrêmement net et poli | Assure une action de cisaillement nette au lieu de pousser le matériau. |
| Géométrie | Grand angle de dépouille positif (0–15°) | Réduit la pression de coupe et la génération de chaleur en soulevant efficacement le copeau. |
| Paramètre clé | Vitesse élevée, avance modérée, coupe peu profonde | Gère l'accumulation de chaleur pour maintenir la stabilité dimensionnelle. |
Besoin de composants en PTFE usinés avec précision ?
L'usinage du PTFE selon des spécifications exactes nécessite une expertise et les bons outils. KINTEK est spécialisé dans la fabrication sur mesure de composants en PTFE de haute qualité — y compris des joints, des revêtements et de la verrerie de laboratoire — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Nous mettons à profit notre connaissance approfondie des matériaux et nos capacités de production de précision pour livrer des pièces qui respectent vos tolérances les plus strictes, du prototype aux commandes à haut volume.
Laissez-nous gérer la complexité. Contactez nos experts dès aujourd'hui pour discuter des exigences de votre projet.
Guide Visuel
Produits associés
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Dispositif de découpe et d'équipartition de membranes carrées en PTFE de haute pureté pour l'analyse des traces et les centres de contrôle des maladies, propre, antiadhésif et sans lixiviation
Les gens demandent aussi
- Quels produits chimiques sont entièrement compatibles avec les filtres en PTFE ? Découvrez une résistance chimique inégalée
- Comment l'hydrophobie des filtres en PTFE bénéficie-t-elle de leur utilisation ? Assurer un débit de gaz ininterrompu et la filtration des solvants
- Quelles sont les caractéristiques structurelles et les principes de fabrication des membranes filtrantes en polytétrafluoroéthylène (PTFE) ?
- Quelle résistance à la température offrent les filtres en PTFE ? Stabilité thermique inégalée de -200°C à +260°C
- Quelle est la composition chimique et la résistance à la température des membranes filtrantes en PTFE ? Spécifications essentielles pour les laboratoires



















