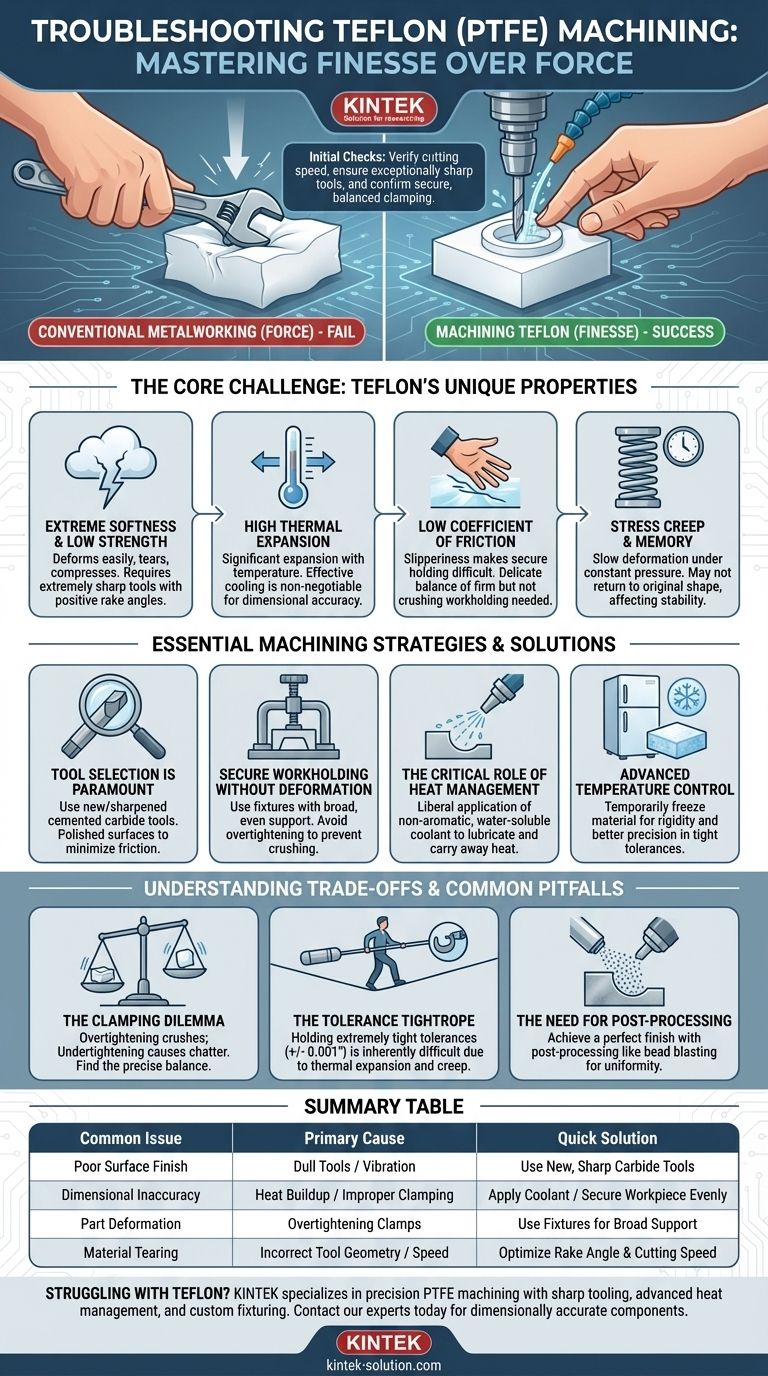
Lors du dépannage de l'usinage du Téflon, les étapes les plus immédiates et efficaces consistent à vérifier que votre vitesse de coupe est appropriée, à vous assurer que vos outils sont exceptionnellement tranchants et à confirmer que la pièce est solidement serrée pour éviter les vibrations et les mouvements. Ces trois facteurs sont les coupables les plus courants d'une mauvaise finition de surface et d'une imprécision dimensionnelle.
Le défi fondamental de l'usinage du Téflon (PTFE) n'est pas sa dureté, mais sa combinaison unique de douceur, de glissance et de dilatation thermique élevée. Le succès exige d'abandonner les approches conventionnelles de travail des métaux et de se concentrer plutôt sur des techniques qui gèrent ces propriétés avec finesse plutôt qu'avec force.

Le Défi Principal : Comprendre les Propriétés Uniques du Téflon (PTFE)
Pour passer du dépannage à la véritable maîtrise, vous devez comprendre les caractéristiques inhérentes du matériau. Chaque propriété influence directement la stratégie d'usinage requise.
Douceur Extrême et Faible Résistance
Le Téflon se déforme facilement sous pression. Contrairement aux métaux, il se comprime ou se déchire plutôt que de cisailler proprement si les outils ou les forces incorrects sont appliqués.
Ceci nécessite l'utilisation d'outils extrêmement tranchants avec des angles de dépouille positifs et un dégagement important pour trancher proprement le matériau sans le comprimer.
Forte Dilatation Thermique
Le matériau présente un coefficient de dilatation thermique très élevé, ce qui signifie qu'il se dilate et se contracte considérablement avec les changements de température. Même la chaleur mineure générée par la friction de coupe peut ruiner la précision dimensionnelle.
Cela fait de la gestion efficace du refroidissement et de la chaleur une partie non négociable du processus.
Faible Coefficient de Friction
Bien qu'utile dans son application finale, la glissance du Téflon le rend notoirement difficile à maintenir fermement. Il peut facilement glisser dans un mandrin ou un étau pendant l'usinage.
Le maintien de la pièce doit être suffisamment ferme pour éviter tout mouvement ou vibration, mais pas si serré qu'il déforme le matériau tendre. C'est un équilibre délicat.
Fluage sous Contrainte et Mémoire
Le Téflon est sujet au « fluage sous contrainte », ce qui signifie qu'il se déforme lentement avec le temps lorsqu'il est maintenu sous pression constante. Lorsque la pression de serrage est relâchée, il peut ne pas retrouver sa forme initiale, affectant la stabilité de la pièce finale.
Stratégies et Solutions d'Usinage Essentielles
Sur la base de ces propriétés, un ensemble spécifique de stratégies s'est avéré efficace pour obtenir des résultats de haute qualité.
Le Choix de l'Outil est Primordial
Vos outils de coupe sont le facteur le plus important. Utilisez toujours des outils neufs ou fraîchement affûtés.
Choisissez des outils en carbure cémenté avec des surfaces très polies pour minimiser la friction et empêcher le matériau de coller au tranchant de l'outil. La géométrie de l'outil doit être conçue pour améliorer l'évacuation des copeaux et prévenir l'encrassement.
Maintien de la Pièce sans Déformation
Un support approprié du matériau est essentiel. Utilisez des dispositifs de fixation qui offrent un support large et uniforme à la pièce.
Évitez de trop serrer les brides. L'objectif est d'immobiliser la pièce pour éviter le martèlement et les vibrations sans l'écraser ou déformer sa forme.
Le Rôle Critique de la Gestion de la Chaleur
La chaleur est l'ennemie de la précision lors de l'usinage du Téflon. L'application constante et abondante de liquide de refroidissement est essentielle.
Utilisez un liquide de refroidissement hydrosoluble non aromatique pour lubrifier la coupe, réduire la friction et évacuer la chaleur, assurant ainsi la stabilité dimensionnelle.
Contrôle Avancé de la Température
Pour les pièces nécessitant les tolérances les plus serrées, une technique plus avancée consiste à congeler temporairement le matériau avant et pendant l'usinage.
La congélation rend le Téflon plus rigide et moins sujet à la déformation, permettant des coupes plus précises. Cela aide également à contrôler les effets de la dilatation thermique.
Comprendre les Compromis et les Pièges Courants
L'usinage du Téflon implique de trouver un équilibre entre des exigences contradictoires, et la conscience de ces compromis est essentielle pour éviter les échecs courants.
Le Dilemme du Serrage
Le piège le plus courant est un maintien de pièce inapproprié. Un serrage excessif écrasera la pièce et induira des contraintes, tandis qu'un serrage insuffisant provoquera du martèlement, une mauvaise finition de surface et des coupes imprécises. Trouver l'équilibre précis est une question d'expérience.
La Corde Raide des Tolérances
En raison de sa dilatation thermique et de sa tendance au fluage, le maintien de tolérances extrêmement serrées (+/- 0,001 pouce) est intrinsèquement difficile. Cela nécessite un contrôle de processus impeccable, y compris des températures ambiantes stables et un refroidissement constant.
Le Besoin de Post-Traitement
Obtenir une finition parfaite directement à la sortie de la machine peut être difficile. Il est courant d'inclure une étape de post-traitement, telle que le sablage fin (bead blasting), pour obtenir une surface finale uniforme et lisse.
Faire le Bon Choix pour Votre Objectif
Sélectionnez votre objectif principal pour déterminer les ajustements les plus critiques.
- Si votre objectif principal est une haute précision et des tolérances serrées : Privilégiez une gestion agressive de la chaleur avec des liquides de refroidissement et envisagez de congeler la pièce.
- Si votre objectif principal est une finition de surface supérieure : Concentrez-vous sur l'utilisation d'outils en carbure exceptionnellement tranchants et polis et assurez-vous de l'absence totale de vibration de la pièce.
- Si votre objectif principal est simplement d'éviter les échecs courants : Maîtrisez les fondamentaux d'un maintien de pièce sûr (mais non écrasant) et de l'utilisation des bonnes vitesses de coupe.
En fin de compte, maîtriser l'usinage du Téflon, c'est respecter les propriétés uniques du matériau, et non lutter contre elles.
Tableau Récapitulatif :
| Problème Courant | Cause Principale | Solution Rapide |
|---|---|---|
| Mauvaise Finition de Surface | Outils Ternis / Vibration | Utiliser des Outils en Carbure Neufs et Tranchants |
| Imprécision Dimensionnelle | Accumulation de Chaleur / Maintien Inapproprié | Appliquer du Liquide de Refroidissement / Fixer la Pièce Uniformément |
| Déformation de la Pièce | Serrage Excessif des Brides | Utiliser des Dispositifs de Fixation pour un Support Large |
| Déchirure du Matériau | Géométrie / Vitesse de l'Outil Incorrecte | Optimiser l'Angle de Dépouille et la Vitesse de Coupe |
Vous avez des difficultés avec les propriétés uniques du Téflon ? KINTEK est spécialisée dans l'usinage de précision du PTFE pour les industries des semi-conducteurs, médicales et de laboratoire. Nous utilisons des outils tranchants, une gestion thermique avancée et des dispositifs de fixation personnalisés pour surmonter la douceur, la dilatation thermique et le fluage sous contrainte – livrant des joints, des revêtements et des articles de laboratoire dimensionnellement précis, du prototype aux commandes à haut volume.
Contactez nos experts dès aujourd'hui pour discuter de vos besoins en composants PTFE personnalisés.
Guide Visuel
Produits associés
- Outil d'échantillonnage biopharmaceutique réutilisable blanc, résistant à la corrosion, échantillonneur solide PTFE haute température
- Gobelet d'échantillonnage en PTFE résistant à la corrosion Pelle d'échantillonnage en PTFE fabriquée sur mesure Outils de laboratoire en fluoropolymère pour l'échantillonnage
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Cuiller rainée en PTFE résistante aux hautes températures, taille et nombre de trous personnalisables pour laboratoires biochimiques - Écumeoire Téflon haute pureté sans lessivage
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
Les gens demandent aussi
- Comment appelle-t-on couramment le PTFE et quelles sont ses principales propriétés ? Libérez la puissance du Teflon™
- Comment le Téflon résiste-t-il à la corrosion et aux produits chimiques ? Découvrez le secret de son bouclier moléculaire
- Quels sont les inconvénients du PTFE/Téflon ? Comprendre ses limites mécaniques et de fabrication
- Comment les outillages en PTFE soutiennent la fabrication de batteries à électrodes sèches : solutions de précision pour le stockage d'énergie sans solvant
- Quelles sont les meilleures pratiques pour la sélection des outils lors de l'usinage du Téflon ? Atteignez la précision avec les bons outils



















