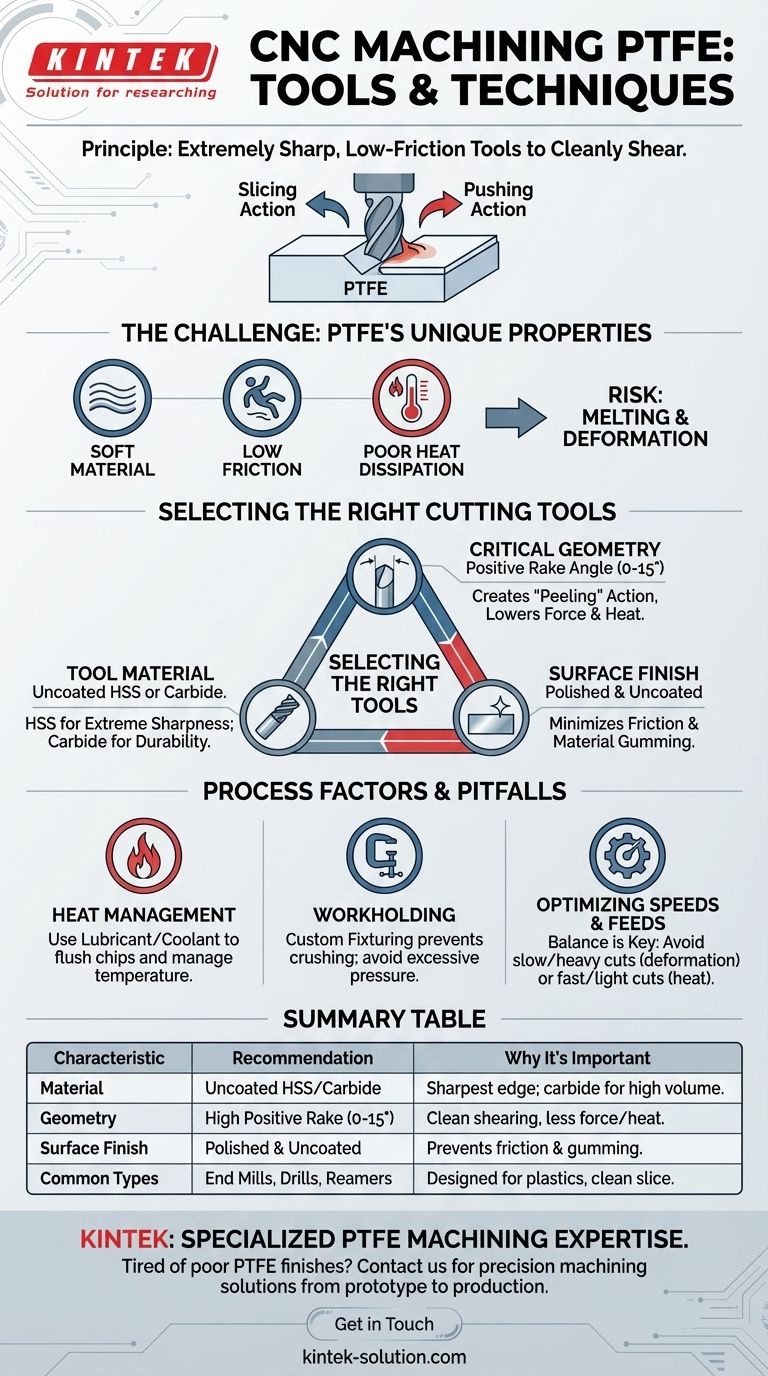
Pour usiner le PTFE avec succès, vous avez besoin d'outils de coupe avec des arêtes extrêmement vives, une géométrie spécifique et des surfaces à faible friction. Les outils les plus courants et les plus efficaces sont les fraises, forets et alésoirs en acier rapide (HSS) non revêtus ou en carbure, qui présentent un angle de coupe positif élevé pour cisailler proprement le matériau souple plutôt que de le pousser.
Le principe fondamental pour l'usinage du PTFE n'est pas d'utiliser l'outil le plus dur, mais le plus tranchant et le plus lisse. Le succès dépend de l'utilisation d'outils conçus pour trancher le matériau avec un minimum de friction et de génération de chaleur, empêchant la fusion et la déformation qui affligent les tentatives d'usinage courantes.

Le défi : Comprendre les propriétés uniques du PTFE
Le polytétrafluoroéthylène (PTFE) est différent des métaux ou même de la plupart des autres plastiques. Ses caractéristiques uniques sont précisément ce qui rend un outillage spécialisé nécessaire.
Pourquoi le PTFE se comporte différemment
Le PTFE est exceptionnellement souple et possède un très faible coefficient de friction. Il a également une faible conductivité thermique, ce qui signifie qu'il ne dissipe pas bien la chaleur.
Cette combinaison signifie que la friction d'un outil de coupe accumule rapidement de la chaleur dans une zone localisée, ce qui peut faire fondre le matériau, encrasser l'outil et entraîner une mauvaise finition de surface.
Le risque de pousser plutôt que de couper
En raison de sa souplesse, l'utilisation d'un outil qui n'est pas parfaitement tranchant ou qui a une mauvaise géométrie entraînera la déformation du matériau et son éloignement de l'arête de coupe au lieu d'un cisaillement net.
Cela conduit à une imprécision dimensionnelle, à des bavures et à une pièce finale déformée. L'objectif est toujours une action de coupe nette.
Sélection des bons outils de coupe
La sélection des bons outils repose sur trois facteurs : le matériau de l'outil, sa géométrie et sa finition de surface.
Matériau de l'outil : HSS ou carbure
Les outils en acier rapide (HSS) et en carbure sont efficaces pour le PTFE. Le HSS peut souvent être affûté pour obtenir une arête plus fine et plus tranchante, ce qui constitue un avantage significatif.
Les outils en carbure ou à pointe Stellite offrent une résistance à l'usure supérieure et conserveront leur tranchant plus longtemps pour les grandes séries de production, mais la netteté initiale est primordiale.
Géométrie critique : L'angle de coupe positif
La caractéristique géométrique la plus importante est un angle de coupe positif, généralement compris entre 0 et 15 degrés.
Un angle de coupe positif crée une action de "pelage" plus nette qui soulève le copeau de la pièce. Cela réduit considérablement les forces de coupe, minimise l'accumulation de chaleur et assure une coupe plus nette.
Finition de surface : Polie et non revêtue
Les arêtes de coupe de l'outil doivent être très polies. Cela réduit la friction contre le PTFE souple, empêchant davantage la génération de chaleur et l'accumulation de matériau sur l'outil.
Il est crucial de préférer les outils non revêtus. Les revêtements comme le nitrure de titane (TiN), bien qu'excellents pour les métaux, peuvent augmenter la friction lors de la coupe de polymères souples comme le PTFE. Une surface polie et non revêtue est plus lisse et génère moins de chaleur.
Comprendre les compromis et les pièges
L'outil de coupe n'est qu'une partie de l'équation. Ne pas contrôler le processus environnant peut saper même la meilleure sélection d'outils.
La gestion de la chaleur est non négociable
Même avec le bon outil, des vitesses et des avances élevées peuvent générer une chaleur destructive. L'utilisation d'un lubrifiant ou d'un liquide de refroidissement est souvent nécessaire pour gérer la température et aider à évacuer les copeaux.
Le maintien de la pièce peut l'endommager
La souplesse du PTFE le rend très susceptible d'être écrasé ou déformé par des étaux ou des pinces de machine standard. Un montage personnalisé qui soutient la pièce largement sans appliquer de pression excessive est souvent nécessaire pour maintenir la stabilité dimensionnelle.
Optimisation des vitesses et des avances
Vous devez optimiser votre vitesse de broche, votre vitesse d'avance et votre profondeur de coupe. Une coupe lente et lourde peut provoquer une déformation, tandis qu'une coupe rapide et légère peut générer une chaleur excessive. Trouver le bon équilibre par des essais est essentiel pour obtenir une finition de qualité et des dimensions précises.
Faire le bon choix pour votre objectif
Sélectionnez votre outillage et votre approche en fonction du résultat spécifique que vous devez atteindre.
- Si votre objectif principal est une haute précision et une finition de surface fine : Privilégiez des outils HSS ou carbure extrêmement tranchants et polis avec un angle de coupe positif élevé et utilisez un liquide de refroidissement.
- Si votre objectif principal est le façonnage général ou l'ébauche : Des outils en carbure tranchants standard fonctionneront, mais surveillez tout signe d'accumulation de chaleur ou d'encrassement du matériau.
- Si votre objectif principal est de créer des filets ou des trous : Utilisez des forets et des tarauds spécialement conçus pour les plastiques, qui présentent des goujures plus larges et des lèvres de coupe tranchantes pour éviter les déchirures.
En choisissant des outils qui coupent proprement et minimisent la friction, vous pouvez transformer un matériau difficile comme le PTFE en un composant prévisible et fiable.
Tableau récapitulatif :
| Caractéristique de l'outil | Recommandation pour le PTFE | Pourquoi c'est important |
|---|---|---|
| Matériau | Acier rapide (HSS) non revêtu ou carbure | Fournit l'arête la plus tranchante ; le carbure offre une durée de vie plus longue pour les grandes séries. |
| Géométrie | Angle de coupe positif élevé (0-15°) | Assure une action de cisaillement nette, réduisant la force de coupe et la chaleur. |
| Finition de surface | Polie et non revêtue | Minimise la friction pour éviter l'accumulation de chaleur et l'encrassement du matériau. |
| Types d'outils courants | Fraises, forets, alésoirs | Conçus pour les plastiques avec des arêtes vives pour une coupe nette. |
Fatigué des pièces en PTFE qui fondent, se déforment ou ont de mauvaises finitions ?
L'usinage du PTFE nécessite des connaissances et un outillage spécialisés pour surmonter ses défis uniques. Chez KINTEK, nous sommes spécialisés dans l'usinage de précision de composants en PTFE haute performance pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie.
Nous comprenons que le succès dépend de l'utilisation des outils les plus tranchants, des géométries optimales et de contrôles de processus précis pour prévenir l'accumulation de chaleur et assurer la précision dimensionnelle. Laissez notre expertise guider votre projet, du prototype à la production en grand volume.
Contactez KINTEK dès aujourd'hui pour discuter de vos besoins en usinage de PTFE et obtenir un devis pour des composants propres, précis et fiables.
Guide Visuel
Produits associés
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelle résistance à la température offrent les filtres en PTFE ? Stabilité thermique inégalée de -200°C à +260°C
- Comment l'hydrophobie inhérente des membranes filtrantes en PTFE affecte-t-elle la séparation des liquides et des gaz ? Optimiser les performances
- Quelles tailles et options de pores sont disponibles pour les filtres en PTFE ? Choisissez le bon filtre pour votre application
- Quelle est la composition chimique et la résistance à la température des membranes filtrantes en PTFE ? Spécifications essentielles pour les laboratoires
- Quels produits chimiques sont entièrement compatibles avec les filtres en PTFE ? Découvrez une résistance chimique inégalée



















