Pour l'usinage du PTFE, le choix de l'outil est primordial. Les outils les plus recommandés sont des fraises en carbure ou en acier rapide (HSS) extrêmement tranchantes et non revêtues. Ces outils sont spécifiquement choisis pour trancher le matériau proprement, ce qui minimise la chaleur de friction et la déformation du matériau — les deux principaux défis lors du travail avec ce polymère unique.
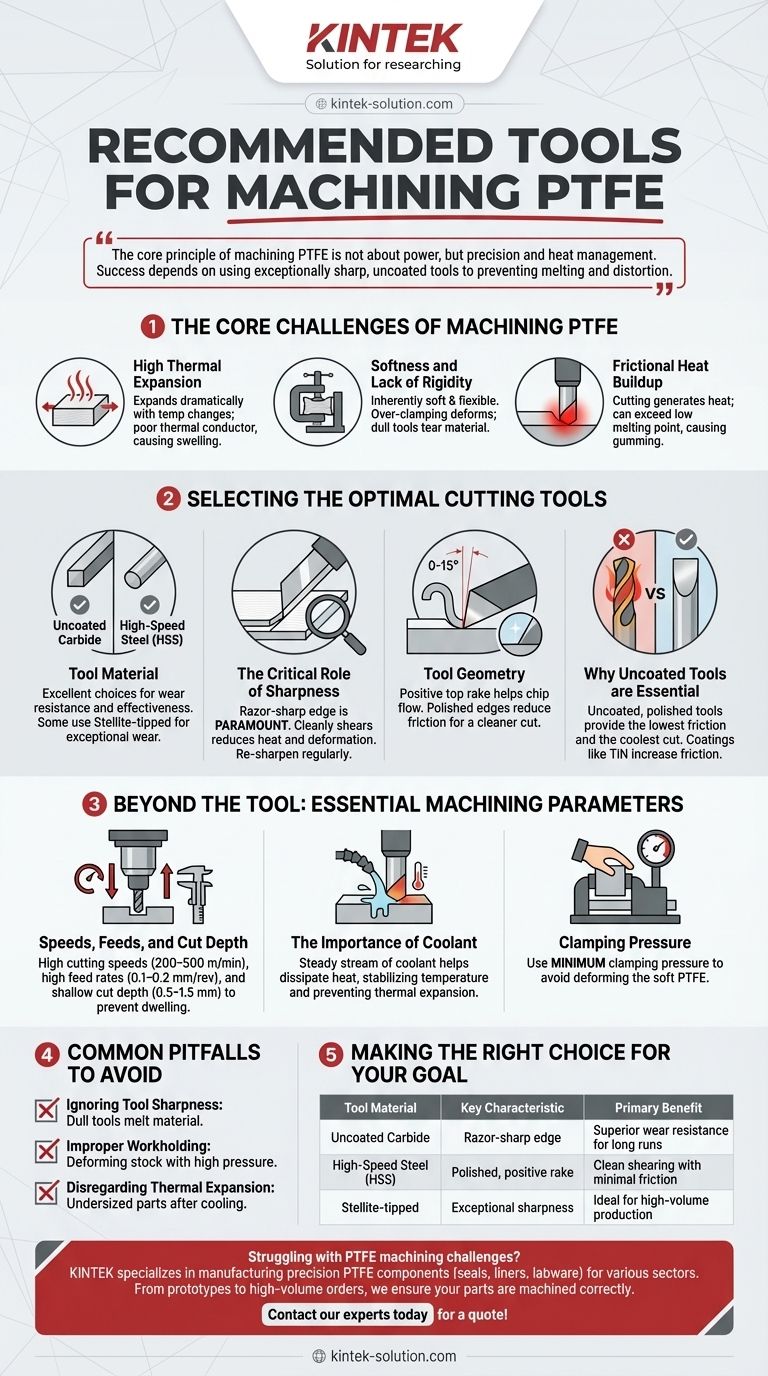
Le principe fondamental de l'usinage du polytétrafluoroéthylène (PTFE) n'est pas la puissance, mais la précision et la gestion de la chaleur. Le succès dépend entièrement de l'utilisation d'outils non revêtus et exceptionnellement tranchants qui coupent le matériau avec une pression minimale, empêchant la fusion et la distorsion qui peuvent facilement ruiner une pièce.

Les défis fondamentaux de l'usinage du PTFE
Pour sélectionner les bons outils, vous devez d'abord comprendre pourquoi le PTFE est notoirement difficile à usiner. Ses propriétés exigent une approche spécifique qui diffère considérablement de l'usinage des métaux ou même d'autres plastiques.
Forte dilatation thermique
Le PTFE se dilate et se contracte considérablement avec les changements de température, mais il est un mauvais conducteur thermique. Cela signifie que la chaleur générée pendant la coupe reste concentrée au niveau de l'outil, provoquant le gonflement du matériau et entraînant des imprécisions dimensionnelles.
Douceur et manque de rigidité
Le matériau est intrinsèquement mou et flexible. Une pression de serrage excessive dans un étau déformera la pièce, et un outil de coupe émoussé poussera ou déchirera le matériau au lieu de le cisailler proprement.
Accumulation de chaleur par friction
Bien que connu pour son faible coefficient de friction dans les applications de glissement, le processus de coupe lui-même peut générer une chaleur importante. Cette chaleur peut rapidement dépasser le bas point de fusion du PTFE, provoquant son encrassement sur l'outil et ruinant l'état de surface.
Sélection des outils de coupe optimaux
Votre choix d'outil est une réponse directe aux défis ci-dessus. Chaque choix est fait pour réduire les forces et gérer la chaleur.
Matériau de l'outil : Carbure contre HSS
Le carbure non revêtu et l'acier rapide (HSS) sont d'excellents choix. Le carbure offre une résistance à l'usure supérieure, ce qui le rend idéal pour les séries de production plus longues, tandis que le HSS est également très efficace. Certains machinistes utilisent également des outils à pointe en Stellite pour leur résistance à l'usure exceptionnelle.
Le rôle critique de la netteté
Un tranchant comme un rasoir est le facteur le plus important. Un outil tranchant ciseille proprement les fibres de PTFE avec une pression minimale, réduisant considérablement à la fois la génération de chaleur et la déformation du matériau. Les outils doivent être réaffûtés régulièrement pour maintenir ce tranchant.
Géométrie de l'outil : angle de dégagement et bords polis
Les outils avec un angle de dégagement positif (souvent entre 0 et 15 degrés) sont fortement recommandés. Cette géométrie aide à faire rouler le copeau loin de la pièce et réduit les forces de coupe nécessaires. De plus, les bords polis sur l'outil réduisent encore la friction, contribuant à une coupe plus nette.
Pourquoi les outils non revêtus sont essentiels
Ceci est souvent contre-intuitif pour les machinistes habitués aux outils revêtus modernes. Les revêtements comme le Nitrure de Titane (TiN) peuvent en fait augmenter la friction lors de la coupe du PTFE, entraînant une accumulation de chaleur accrue. Un outil non revêtu et poli offre la friction la plus faible et la coupe la plus froide.
Au-delà de l'outil : paramètres d'usinage essentiels
Le bon outil n'est efficace que lorsqu'il est associé au bon processus. Vos réglages de machine doivent également être optimisés pour le PTFE.
Vitesses, avances et profondeur de passe
L'objectif est d'enlever le matériau efficacement sans laisser l'outil « stagner » et générer de la chaleur. Ceci est souvent réalisé avec des vitesses de coupe élevées (200–500 m/min) associées à des vitesses d'avance élevées (0,1–0,2 mm/tr). Une faible profondeur de passe (0,5–1,5 mm) est également cruciale pour minimiser le stress sur le matériau.
L'importance du liquide de refroidissement
L'utilisation d'un système de liquide de refroidissement est fortement conseillée. Un flux constant de liquide de refroidissement aide à dissiper la chaleur au point de coupe, stabilisant la température du matériau et empêchant la dilatation thermique qui ruine les tolérances.
Pression de serrage
Utilisez toujours la pression de serrage minimale nécessaire pour maintenir la pièce en place. Serrer excessivement l'étau comprime le PTFE mou, provoquant une non-conformité de la pièce finie une fois qu'elle est relâchée et détendue.
Pièges courants à éviter
Les erreurs d'usinage du PTFE sont courantes car son comportement est très différent de celui des autres matériaux. Éviter ces pièges est essentiel pour réussir.
Ignorer la netteté de l'outil
L'échec le plus courant est l'utilisation d'un outil même légèrement émoussé. Un outil émoussé commence immédiatement à pousser et à faire fondre le matériau au lieu de le couper, ce qui entraîne une mauvaise finition de surface et des dimensions incorrectes.
Maintien de pièce inapproprié
Ne pas tenir compte de la douceur du PTFE lors de la configuration est une erreur fréquente. Des dispositifs de serrage personnalisés ou des mors souples qui répartissent la force de serrage sont souvent nécessaires pour éviter de déformer la matière brute.
Ignorer la dilatation thermique
Une pièce mesurée comme étant parfaitement conforme aux spécifications alors qu'elle est encore chaude de l'usinage sera sous-dimensionnée une fois refroidie à température ambiante. Cet effet doit être anticipé et compensé.
Faire le bon choix pour votre objectif
Votre outillage et votre processus doivent s'aligner sur les exigences spécifiques de votre projet.
- Si votre objectif principal est une haute précision et des tolérances serrées : Privilégiez les outils en carbure non revêtus exceptionnellement tranchants et utilisez un système de liquide de refroidissement en nappe pour gérer méticuleusement la dilatation thermique.
- Si votre objectif principal est la production à haut volume : Investissez dans des outils en carbure ou à pointe Stellite pour leur résistance à l'usure supérieure et établissez un calendrier de réaffûtage strict pour maintenir une qualité constante.
- Si vous effectuez des opérations secondaires comme le perçage ou le taraudage : Utilisez des vitesses d'avance élevées et des cycles de perçage par poussée pour évacuer efficacement les copeaux et les empêcher de fondre et de se coincer dans le trou.
En fin de compte, le succès dans l'usinage du PTFE vient du respect de ses propriétés uniques et du choix d'outils et de techniques qui privilégient la finesse plutôt que la force.
Tableau récapitulatif :
| Matériau de l'outil | Caractéristique clé | Avantage principal |
|---|---|---|
| Carbure non revêtu | Tranchant comme un rasoir | Résistance à l'usure supérieure pour les longues séries |
| Acier rapide (HSS) | Angle de dégagement positif et poli | Cisaillement net avec friction minimale |
| Pointe Stellite | Netteté exceptionnelle | Idéal pour la production à haut volume |
Vous rencontrez des difficultés avec des défis d'usinage du PTFE tels que la déformation thermique ou une mauvaise finition de surface ? KINTEK est spécialisée dans la fabrication de composants PTFE de précision (joints, revêtements, verrerie de laboratoire, et plus encore) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise en fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos pièces sont usinées correctement dès le départ, vous faisant gagner du temps et des matériaux. Contactez nos experts dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Découpeur de membrane filtrante en PTFE haute pureté avec lame céramique pour analyse PM2.5 et séparateur de papier filtre de laboratoire personnalisable
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
Les gens demandent aussi
- Comment l'hydrophobie des filtres en PTFE bénéficie-t-elle de leur utilisation ? Assurer un débit de gaz ininterrompu et la filtration des solvants
- Quels sont les avantages de performance des membranes filtrantes en PTFE par rapport aux filtres en profondeur ? Améliorer la pureté et l'efficacité des laboratoires
- Quelles étapes sont impliquées dans la sélection du filtre en PTFE approprié ? Un guide en 4 étapes pour une filtration optimale
- Quelles sont les caractéristiques structurelles et les principes de fabrication des membranes filtrantes en polytétrafluoroéthylène (PTFE) ?
- Quelle est la plage de stabilité thermique des membranes filtrantes en PTFE ? Maîtrisez les extrêmes de -200°C à +260°C



















