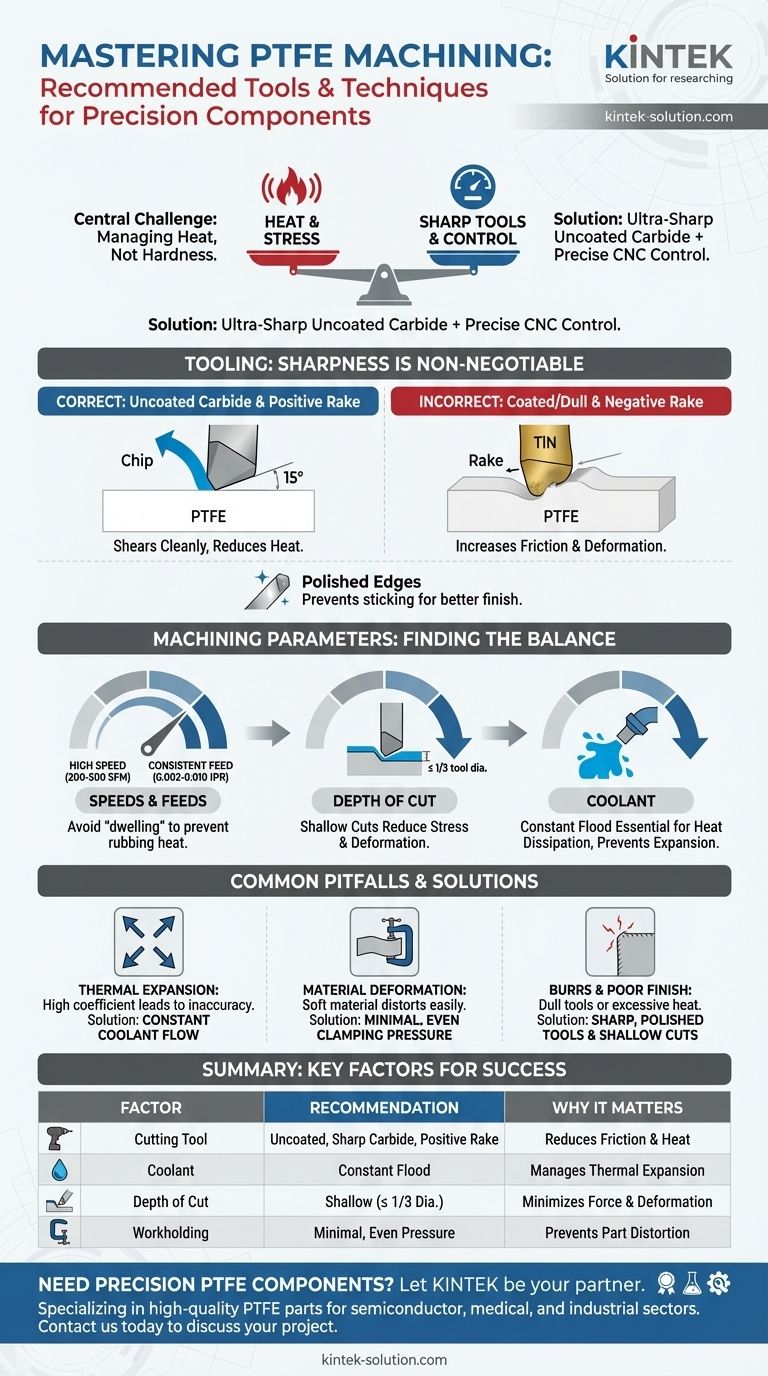
Pour usiner le PTFE avec succès, l'approche recommandée combine des outils en carbure extrêmement affûtés et non revêtus avec un contrôle CNC précis. Les techniques de base — fraisage, tournage et perçage — doivent être adaptées pour gérer les propriétés uniques du PTFE, notamment son faible point de fusion, sa dilatation thermique élevée et sa tendance à se déformer sous pression.
Le défi central dans l'usinage du PTFE n'est pas la dureté du matériau, mais la gestion de la chaleur et du stress. Le succès dépend de la minimisation de la chaleur de friction grâce à des outils affûtés et des vitesses appropriées, tout en empêchant le matériau tendre de se déformer en raison d'un serrage ou de forces de coupe excessives.

Sélectionner les bons outils : l'affûtage est non négociable
Le choix de l'outil de coupe est le facteur le plus important pour obtenir un résultat propre et dimensionnellement précis avec le PTFE. L'objectif est de cisailler le matériau proprement plutôt que de le pousser ou de le déchirer.
Pourquoi le carbure non revêtu est la norme
Les outils en carbure massif ou à plaquettes en carbure non revêtues sont le choix privilégié. Leur capacité à conserver un tranchant extrêmement aiguisé réduit les forces de coupe et minimise la chaleur de friction qui provoque l'expansion et la déformation du PTFE.
Contrairement aux métaux, les revêtements comme le nitrure de titane (TiN) sont préjudiciables ici. Ils peuvent augmenter la friction, entraînant une plus grande génération de chaleur et une accumulation de matériau sur le tranchant de l'outil.
Le rôle critique de la géométrie de l'outil
Une géométrie d'outil appropriée est essentielle pour une coupe nette. Les outils doivent avoir un angle de dépouille positif, souvent compris entre 0 et 15 degrés.
Cette géométrie crée une action de cisaillement qui éloigne le copeau de la pièce. Un angle de dépouille neutre ou négatif « labourerait » le matériau tendre, provoquant déformation, bavures et une mauvaise finition de surface.
L'importance des arêtes polies
L'utilisation d'outils avec des arêtes de coupe hautement polies réduit davantage la friction. Cette caractéristique simple aide à empêcher les copeaux de PTFE tendres de coller à l'outil, assurant une coupe plus nette et une meilleure évacuation des copeaux.
Maîtriser les paramètres d'usinage pour le PTFE
Le contrôle des paramètres de la machine consiste à trouver l'équilibre entre un enlèvement de matière efficace et la gestion de la chaleur. Une approche agressive adaptée aux métaux entraînera un échec avec le PTFE.
Équilibrer les vitesses de coupe et les avances
Le PTFE peut être usiné à des vitesses de coupe élevées (200 à 500 pieds de surface par minute), mais cela doit être associé à une avance appropriée (0,002 à 0,010 pouce par révolution).
La clé est d'éviter l'« arrêt », où l'outil tourne sur place sans couper activement. Cette action de frottement génère une chaleur de friction intense. Une avance constante et modérée garantit que l'outil enlève toujours de la matière et évacue la chaleur avec le copeau.
La règle de la « faible profondeur de passe »
Pour minimiser les forces de coupe et la chaleur, utilisez toujours une faible profondeur de passe. Une ligne directrice courante est de ne pas dépasser un tiers du diamètre de l'outil par passe.
Ceci réduit le stress sur le matériau, empêchant celui-ci de se déformer ou d'être entraîné dans la fraise, ce qui est un problème courant avec les polymères tendres.
La nécessité du liquide de refroidissement
Un flux constant de liquide de refroidissement est fortement recommandé. Son objectif principal n'est pas la lubrification, mais de dissiper la chaleur dès qu'elle est générée.
Cela empêche la pièce en PTFE de se dilater pendant l'usinage, ce qui ferait qu'elle serait sous-dimensionnée une fois refroidie à température ambiante. Le liquide de refroidissement aide également à évacuer les copeaux filandreux typiques du PTFE.
Comprendre les compromis et les pièges courants
Ignorer les propriétés uniques du PTFE conduit à des problèmes prévisibles. Comprendre ces pièges est crucial pour le dépannage et l'affinement des processus.
Le problème de la dilatation thermique
Le PTFE possède l'un des coefficients de dilatation thermique les plus élevés parmi les polymères. Même une légère augmentation de température due à la friction provoquera une expansion significative du matériau, entraînant une imprécision dimensionnelle de la pièce finale.
Éviter la déformation du matériau
Parce que le PTFE est tendre, il peut facilement être déformé. Une pression de serrage minimale est essentielle. Un serrage excessif d'un étau ou d'un mandrin comprimera le matériau, et la pièce usinée reprendra sa forme hors tolérance une fois relâchée. Utilisez des dispositifs de serrage conçus pour répartir la pression uniformément.
Le défi des bavures et d'une mauvaise finition
Une mauvaise finition de surface et des bavures importantes sont presque toujours causées par un outil émoussé, une géométrie d'outil incorrecte ou une chaleur excessive. Réaffûtez vos outils régulièrement et confirmez que vous utilisez un angle de dépouille positif pour assurer une coupe nette par cisaillement.
Faire le bon choix pour votre objectif
Votre objectif spécifique influencera les paramètres sur lesquels vous mettrez l'accent.
- Si votre objectif principal est une grande précision dimensionnelle : Privilégiez un flux de liquide de refroidissement constant et des outils en carbure non revêtus et affûtés pour gérer la dilatation thermique avant tout.
- Si votre objectif principal est une excellente finition de surface : Insistez sur une profondeur de passe très faible, des arêtes d'outil polies et une avance constante pour éviter les marques d'outil et les bavures.
- Si votre objectif principal est d'éviter le gaspillage de matière : Perfectionnez votre stratégie de maintien de pièce en utilisant une pression de serrage minimale et uniformément répartie pour éviter la déformation de la pièce.
En fin de compte, l'usinage réussi du PTFE repose sur le traitement du matériau avec précision, en privilégiant la gestion de la chaleur et l'affûtage par rapport aux taux d'enlèvement agressifs.
Tableau récapitulatif :
| Facteur clé | Recommandation | Pourquoi c'est important |
|---|---|---|
| Outil de coupe | Carbure non revêtu et affûté avec angle de dépouille positif | Réduit la friction et la chaleur ; assure une coupe nette par cisaillement |
| Liquide de refroidissement | Flux constant | Gère la dilatation thermique pour la précision dimensionnelle |
| Profondeur de passe | Faible (≤ 1/3 du diamètre de l'outil) | Minimise les forces de coupe et la déformation du matériau |
| Maintien de la pièce | Pression de serrage minimale et uniforme | Prévient la distorsion de la pièce due au retour élastique |
Besoin de composants en PTFE usinés avec précision ? Faites de KINTEK votre partenaire.
L'usinage du PTFE selon des spécifications exactes nécessite une expertise et la bonne approche. Chez KINTEK, nous sommes spécialisés dans la fabrication de composants en PTFE de haute qualité — y compris des joints, des revêtements et des articles de laboratoire personnalisés — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons l'équilibre critique entre des outils affûtés, des paramètres précis et une manipulation prudente nécessaires pour produire des pièces dimensionnellement précises et sans bavures, du prototype aux commandes à haut volume.
Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet et tirer parti de notre expertise en fabrication personnalisée de PTFE. Prendre contact →
Guide Visuel
Produits associés
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Spatule Grattoir de Laboratoire Double Tête en PTFE sur Mesure, Antiadhésive et Résistante à la Corrosion, Outil de Manipulation Chimique
- Spatule de laboratoire à double tête en PTFE personnalisée, résistante aux produits chimiques, antiadhésive, de qualité pharmaceutique, outil d'échantillonnage en fluoropolymère
- Cuillères en PTFE de qualité alimentaire sur mesure, spatules chimiques cylindriques, outils de manutention de matériaux non polluants pour la bio-pharmacie
Les gens demandent aussi
- Quelles sont les applications spécifiques des pelles en PTFE en laboratoire ? Assurer la pureté et la sécurité des échantillons
- Quelles sont les propriétés clés qui rendent les pelles en PTFE idéales pour une utilisation en laboratoire ? Assurez l'intégrité des échantillons avec des outils chimiquement inertes
- Comment la surface antiadhésive des pelles en PTFE bénéficie-t-elle au travail en laboratoire ? Améliorer la précision et l'efficacité
- Pourquoi les pelles en PTFE sont-elles considérées comme biocompatibles ? Assurez la pureté et la sécurité des échantillons
- Comment la durabilité des pelles en PTFE se compare-t-elle à celle des pelles en plastique ? Découvrez le choix supérieur pour les conditions difficiles



















