Pour usiner avec succès le Téflon (PTFE), vous devez adapter votre stratégie à ses propriétés uniques et difficiles. Le succès repose sur l'utilisation d'outils de coupe exceptionnellement tranchants, la gestion de la dilatation thermique et la mise en œuvre d'un maintien de pièce sécurisé pour contrecarrer la nature molle et glissante du matériau. Ces facteurs sont bien plus critiques que la simple force de coupe requise.
Le défi central dans le fraisage du Téflon n'est pas de couper le matériau, mais de le contrôler. Le succès dépend moins de la force brute que de la finesse avec laquelle on gère la tendance du matériau à se déformer sous la pression, à se dilater avec la chaleur et à encrasser les outils de coupe.

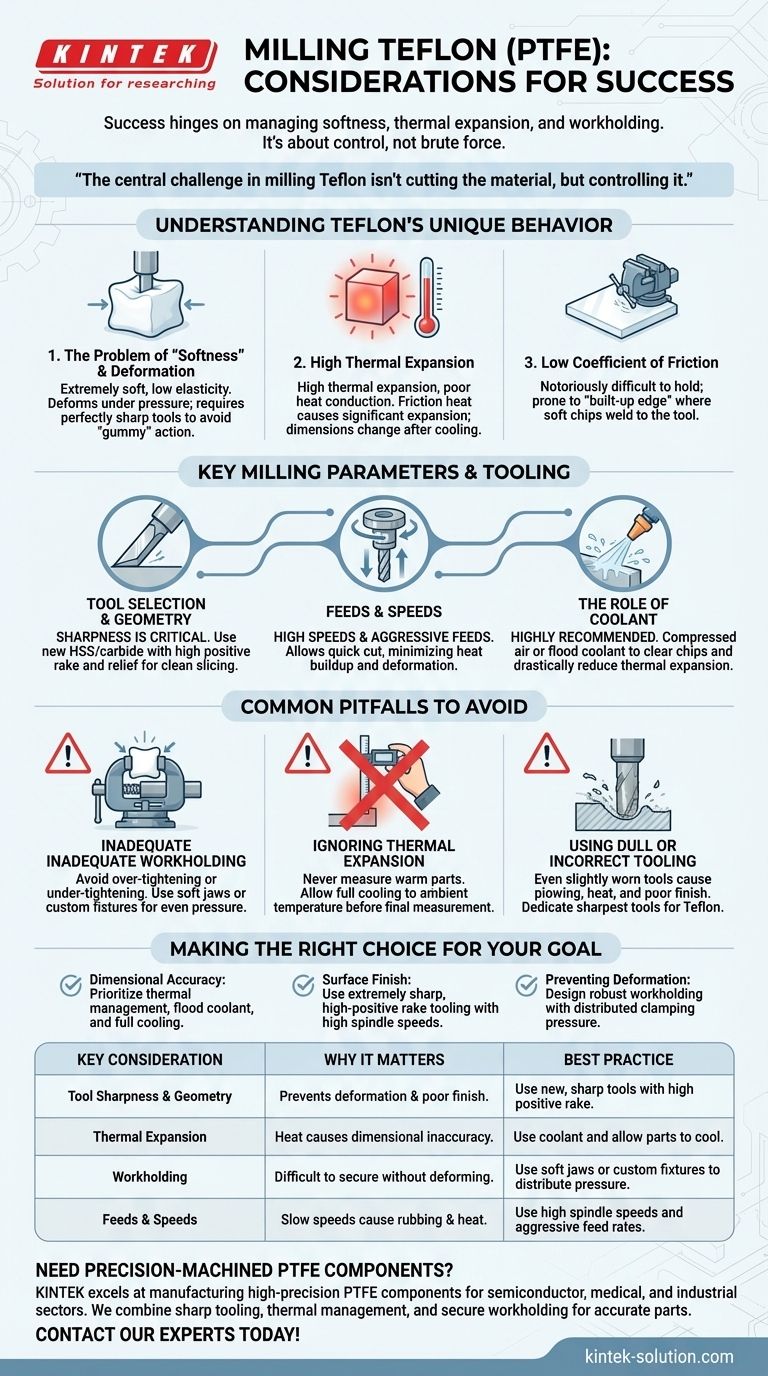
Comprendre le comportement d'usinage unique du Téflon
Pour usiner efficacement le Téflon, vous devez d'abord comprendre les causes profondes de son comportement difficile. Les propriétés du matériau vont à l'encontre de l'intuition d'usinage conventionnelle.
Le problème de la "mollesse" et de la déformation
Le Téflon est un matériau extrêmement mou avec un faible module d'élasticité. Il a tendance à repousser ou à se déformer sous la pression de l'outil plutôt que de se cisailler proprement.
Cette déflexion peut entraîner des dimensions inexactes et une action de coupe « gommeuse » si l'outil n'est pas parfaitement affûté.
Forte dilatation thermique
Le Téflon possède un coefficient de dilatation thermique très élevé et ne conduit pas bien la chaleur. La friction générée par le processus de coupe crée une chaleur localisée qui ne se dissipe pas facilement.
Cela provoque une dilatation significative du matériau pendant le fraisage. Une pièce parfaitement conforme aux spécifications lorsqu'elle est chaude peut être hors spécifications une fois refroidie à température ambiante.
Faible coefficient de friction
Le caractère glissant du Téflon présente deux problèmes distincts. Premièrement, il est notoirement difficile de le maintenir fermement dans un étau ou un montage. Deuxièmement, cette propriété peut entraîner l'adhérence et le soudage de copeaux mous et filandreux à l'outil de coupe, un phénomène connu sous le nom d'arête rapportée, qui ruine l'état de surface et la précision.
Paramètres d'usinage et outillage clés
Adapter votre outillage et vos paramètres machine est essentiel pour contrecarrer les tendances naturelles du Téflon et produire une pièce de qualité.
Sélection et géométrie de l'outil
La netteté est le facteur le plus important. Utilisez des fraises neuves ou fraîchement affûtées en acier rapide (HSS) ou en carbure.
Les outils avec un angle de dépouille positif très élevé et un dégagement important sont idéaux. Cette géométrie favorise une action de tranchage nette, ce qui minimise les forces de coupe et la génération de chaleur.
Avances et vitesses
En général, des vitesses de coupe élevées et des avances agressives produisent les meilleurs résultats. Cette stratégie permet à l'outil d'entrer et de sortir rapidement de la coupe, formant un copeau avant qu'une chaleur significative ne puisse s'accumuler et déformer la pièce.
Des vitesses lentes peuvent entraîner un frottement au lieu d'une coupe, ce qui génère un excès de chaleur et donne un mauvais état de surface.
Le rôle du liquide de refroidissement
Bien que le Téflon puisse être usiné à sec, l'utilisation d'un liquide de refroidissement est fortement recommandée. Un flux constant d'air comprimé peut évacuer efficacement les copeaux et fournir un certain refroidissement.
Pour les opérations plus intensives, un arrosage abondant est supérieur car il réduit considérablement la dilatation thermique et aide à empêcher les copeaux de coller à l'outil.
Pièges courants à éviter
De nombreuses pratiques d'usinage courantes produiront de mauvais résultats avec le Téflon. Être conscient de ces pièges est essentiel pour éviter les pièces mises au rebut.
Maintien de pièce inadéquat
Ne vous contentez pas de serrer un morceau de Téflon dans un étau standard et d'attendre de bons résultats. Un serrage excessif écrasera le matériau et le déformera, tandis qu'un serrage insuffisant lui permettra de bouger ou de vibrer pendant la coupe.
Utilisez des mors souples ou des montages personnalisés conçus pour répartir la pression de serrage uniformément sans marquer la pièce.
Ignorer la dilatation thermique
Ne prenez jamais une mesure finale d'une dimension critique immédiatement après une coupe. La pièce sera chaude et dilatée, vous donnant une fausse lecture.
Laissez toujours la pièce refroidir et se normaliser à température ambiante avant d'effectuer les mesures finales ou les passes de finition.
Utilisation d'un outillage émoussé ou incorrect
Un outil même légèrement usé ne cisaillera pas proprement le Téflon. Au lieu de cela, il labourera le matériau, générant une chaleur immense, provoquant un ébavurage important et laissant un état de surface terrible.
Consacrez toujours vos outils les plus tranchants au Téflon, et n'utilisez pas un outil qui a déjà coupé des métaux sans l'avoir réaffûté au préalable.
Faire le bon choix pour votre objectif
Votre approche spécifique doit être adaptée au résultat le plus critique pour votre composant.
- Si votre objectif principal est la précision dimensionnelle : Priorisez la gestion thermique en utilisant un arrosage abondant et en laissant la pièce refroidir complètement avant de prendre les mesures finales.
- Si votre objectif principal est l'état de surface : Utilisez un outillage avec un angle de dépouille positif élevé et extrêmement tranchant avec des vitesses de broche élevées pour assurer une action de cisaillement nette qui minimise les bavures.
- Si votre objectif principal est d'éviter la déformation de la pièce : Concevez une solution de maintien de pièce robuste qui sécurise fermement la pièce sans l'écraser ni la déformer.
En respectant les propriétés uniques du Téflon au lieu de les combattre, vous pouvez obtenir des résultats précis et reproductibles.
Tableau récapitulatif :
| Considération clé | Pourquoi c'est important | Meilleure pratique |
|---|---|---|
| Netteté et géométrie de l'outil | Prévient la déformation du matériau et un mauvais état de surface. | Utiliser des outils neufs et tranchants avec un angle de dépouille positif élevé. |
| Dilatation thermique | La chaleur de l'usinage provoque la dilatation des pièces, entraînant une inexactitude dimensionnelle. | Utiliser un liquide de refroidissement et laisser les pièces refroidir avant les mesures finales. |
| Maintien de la pièce | La glissance du Téflon rend difficile sa fixation sans le déformer. | Utiliser des mors souples ou des montages personnalisés pour répartir la pression uniformément. |
| Avances et vitesses | Les vitesses lentes provoquent un frottement et de la chaleur ; les vitesses rapides favorisent un cisaillement net. | Utiliser des vitesses de broche élevées et des avances agressives. |
Besoin de composants en PTFE usinés avec précision ?
L'usinage du Téflon nécessite une expertise spécialisée pour surmonter ses défis uniques tels que la mollesse et la forte dilatation thermique. KINTEK excelle dans la fabrication de composants en PTFE de haute précision — y compris des joints, des revêtements et des articles de laboratoire personnalisés — pour les secteurs des semi-conducteurs, du médical, du laboratoire et de l'industrie.
Nous combinons un outillage tranchant, une gestion thermique précise et un maintien sécurisé pour livrer des pièces dimensionnellement précises avec d'excellents états de surface, du prototype aux commandes à haut volume.
Laissez-nous gérer pour vous les complexités de l'usinage du PTFE. Contactez nos experts dès aujourd'hui pour discuter des exigences de votre projet !
Guide Visuel
Produits associés
- Pot de broyage personnalisé en PTFE pour broyeur à boulets 50ml – Récipient de broyage de laboratoire résistant à la corrosion à faible bruit de fond
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
Les gens demandent aussi
- Quelle gamme de tailles les billes en PTFE proposent-elles ? Un guide de 3 mm à 100 mm
- Comment le faible coefficient de friction des billes en PTFE bénéficie-t-il à leur utilisation dans les vannes et les pompes ? Améliorer l'efficacité et la fiabilité
- Quels sont les avantages des billes en PTFE par rapport aux métaux ou aux alliages ? Résistance chimique et au frottement supérieure
- Quelles sont les applications courantes des billes en PTFE ? Utilisations essentielles dans les systèmes chimiques et à faible friction
- Quelle plage de tailles est disponible pour les billes en PTFE ? Un guide de 1/8 de pouce à 8 pouces



















