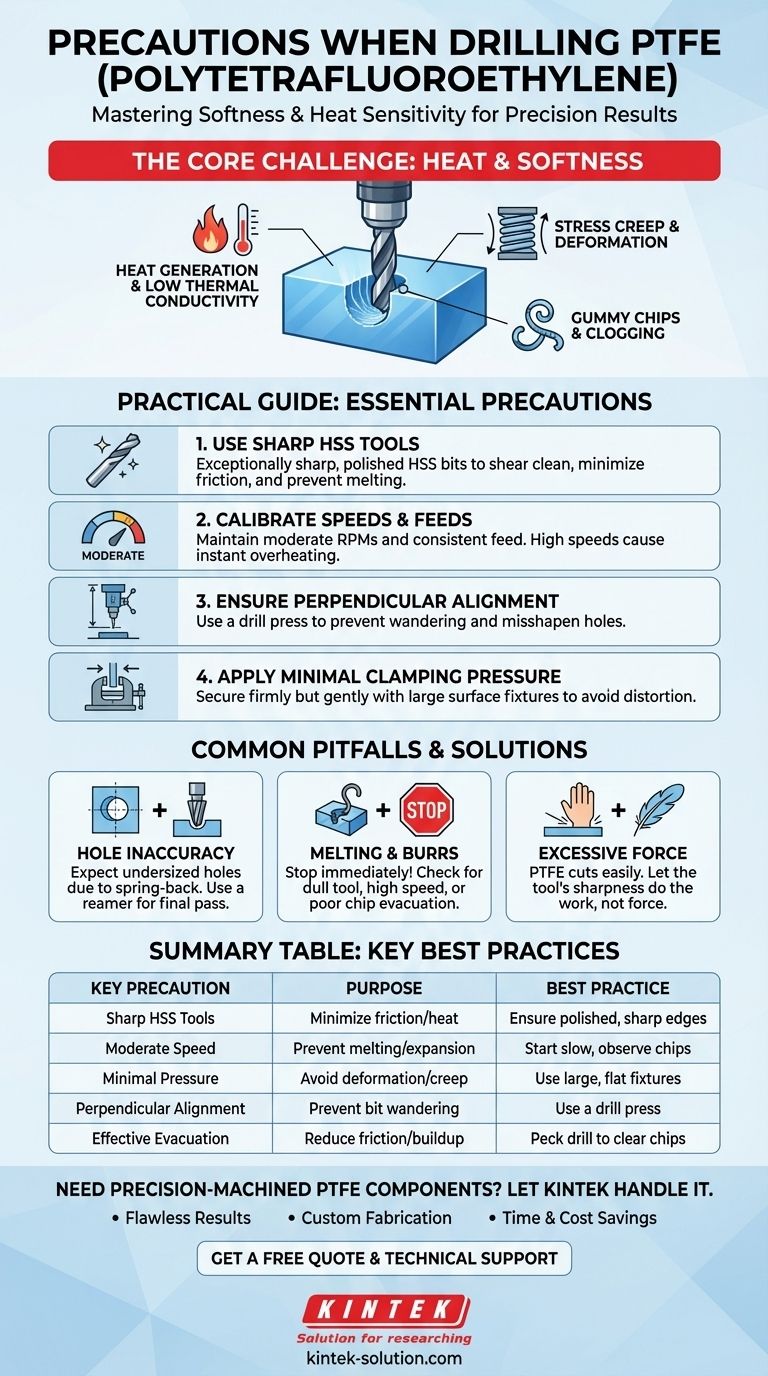
Lors du perçage du polytétrafluoroéthylène (PTFE), les précautions les plus critiques sont d'utiliser des outils exceptionnellement tranchants, de maintenir des vitesses de coupe modérées pour éviter la fusion et d'appliquer une pression de serrage minimale pour éviter la déformation du matériau. Ces étapes sont essentielles pour gérer la combinaison unique de douceur, de faible conductivité thermique et de dilatation thermique élevée du PTFE, qui le rendent sujet à l'inexactitude s'il est usiné de manière inappropriée.
Le défi fondamental avec le PTFE n'est pas sa dureté, mais sa douceur inhérente et sa sensibilité à la chaleur. Un perçage réussi dépend entièrement de la minimisation de la génération de chaleur et du stress physique sur le matériau.

Comprendre les défis d'usinage uniques du PTFE
Pour percer le PTFE avec précision, vous devez d'abord comprendre pourquoi il se comporte différemment des métaux ou même d'autres plastiques. Ses propriétés exigent une approche spécifique qui privilégie la finesse à la force.
Le problème de la douceur et du fluage sous contrainte
Le PTFE est un matériau incroyablement tendre qui peut être facilement comprimé ou déformé. L'application d'une pression excessive des pinces ou des étaux déformera la pièce à usiner.
Cette propriété, connue sous le nom de fluage sous contrainte (stress creep), signifie que le matériau se déformera lentement sous une charge constante. Lorsque la pression est relâchée après le perçage, le matériau peut « rebondir », ce qui donne souvent un trou plus petit que le foret utilisé pour le créer.
L'impact de la dilatation thermique élevée
Le PTFE possède un coefficient de dilatation thermique très élevé et ne conduit pas bien la chaleur. La friction due à un foret émoussé ou à une vitesse excessive génère de la chaleur qui reste piégée au point de coupe.
Cette chaleur localisée provoque une expansion significative du matériau, entraînant une taille de trou inexacte. Dans les cas graves, cela peut provoquer la fusion du PTFE et son soudage au foret, ruinant à la fois l'outil et la pièce.
Le défi de l'évacuation des copeaux
Parce que le PTFE est si tendre, il produit des copeaux longs, filandreux ou gommeux plutôt que les copeaux cassants observés avec des plastiques plus durs.
Ces copeaux peuvent facilement s'enrouler autour du foret et obstruer les arêtes. Les arêtes obstruées empêchent une coupe efficace, augmentent considérablement la friction et conduisent à l'accumulation de chaleur mentionnée ci-dessus.
Un guide pratique pour percer le PTFE
Avec une compréhension claire des propriétés du matériau, vous pouvez adopter des techniques spécifiques pour garantir un résultat propre et précis.
La sélection de l'outil est primordiale
Votre outil principal doit être un foret en acier rapide (HSS). Il doit être extrêmement tranchant avec une surface polie. Un bord tranchant et poli cisaille le matériau proprement au lieu de le pousser, ce qui minimise la friction et la chaleur.
Calibrer les vitesses et les avances
Utilisez des vitesses de coupe modérées et une vitesse d'avance constante. Les régimes élevés sont la cause la plus fréquente d'échec, car ils génèrent instantanément une chaleur excessive. Commencez lentement et observez la formation des copeaux ; vous recherchez une courbe nette, pas un désordre fondu.
Assurer un alignement perpendiculaire
Assurez-vous toujours que le foret est parfaitement perpendiculaire à la pièce. Parce que le PTFE est si tendre, toute pression hors axe fera « dériver » ou errer le foret, ce qui entraînera un trou déformé ou mal positionné. Une perceuse à colonne est fortement recommandée par rapport à une perceuse à main.
Appliquer une pression de serrage minimale
Fixez la pièce en PTFE sans la comprimer. Utilisez des dispositifs de serrage avec des surfaces larges et plates pour répartir uniformément la force de serrage. L'objectif est de maintenir la pièce suffisamment fermement pour éviter tout mouvement, mais suffisamment doucement pour éviter toute déformation.
Pièges courants et comment les éviter
Même avec la bonne approche, plusieurs erreurs courantes peuvent compromettre la qualité de votre travail. En être conscient est la première étape pour les éviter.
Éviter l'inexactitude du trou
Ne supposez pas qu'un foret de 1/4 de pouce produira un trou de 1/4 de pouce. En raison du retour élastique du matériau et des effets thermiques, le trou final est souvent légèrement sous-dimensionné. Si des tolérances serrées sont requises, prévoyez de percer légèrement sous-dimensionné, puis d'utiliser un alésoir tranchant pour la passe finale.
Prévenir la fusion et les bavures
Si vous observez des signes de fusion ou des bavures importantes autour du bord du trou, arrêtez-vous immédiatement. C'est un signe clair que votre foret est émoussé, que votre vitesse est trop élevée ou que vos copeaux ne sont pas évacués correctement.
Respecter la douceur du matériau
Le PTFE nécessite très peu de force pour être coupé. Si vous avez l'impression de devoir forcer le foret à travers le matériau, quelque chose ne va pas. Laissez la netteté de l'outil faire le travail.
Comment appliquer cela à votre projet
Votre approche spécifique doit être guidée par l'objectif principal de votre projet.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez un foret HSS neuf et tranchant, utilisez des régimes très lents et prévoyez une étape d'alésage finale pour obtenir la taille exacte.
- Si votre objectif principal est une finition propre : Concentrez-vous à assurer une évacuation constante des copeaux en piquage (percer sur une courte distance, puis rétracter pour dégager les copeaux) et en utilisant un outil poli.
- Si vous débutez dans l'usinage du PTFE : Entraînez-vous d'abord sur une pièce de rebut pour trouver la vitesse optimale qui produit un copeau propre sans aucun signe de fusion.
En travaillant avec les propriétés uniques du PTFE au lieu de lutter contre elles, vous pouvez obtenir des résultats précis et nets de manière constante.
Tableau récapitulatif :
| Précaution clé | Objectif | Meilleure pratique |
|---|---|---|
| Utiliser des forets HSS tranchants | Minimiser la friction et la génération de chaleur | Assurer des bords polis et tranchants pour un cisaillement net |
| Vitesse de coupe modérée | Empêcher la fusion du PTFE et la dilatation thermique | Commencer lentement, observer la formation des copeaux |
| Pression de serrage minimale | Éviter la déformation du matériau et le fluage sous contrainte | Utiliser des dispositifs avec de grandes surfaces planes |
| Assurer un alignement perpendiculaire | Empêcher le foret de dévier | Utiliser une perceuse à colonne pour la précision |
| Évacuation efficace des copeaux | Réduire la friction et l'accumulation de chaleur | Percer par piquage pour dégager les copeaux filandreux |
Besoin de composants en PTFE usinés avec précision ? Laissez KINTEK s'en charger.
Le perçage du PTFE en interne peut être difficile et risqué pour vos précieux projets. Pourquoi ne pas tirer parti de notre expertise ? KINTEK est spécialisé dans la fabrication de composants en PTFE de haute précision — y compris des joints, des revêtements et des articles de laboratoire personnalisés — pour les secteurs des semi-conducteurs, du médical, du laboratoire et de l'industrie.
Nous assurons :
- Des résultats impeccables : Nos techniques avancées préviennent les problèmes courants tels que la fusion, les bavures et les inexactitudes dimensionnelles.
- Fabrication sur mesure : Des prototypes aux commandes à grand volume, nous livrons des composants adaptés à vos spécifications exactes.
- Économies de temps et d'argent : Évitez l'usinage par essais et erreurs et concentrez-vous sur votre travail principal.
Contactez-nous dès aujourd'hui pour une consultation et laissez-nous vous fournir des pièces en PTFE usinées de manière fiable qui répondent à vos normes les plus élevées.
Obtenir un devis gratuit et un support technique
Guide Visuel
Produits associés
- Ampoule à goutteuse séparatrice à pression constante en PTFE personnalisée, résistante à la corrosion, verrerie à faible fond, analyse des traces
- Échantillonneur solide PTFE personnalisé de haute pureté pour extraction de laboratoire et analyse chimique Sonde d'échantillonnage en polytétrafluoroéthylène à longueur personnalisable
- Entonnoir à pression constante en polytétrafluoroéthylène (PTFE) sur mesure, résistant à la corrosion, avec compatibilité des bouchons de conversion pour le contrôle des fluides
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
Les gens demandent aussi
- Quelles sont les considérations importantes lors du perçage du PTFE ? Obtenir des trous nets et précis dans les polymères souples
- Quelles sont les applications de la dispersion de PTFE ? Un guide sur les revêtements antiadhésifs, résistants aux produits chimiques et plus encore
- Quelle est la méthode de dispersion pour la production de PTFE et quels sont ses produits ? Idéal pour les revêtements minces et les films
- Comment se comparent les coûts des septa en PTFE et en silicone ? Comprendre la valeur au-delà du prix
- Quelles sont les différences de compatibilité chimique entre les septa en PTFE et en silicone ? Assurer l'intégrité de l'échantillon



















