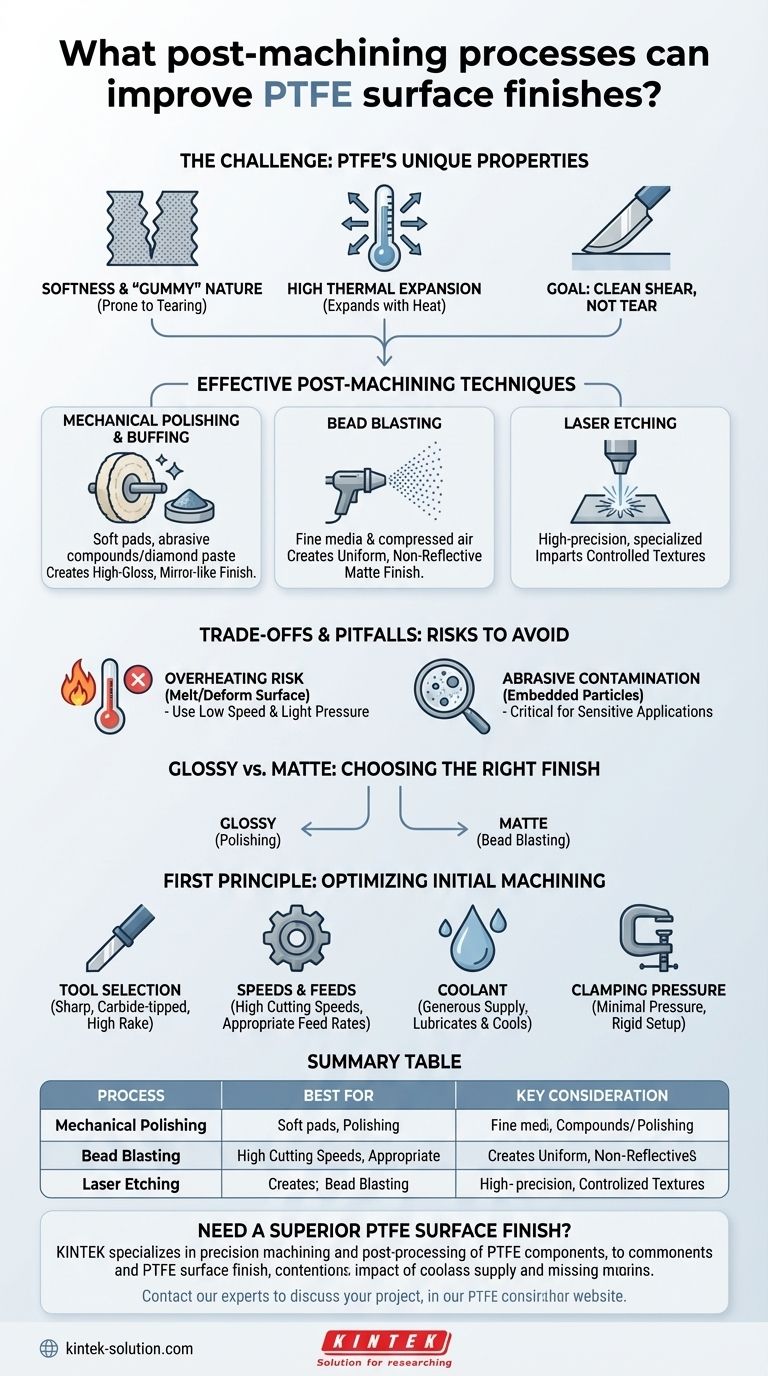
Pour améliorer l'état de surface d'une pièce en PTFE usinée, les méthodes de post-traitement les plus efficaces sont le polissage mécanique, le lustrage avec des composés abrasifs fins et le microbillage. Ces techniques sont utilisées pour affiner les surfaces rugueuses ou déchirées qui peuvent résulter du processus de coupe initial, améliorant ainsi considérablement la qualité et l'apparence finales du composant.
La douceur inhérente du PTFE le rend sujet aux déchirures et aux bavures lors de l'usinage. La clé d'une finition supérieure réside non seulement dans le post-traitement, mais aussi dans l'optimisation de l'usinage initial pour minimiser les défauts de surface avant même que tout polissage ou microbillage ne commence.

Pourquoi la finition de surface du PTFE est un défi unique
Comprendre les propriétés du matériau est la première étape pour obtenir une finition de haute qualité. Le PTFE ne se comporte pas comme le métal ou même les plastiques plus durs lors de l'usinage.
La douceur et la nature « gommeuse » du PTFE
Le PTFE est un matériau exceptionnellement tendre. Au lieu de produire un copeau propre lors de la coupe, il a tendance à se déchirer, à s'étaler ou à créer des bavures. C'est la raison principale pour laquelle il est difficile d'obtenir une surface lisse et sans défaut directement à partir de la machine.
Coefficient de dilatation thermique élevé
Le matériau présente un coefficient de dilatation thermique élevé et une faible conductivité thermique. La friction des outils de coupe génère une chaleur qui ne peut pas se dissiper rapidement, provoquant l'expansion du matériau pendant l'usinage et sa contraction lors du refroidissement, ce qui peut ruiner la précision dimensionnelle et la qualité de surface.
L'objectif : une coupe nette, pas une déchirure rugueuse
L'usinage et la finition efficaces du PTFE visent à cisailler le matériau proprement. Cela nécessite des outils extrêmement tranchants et des paramètres soigneusement contrôlés pour trancher le matériau plutôt que de le pousser et de le déformer.
Techniques de finition post-usinage efficaces
Une fois l'usinage initial terminé, plusieurs méthodes peuvent être utilisées pour affiner la surface.
Polissage mécanique et lustrage
C'est la méthode la plus courante pour créer une finition lisse, souvent brillante. Elle implique l'utilisation de tampons en feutre doux ou de roues de lustrage en combinaison avec un médium de polissage.
Les composés abrasifs ultra-fins ou la pâte diamantée sont très efficaces pour affiner la surface à un niveau élevé.
Microbillage (Bead Blasting)
Ce processus utilise des médias fins, tels que des billes de verre, propulsés par de l'air comprimé pour impacter la surface. Il ne crée pas de finition brillante.
Au lieu de cela, le microbillage produit une texture mate uniforme et non réfléchissante. Ceci est idéal pour les applications où la cohérence est plus importante que la brillance et pour éliminer les marques d'usinage mineures sur toute la pièce.
Gravure laser
Bien que moins courante pour lisser en général, la gravure laser peut être utilisée pour conférer une texture spécifique et contrôlée sur la surface d'une pièce en PTFE. Il s'agit d'une méthode de haute précision généralement réservée aux applications spécialisées.
Comprendre les compromis et les pièges
Le post-traitement du PTFE n'est pas sans risques. Une approche incorrecte peut facilement endommager la pièce.
Le risque critique de surchauffe
C'est le facteur le plus important à contrôler. La friction due à un polissage ou un lustrage agressif peut rapidement générer suffisamment de chaleur pour faire fondre ou déformer la surface du PTFE. Cela endommage de façon permanente la pièce et ses propriétés matérielles.
Utilisez toujours des vitesses faibles et une pression légère lors de tout processus de polissage mécanique.
Contamination abrasive
Étant donné que le PTFE est si tendre, des particules provenant des composés abrasifs ou des tampons de polissage peuvent s'incruster dans la surface. Cela peut être un problème majeur pour les composants utilisés dans les applications médicales, semi-conductrices ou alimentaires où la pureté est essentielle.
Finitions brillantes contre mates
Il est essentiel d'adapter la technique au résultat souhaité. Le polissage crée une finition brillante en lissant la surface au niveau microscopique. Le microbillage crée une finition mate en créant un motif uniforme de cratères microscopiques. Choisissez la méthode qui correspond aux exigences de votre composant.
Premier principe : Optimiser l'usinage initial
La meilleure façon de garantir une excellente finition de surface est de la produire lors de l'opération d'usinage principale. Cela minimise le besoin d'un post-traitement agressif et risqué.
Le choix de l'outil est critique
Utilisez uniquement des outils à pointe de carbure extrêmement tranchants avec un angle de dépouille élevé et un dégagement important. Un outil émoussé ou mal affûté déchirera le matériau, garantissant une mauvaise finition.
Équilibrer les vitesses et les avances
L'objectif est de couper le matériau proprement sans générer de chaleur excessive. Cela implique généralement des vitesses de coupe élevées (200 à 500 pieds de surface par minute) et des taux d'avance appropriés (0,002 à 0,010 pouce par révolution) pour garantir que l'outil pénètre constamment dans du matériau frais.
Le rôle du liquide de refroidissement
L'utilisation d'un apport généreux de liquide de refroidissement est non négociable. Il sert deux objectifs : il lubrifie le tranchant pour empêcher le matériau de coller à l'outil et il évacue la chaleur pour prévenir la dilatation thermique et la fusion.
Pression de serrage et stabilité
Appliquez une pression de serrage minimale pour maintenir la pièce. Une pression excessive déformera facilement le PTFE tendre, entraînant des imprécisions dimensionnelles. Assurez-vous que le montage est rigide pour éviter toute vibration, ce qui contribue à une mauvaise finition de surface.
Faire le bon choix pour votre application
Votre objectif final détermine la meilleure stratégie de finition.
- Si votre objectif principal est d'obtenir une surface très brillante, semblable à un miroir : Le polissage mécanique avec pâte diamantée est votre meilleure méthode, mais vous devez contrôler méticuleusement la chaleur avec des vitesses lentes et une pression légère.
- Si votre objectif principal est une finition mate uniforme et non réfléchissante : Le microbillage est le processus le plus efficace et le plus reproductible.
- Si votre objectif principal est d'éviter les défauts de surface en premier lieu : Privilégiez l'optimisation de vos paramètres d'usinage avec des outils tranchants et un refroidissement efficace, car cela réduira considérablement le besoin de tout post-traitement.
En traitant l'usinage et la finition du PTFE comme un seul processus connecté, vous obtenez un contrôle total sur la qualité finale et la performance de votre composant.
Tableau récapitulatif :
| Processus post-usinage | Idéal pour | Considération clé |
|---|---|---|
| Polissage mécanique et lustrage | Finitions très brillantes, semblables à un miroir | Risque de surchauffe ; utiliser une vitesse lente/pression légère |
| Microbillage | Finitions mates uniformes et non réfléchissantes | Idéal pour la cohérence et l'élimination des marques mineures |
| Gravure laser | Conférer des textures spécifiques et contrôlées | Haute précision ; pour les applications spécialisées |
Besoin d'une finition de surface en PTFE supérieure pour votre application ?
Obtenir une finition impeccable sur les composants en PTFE est essentiel pour la performance dans les industries exigeantes telles que les semi-conducteurs, le médical et les équipements de laboratoire. KINTEK se spécialise dans l'usinage de précision et le post-traitement des composants en PTFE — y compris les joints, les revêtements et les articles de laboratoire personnalisés. Nous comprenons les défis uniques liés au travail avec le PTFE et employons des techniques optimisées pour fournir la qualité de surface exacte requise par votre application, des prototypes aux commandes à grand volume.
Contactez nos experts dès aujourd'hui pour discuter de votre projet et découvrir comment nous pouvons améliorer la qualité et la performance de vos pièces en PTFE.
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Qu'est-ce qui rend les systèmes de filtration en PTFE avantageux pour l'usage industriel et scientifique ? Stabilité chimique et thermique inégalée
- Quelles tailles et options de pores sont disponibles pour les filtres en PTFE ? Choisissez le bon filtre pour votre application
- Quelles sont les applications industrielles courantes des filtres en PTFE ? Maîtriser la filtration critique dans les industries exigeantes
- Comment l'hydrophobie des filtres en PTFE bénéficie-t-elle de leur utilisation ? Assurer un débit de gaz ininterrompu et la filtration des solvants
- Quelles sont les applications typiques des filtres en PTFE dans la filtration scientifique ? Maîtriser la filtration des produits chimiques agressifs et des gaz



















