Au-delà des réglages standard de la machine, la qualité finale d'une pièce en PTFE usinée par CNC est profondément influencée par la cohérence de la matière première, la stabilité de l'environnement d'usinage et l'expertise de l'opérateur de la machine. Ces facteurs contrôlent des variables telles que la dilatation thermique et la contrainte du matériau, qui sont critiques lors du travail avec un polymère tendre et sensible comme le PTFE.
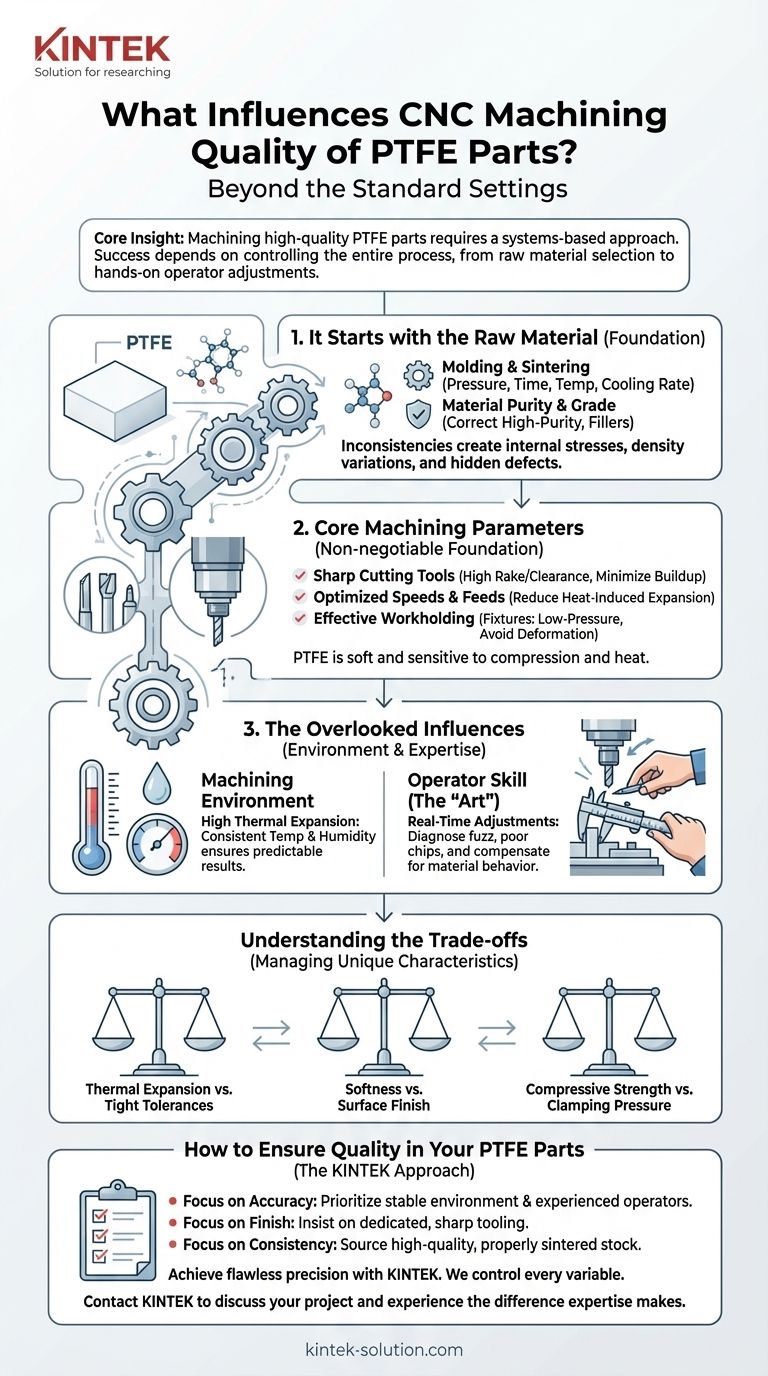
L'idée principale est que l'usinage de pièces en PTFE de haute qualité nécessite une approche basée sur le système. Le succès dépend non seulement de la programmation correcte de la machine, mais aussi du contrôle de l'ensemble du processus, de la sélection de la matière première aux ajustements pratiques effectués par un opérateur qualifié.

Tout Commence par la Matière Première
Avant même qu'un outil ne touche la pièce, la qualité du stock de PTFE brut fixe le plafond ultime de la qualité de la pièce finale. Le PTFE est généralement formé par moulage par compression et frittage, et les variations de ce processus initial ont des effets en aval.
L'Impact du Moulage et du Frittage
Les propriétés du bloc de PTFE avec lequel vous commencez sont déterminées par son processus de fabrication. Les variables clés comprennent la pression de préformage, le temps et la température de frittage, et la vitesse de refroidissement.
Les incohérences dans ces paramètres peuvent créer des contraintes internes, des variations de densité ou une mauvaise fusion moléculaire au sein du matériau. Ces défauts cachés peuvent se manifester plus tard sous forme de gauchissement ou d'instabilité dimensionnelle pendant l'usinage.
Pureté et Grade du Matériau
Différentes applications nécessitent différents grades de PTFE, parfois avec des charges comme le verre, le carbone ou le bronze pour améliorer des propriétés spécifiques. S'assurer que vous utilisez le grade correct et de haute pureté pour votre application est une étape fondamentale qui prévient les défaillances de performance ultérieures.
Paramètres d'Usinage de Base : La Fondation de la Qualité
Bien que la question de l'utilisateur regarde au-delà de ces facteurs, il est crucial de reconnaître qu'ils constituent la base non négociable de toute pièce de qualité.
Les Bons Outils de Coupe
Le PTFE est tendre et abrasif, ce qui signifie que les outils doivent être exceptionnellement tranchants pour cisailler le matériau proprement plutôt que de le pousser ou de le déchirer. Les outils avec des angles de dépouille et de dégagement élevés sont essentiels pour prévenir l'accumulation de matériau et assurer une finition de surface lisse.
Vitesses et Avances Optimisées
L'objectif est de couper le matériau sans générer de chaleur excessive. Des vitesses de broche élevées combinées à des taux d'avance appropriés permettent un enlèvement de matière efficace tout en minimisant l'expansion induite par la chaleur, qui est une cause principale d'imprécision dimensionnelle dans les pièces en PTFE.
Maintien Efficace de la Pièce (Montage)
Étant donné que le PTFE est tendre et facilement compressible, la conception du montage est critique. Les montages doivent maintenir la pièce fermement sans la déformer. Un serrage excessif d'une pince peut comprimer le matériau, conduisant à une pièce hors spécifications une fois qu'il est relâché et "détendu".
Les Influences Négligées : Environnement et Expertise
C'est là que de nombreuses opérations d'usinage échouent à obtenir une qualité constante avec le PTFE. La machine et le matériau n'existent pas dans le vide.
L'Environnement d'Usinage
Le PTFE possède un coefficient de dilatation thermique très élevé. De petits changements de température ambiante peuvent provoquer l'expansion ou la contraction du matériau suffisamment pour le faire sortir des bandes de tolérance serrées.
Maintenir une température et une humidité constantes dans l'environnement d'usinage réduit ces variables, conduisant à des résultats plus prévisibles et reproductibles.
Le Rôle de la Compétence de l'Opérateur
Un opérateur expérimenté est sans doute l'un des facteurs les plus critiques. Il peut inspecter visuellement les signes de "peluches" du matériau ou de mauvaise formation des copeaux et effectuer des ajustements en temps réel aux paramètres de coupe.
Cette expertise pratique pour diagnostiquer et corriger les problèmes au fur et à mesure qu'ils surviennent est quelque chose qui ne peut pas être entièrement programmé. Elle transforme l'art de l'usinage en une science fiable, améliorant considérablement la qualité et l'efficacité.
Comprendre les Compromis
L'usinage du PTFE implique de gérer ses caractéristiques uniques et parfois difficiles. Reconnaître ces compromis est essentiel pour la conception et la production réussies de pièces.
Dilatation Thermique vs. Tolérances Serrées
Le compromis le plus important est de gérer la dilatation thermique élevée du PTFE tout en essayant de maintenir des tolérances serrées. Cela nécessite un environnement à température contrôlée, des outils tranchants pour minimiser la chaleur de coupe, et potentiellement de laisser la pièce se normaliser à température ambiante avant de prendre les mesures finales.
Douceur vs. Finition de Surface
La douceur du PTFE le rend facile à couper mais difficile à obtenir une finition parfaitement lisse et sans bavure. Il a tendance à se déchirer ou à créer de fins "cheveux" plutôt que des copeaux nets. Ceci est contrecarré par des outils extrêmement tranchants et des parcours d'outils optimisés, mais cela reste un défi constant.
Résistance à la Compression vs. Pression de Serrage
La faible résistance à la compression du matériau signifie qu'il peut être facilement écrasé ou déformé par les dispositifs de maintien de pièce. Le compromis réside entre maintenir la pièce suffisamment sécurisée pour un usinage agressif et utiliser un toucher léger pour éviter toute déformation. Cela nécessite souvent des solutions de montage personnalisées à basse pression.
Comment Assurer la Qualité de Vos Pièces en PTFE
Pour obtenir des résultats cohérents et de haute qualité, vous devez considérer l'ensemble du système de facteurs en jeu.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez un environnement d'usinage stable et à température contrôlée et travaillez avec des opérateurs expérimentés qui savent compenser la dilatation thermique.
- Si votre objectif principal est la finition de surface : Insistez sur l'utilisation d'outils exceptionnellement tranchants et dédiés, conçus spécifiquement pour les polymères tendres.
- Si votre objectif principal est la cohérence et la performance du matériau : Commencez par vous procurer un stock de PTFE de haute qualité et correctement fritté auprès d'un fournisseur réputé pour éliminer les défauts du matériau avant même le début de l'usinage.
En fin de compte, contrôler chaque variable, de la matière première à l'inspection finale, est le seul moyen de garantir un composant en PTFE usiné de très haute qualité.
Tableau Récapitulatif :
| Facteur | Influence Clé sur la Qualité d'Usinage du PTFE |
|---|---|
| Matière Première | La cohérence du moulage/frittage affecte le gauchissement et la stabilité dimensionnelle. |
| Environnement d'Usinage | Le contrôle de la température/humidité minimise la dilatation thermique élevée du PTFE. |
| Compétence de l'Opérateur | Les ajustements en temps réel empêchent les peluches, les déchirures et assurent des tolérances serrées. |
| Outils de Coupe | Des outils tranchants avec un angle de dépouille élevé sont essentiels pour une finition de surface nette sur le PTFE tendre. |
Obtenez une précision impeccable pour vos composants en PTFE avec KINTEK.
L'usinage de polymères sensibles comme le PTFE nécessite un partenaire qui contrôle chaque variable. KINTEK se spécialise dans la fabrication de joints, de revêtements et de matériel de laboratoire en PTFE de haute qualité pour les secteurs des semi-conducteurs, du médical et de l'industrie. Nous combinons des matières premières de première qualité, des installations à température contrôlée et des machinistes experts pour livrer des pièces personnalisées qui répondent à vos spécifications les plus strictes—du prototype à la production en grand volume.
Contactez KINTEK dès aujourd'hui pour discuter de votre projet et découvrir la différence que l'expertise apporte.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Tiges en PTFE personnalisables pour applications industrielles avancées
Les gens demandent aussi
- Quelles sont les performances des récipients en polytétrafluoroéthylène (PTFE) en matière de perméation de gaz ? Aperçus d'experts sur l'absorption de solvants
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision



















