Pour créer des formes rondes ou coniques en polytétrafluoroéthylène (PTFE), la technique d'usinage idéale est le tournage. Bien que le PTFE soit exceptionnellement facile à usiner sur des équipements standard, ses propriétés uniques — à savoir sa douceur, sa dilatation thermique élevée et sa tendance à se déformer sous la pression — exigent une approche spécifique. Le succès dépend moins de la machine elle-même que du choix correct des outils, des vitesses et des techniques de manipulation.
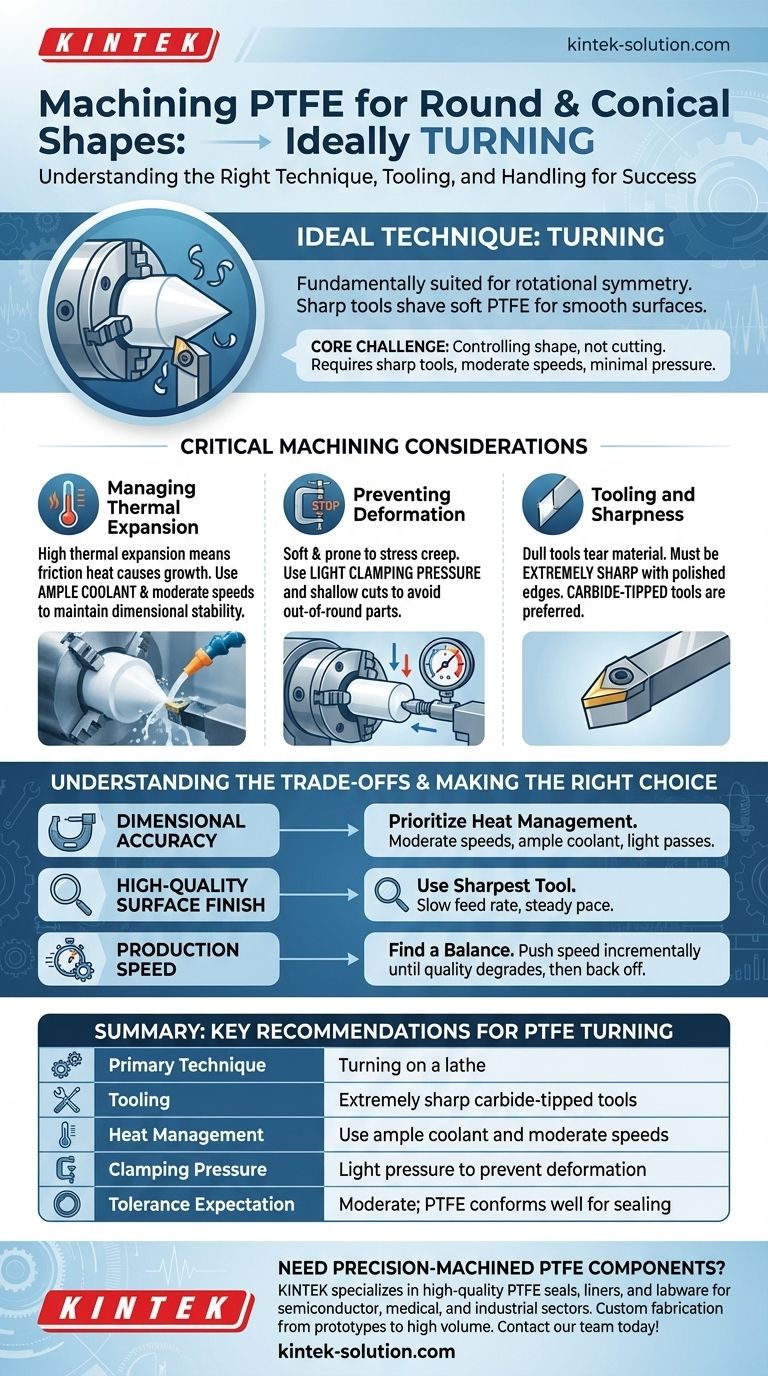
Le principal défi de l'usinage du PTFE n'est pas de le couper, mais de contrôler sa forme. Le tournage est la méthode correcte pour les pièces rondes, mais l'obtention de la précision dimensionnelle nécessite de gérer l'instabilité inhérente du matériau avec des outils tranchants, des vitesses modérées et une pression minimale.
Pourquoi le tournage est le bon choix pour le PTFE
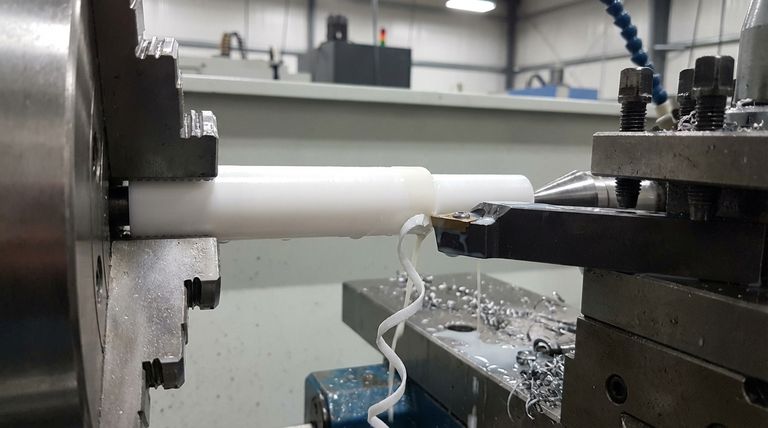
Le tournage est un procédé d'usinage où un outil de coupe, généralement un outil à pointe unique, se déplace linéairement pendant que la pièce tourne. Cette méthode est fondamentalement adaptée à la création de pièces ayant une symétrie de révolution.
La mécanique du tournage
Un tour fixe et fait tourner la matière première en PTFE à grande vitesse. Un outil de coupe stationnaire est ensuite avancé dans le matériau, retirant précisément de la matière pour créer des profils cylindriques, des conicité (cônes), des gorges et des surfaces. Cette action de coupe continue est parfaite pour produire les surfaces lisses et symétriques requises pour les pièces rondes.
Comment les propriétés du PTFE s'alignent avec le tournage
La douceur du PTFE signifie qu'il offre très peu de résistance à un outil de coupe tranchant. Dans une opération de tournage, cela permet une action de tranchage nette qui retire la matière en douceur. Contrairement au fraisage, qui peut impliquer des coupes interrompues, l'engagement constant d'un outil de tournage fournit une finition constante idéale pour ce matériau.
Considérations critiques d'usinage pour le PTFE
Mettre simplement du PTFE sur un tour ne suffit pas. Vous devez gérer activement ses propriétés pour obtenir un résultat précis. Les objectifs principaux sont de minimiser la chaleur et d'éviter la déformation physique.
Gestion de la dilatation thermique
Le PTFE présente un coefficient de dilatation thermique exceptionnellement élevé. La friction due à la coupe génère de la chaleur, provoquant une expansion significative du matériau. Si elle n'est pas contrôlée, une pièce mesurée comme correcte à chaud sera sous-dimensionnée une fois refroidie.
L'utilisation d'une quantité généreuse de liquide de refroidissement ou de lubrifiant est essentielle pour dissiper cette chaleur à la source. Associée à des vitesses de coupe modérées, c'est la stratégie la plus efficace pour maintenir la stabilité dimensionnelle.
Prévention de la déformation
Le matériau est doux et sujet au fluage sous contrainte, ce qui signifie qu'il se déformera avec le temps sous une pression constante. Un serrage excessif des mors de mandrin sur un tour comprimera le matériau, entraînant une pièce non ronde ou sous-dimensionnée une fois la pression relâchée.
Utilisez toujours une pression de serrage légère — juste assez pour maintenir fermement la pièce. De même, utilisez une faible profondeur de passe pour éviter de repousser le matériau loin de l'outil plutôt que de le couper.
Outils et acuité
Les outils émoussés ne couperont pas le PTFE ; ils le déchireront et le déformeront, ce qui entraînera une mauvaise finition de surface et des dimensions imprécises. Les outils doivent être extrêmement tranchants avec un tranchant poli pour assurer une action de tranchage nette.
L'acier rapide (HSS) est acceptable, mais les outils à plaquettes de carbure sont préférés pour leur meilleure rétention du tranchant et leurs performances.
Comprendre les compromis
L'usinage du PTFE implique d'équilibrer des facteurs concurrents. Comprendre ces compromis est essentiel pour éviter les frustrations courantes.
Le défi des tolérances serrées
Obtenir des tolérances précises et serrées avec le PTFE est difficile et souvent inutile. Sa résilience naturelle lui permet de se conformer et de sceller dans de nombreuses applications. Il est souvent préférable de concevoir la pièce pour tirer parti de cette propriété plutôt que de lutter contre la nature du matériau en exigeant une précision rigide qu'il ne peut pas maintenir.
Finition de surface contre vitesse
Bien que vous puissiez couper le PTFE à grande vitesse, cela génère plus de chaleur et risque de nuire à la finition de surface. Pour la meilleure finition possible, privilégiez les vitesses d'avance plus lentes et des outils très tranchants plutôt que des vitesses de rotation élevées. Cela donne à l'outil le temps de créer une action de tranchage lisse.
La nécessité d'un liquide de refroidissement
Bien que les passes courtes ou brutes puissent parfois être effectuées à sec, tout travail nécessitant de la précision exige un liquide de refroidissement. L'usinage sans liquide de refroidissement garantit une accumulation de chaleur, qui est la principale source d'erreur dimensionnelle lors du travail avec le PTFE.
Faire le bon choix pour votre objectif
Sélectionnez vos paramètres en fonction du résultat le plus important pour votre pièce spécifique.
- Si votre objectif principal est la précision dimensionnelle : Privilégiez la gestion de la chaleur avec des vitesses modérées, un liquide de refroidissement abondant et des passes légères pour éviter la dilatation thermique.
- Si votre objectif principal est une finition de surface de haute qualité : Utilisez l'outil le plus tranchant et le plus poli possible combiné à une vitesse d'avance lente et régulière.
- Si votre objectif principal est la vitesse de production : Trouvez un équilibre ; pousser la vitesse de manière trop agressive compromettra à la fois la précision et la finition, alors augmentez la vitesse progressivement jusqu'à ce que la qualité commence à se dégrader, puis reculez légèrement.
En fin de compte, l'usinage réussi du PTFE vient du respect de ses propriétés plutôt que d'essayer de le forcer à se comporter comme du métal.
Tableau récapitulatif :
| Considération clé | Recommandation pour le tournage du PTFE |
|---|---|
| Technique principale | Tournage sur un tour |
| Outillage | Outils à plaquettes de carbure extrêmement tranchants |
| Gestion de la chaleur | Utiliser un liquide de refroidissement abondant et des vitesses modérées |
| Pression de serrage | Pression légère pour éviter la déformation |
| Attente de tolérance | Modérée ; le PTFE se conforme bien pour l'étanchéité |
Besoin de composants en PTFE usinés avec précision ? KINTEK est spécialisée dans la fabrication de joints, de revêtements et de verrerie en PTFE de haute qualité pour les secteurs des semi-conducteurs, médical et industriel. Notre expertise en fabrication sur mesure — des prototypes aux commandes à grand volume — garantit que vos pièces sont fabriquées avec les techniques précises et le soin qu'exige le PTFE. Contactez notre équipe dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Fabricant de pièces en PTFE sur mesure pour les conteneurs et les composants en téflon
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Disque de dispersion PTFE Grade Alimentaire et Cosmétique Palette de Mélange Antiadhésive et Résistante à la Corrosion Grande Hélice Personnalisable
- Manchons et tiges creuses personnalisés en PTFE pour applications avancées
Les gens demandent aussi
- Quelles considérations de conception sont importantes pour les pièces en PTFE sur mesure ? Concevoir pour la performance et la fiabilité
- Quelles capacités de fabrication sont associées aux pièces en PTFE ? Libérez la précision grâce à l'usinage par des experts
- Quelles industries utilisent des pièces en PTFE sur mesure et à quelles fins ? Résolvez les défis critiques avec des matériaux haute performance
- Quels sont les principaux avantages du PTFE dans la fabrication sur mesure ? Libérez la performance dans des conditions extrêmes
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles



















