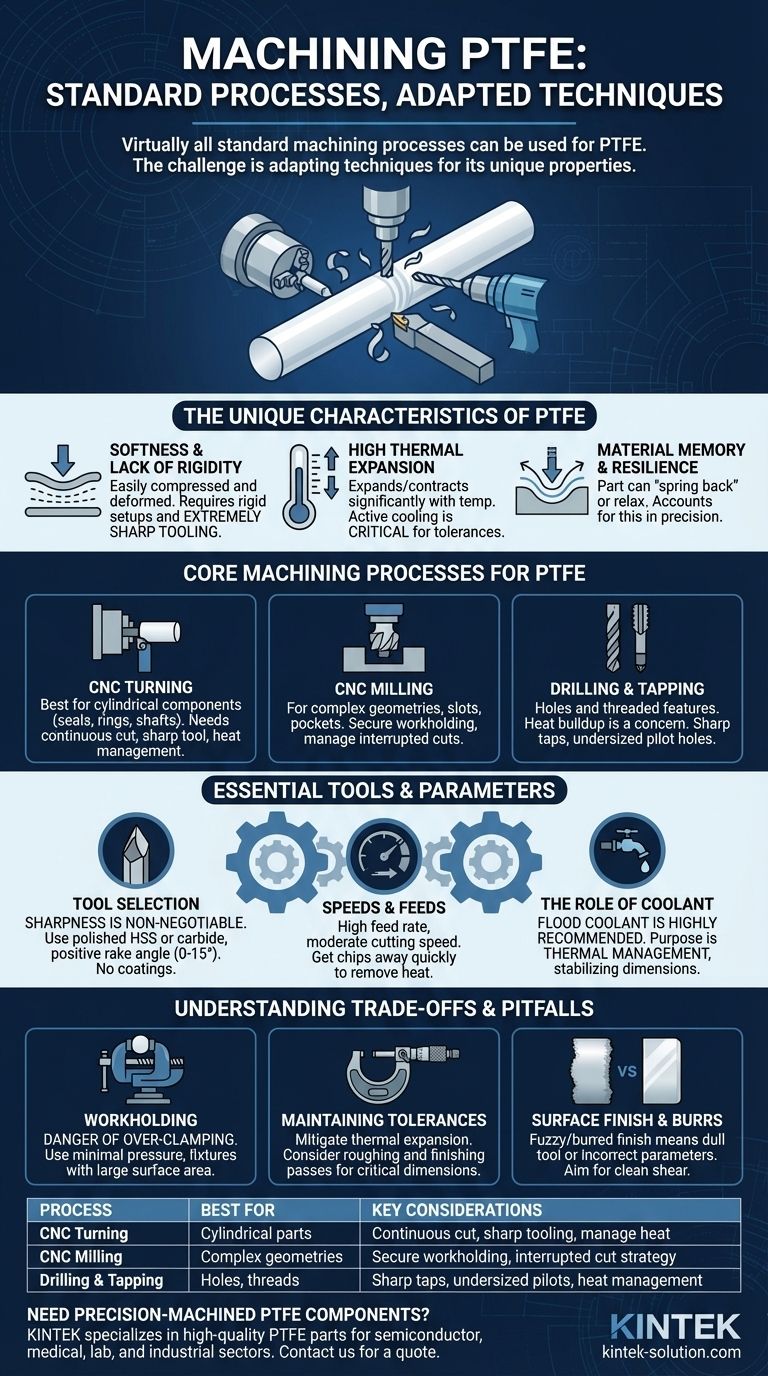
Pratiquement tous les procédés d'usinage standard peuvent être utilisés pour le PTFE. Le polytétrafluoroéthylène est un polymère doux et à faible friction qui se coupe, se tourne, se fraise et se perce facilement à l'aide d'équipements conventionnels, y compris les machines CNC. Le véritable défi ne réside pas dans les procédés que vous pouvez utiliser, mais dans la manière dont vous adaptez votre technique pour tenir compte des propriétés uniques du matériau.
Le principe fondamental de l'usinage du PTFE est de gérer ses caractéristiques distinctes : une forte dilatation thermique, une douceur inhérente et un manque de rigidité. Bien que les procédés soient standard, le succès nécessite des outils spécialisés, des stratégies spécifiques de vitesse et d'avance, ainsi qu'un maintien de la pièce soigné pour éviter la déformation et maintenir la précision dimensionnelle.

Caractéristiques d'usinage uniques du PTFE
Comprendre pourquoi le PTFE se comporte comme il le fait est la première étape pour l'usiner efficacement. Ses propriétés sont fondamentalement différentes de celles des métaux et même d'autres plastiques.
Douceur et manque de rigidité
Le PTFE est un matériau exceptionnellement tendre. Cela signifie qu'il peut facilement être comprimé, déformé ou repoussé par la pression de l'outil de coupe au lieu d'être coupé proprement.
Cette caractéristique rend absolument essentiels des montages de machine rigides et des outils extrêmement tranchants.
Forte dilatation thermique
Le PTFE se dilate et se contracte avec les changements de température beaucoup plus que la plupart des matériaux. La chaleur générée pendant une opération de coupe peut provoquer une expansion significative du matériau, ruinant les tolérances.
Une fois la pièce refroidie, elle se contracte, ce qui entraîne une dimension finale inférieure à celle mesurée pendant la coupe. Cela fait du refroidissement actif une variable de processus critique.
Mémoire du matériau et résilience
Grâce à sa résilience, une pièce en PTFE usinée peut s'adapter aux surfaces de contact, c'est pourquoi des tolérances très serrées ne sont pas toujours nécessaires.
Cependant, cette même propriété signifie que le matériau peut légèrement « rebondir » après une coupe ou se détendre après avoir été libéré d'un montage, ce qui doit être pris en compte lorsque la précision est requise.
Procédés d'usinage de base pour le PTFE
Les équipements CNC et manuels standard sont parfaitement adaptés au PTFE. Les procédés suivants sont les plus courants.
Tournage CNC
Le tournage CNC est idéal pour produire des composants cylindriques tels que des joints, des bagues, des isolateurs et des arbres. L'action de coupe continue fonctionne bien avec le PTFE, à condition que l'outil soit suffisamment tranchant pour créer un mouvement de cisaillement lisse.
Fraisage CNC
Le fraisage est utilisé pour créer des géométries plus complexes, des fentes, des poches et des surfaces planes. Le fraisage impliquant une coupe interrompue, il est vital de s'assurer que la pièce est solidement maintenue sans être déformée.
Perçage et Taraudage
Le perçage de trous dans le PTFE est simple, mais l'accumulation de chaleur est une préoccupation majeure, surtout pour les trous plus profonds. Le taraudage de filets nécessite des tarauds tranchants et souvent de percer le trou pilote légèrement sous dimensionné pour tenir compte de la tendance du matériau à se déformer.
Outils et paramètres essentiels pour réussir
Votre choix d'outillage et de réglages de machine déterminera la qualité de la pièce finale. L'objectif est toujours de cisailler le matériau proprement avec un apport de chaleur minimal.
Sélection des outils : la netteté est non négociable
Le facteur le plus important est la netteté de l'outil. Un outil émoussé labourera le matériau au lieu de le couper, générant un excès de chaleur et une mauvaise finition de surface.
Utilisez des outils en acier rapide (HSS) ou en carbure avec des arêtes de coupe très tranchantes et polies. Un angle de dépouille positif (0–15 degrés) réduit les forces de coupe et aide à peler le matériau en douceur. Les outils non revêtus sont souvent préférés car certains revêtements peuvent augmenter la friction.
Vitesses et avances : une approche contre-intuitive
La stratégie pour le PTFE est d'éloigner le copeau de la pièce le plus rapidement possible avant qu'il ne puisse transférer de la chaleur. Cela signifie souvent utiliser une vitesse d'avance élevée combinée à une vitesse de coupe modérée.
Les points de départ recommandés sont des vitesses de coupe de 200 à 500 pieds de surface par minute (SFM) et des vitesses d'avance de 0,002 à 0,010 pouce par révolution. Ce ne sont que des points de départ ; ajustez toujours en fonction de la formation des copeaux et de l'état de surface résultants.
Le rôle du liquide de refroidissement
L'utilisation d'un système de liquide de refroidissement en circulation est fortement recommandée. Son objectif principal n'est pas la lubrification, mais la gestion thermique. Le liquide de refroidissement évacue la chaleur de la pièce, stabilisant ses dimensions et empêchant les coupes imprécises dues à la dilatation thermique.
Comprendre les compromis et les pièges
Éviter les erreurs courantes est crucial pour un usinage efficace et précis du PTFE.
Maintien de la pièce : le danger du sur-serrage
Parce que le PTFE est si tendre, il est très facile de le déformer dans un étau ou un mandrin. Appliquez une pression de serrage minimale — juste assez pour maintenir la pièce fermement.
L'utilisation de montages avec une grande surface peut aider à répartir la force de serrage et à minimiser la déformation de la pièce.
Maintien des tolérances
L'obtention de tolérances serrées est possible mais nécessite un contrôle strict du processus. La clé est d'atténuer la dilatation thermique grâce à des outils tranchants, des vitesses et des avances appropriées, et une application généreuse de liquide de refroidissement.
Pour les dimensions critiques, envisagez d'effectuer des passes d'ébauche pour enlever la majeure partie du matériau, suivies d'une passe de finition légère une fois que la pièce s'est stabilisée.
Finition de surface et bavures
Une finition de surface floue ou ébarbée est un signe clair que votre outil de coupe est émoussé ou que vos paramètres sont incorrects. Le PTFE doit s'usiner avec une finition propre, presque brillante, lorsque l'outil ciseille correctement le matériau.
Faire le bon choix pour votre objectif
Votre approche doit être adaptée aux exigences de votre application spécifique.
- Si votre objectif principal est le prototypage rapide ou les pièces non critiques : Des outils HSS tranchants standard fonctionneront bien, et vous pourrez vous concentrer sur des taux d'enlèvement de matière plus élevés.
- Si votre objectif principal est les composants de haute précision : Investissez dans des outils en carbure tranchants dédiés, utilisez beaucoup de liquide de refroidissement et prévoyez des passes d'ébauche et de finition séparées pour gérer la stabilité thermique.
- Si votre objectif principal est la production en grand volume : La cohérence est essentielle. Utilisez des équipements CNC avec liquide de refroidissement en circulation et établissez un calendrier de remplacement d'outils strict pour garantir que les arêtes de coupe restent parfaitement affûtées.
Maîtriser l'usinage du PTFE revient à respecter les propriétés uniques du matériau et à adapter vos techniques standard en conséquence.
Tableau récapitulatif :
| Procédé | Idéal pour | Considérations clés |
|---|---|---|
| Tournage CNC | Pièces cylindriques (joints, bagues, arbres) | Coupe continue, outillage tranchant, gestion de la chaleur |
| Fraisage CNC | Géométries complexes, fentes, poches | Maintien sécurisé de la pièce, stratégie de coupe interrompue |
| Perçage et Taraudage | Trous et filetages | Tarauds tranchants, trous pilotes sous-dimensionnés, gestion de la chaleur |
Besoin de composants en PTFE usinés avec précision ?
KINTEK se spécialise dans la fabrication de composants en PTFE de haute qualité — y compris des joints, des revêtements et de la verrerie de laboratoire personnalisée — pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons les nuances de l'usinage du PTFE et mettons à profit notre expertise pour livrer des pièces avec une précision dimensionnelle exceptionnelle, du prototype à la production en grand volume.
Laissez-nous mettre à votre service notre production de précision et nos capacités de fabrication personnalisée.
Contactez notre équipe dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
Les gens demandent aussi
- Qu'est-ce qui rend le PTFE usiné adapté aux applications industrielles ? Des performances inégalées dans des conditions extrêmes
- Quels sont les principaux avantages de l'utilisation du PTFE pour les pièces sur mesure ? Résoudre des défis d'ingénierie complexes
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application
- Les pièces en PTFE peuvent-elles être personnalisées en fonction d'exigences spécifiques ? Obtenez des composants en PTFE personnalisés avec précision



















