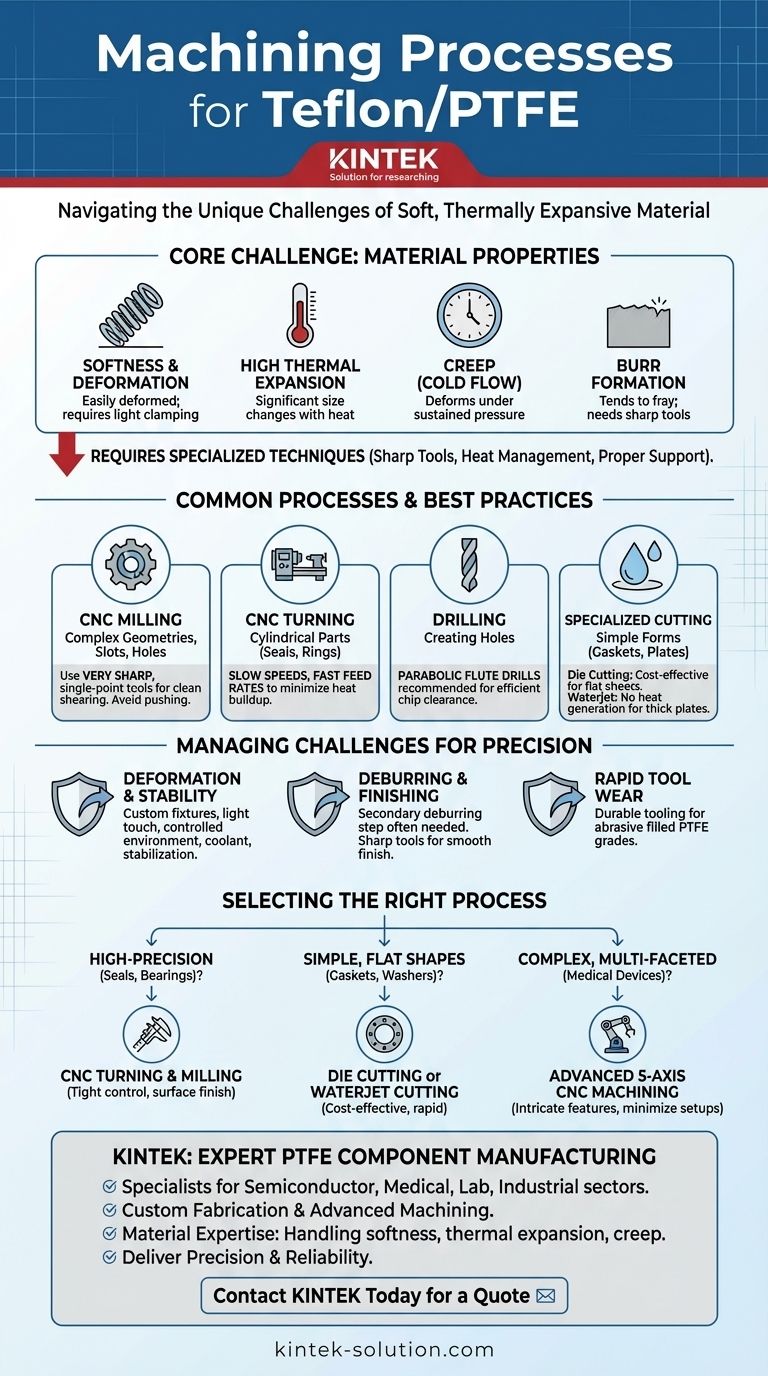
Pratiquement tous les procédés d'usinage standard peuvent être adaptés au Téflon (PTFE), mais le succès dépend de techniques spécialisées pour gérer les propriétés uniques du matériau. Les méthodes les plus courantes comprennent le fraisage CNC, le tournage et le perçage, tandis que des procédés comme la découpe au jet d'eau et au poinçon sont utilisés pour des formes spécifiques telles que les feuilles et les plaques.
Le défi fondamental dans l'usinage du Téflon n'est pas le manque de procédés compatibles, mais plutôt le contrôle de sa mollesse inhérente, de sa faible résistance mécanique et de sa forte dilatation thermique. Le succès dépend entièrement de l'utilisation d'outils extrêmement tranchants, de la gestion de la chaleur et de l'apport d'un support approprié pour éviter la déformation et garantir la précision dimensionnelle.

Pourquoi le Téflon nécessite-t-il une approche spécialisée
Les propriétés précieuses du Téflon — faible friction, inertie chimique et résistance à la température — sont le résultat direct de sa structure moléculaire unique. Cependant, ces mêmes propriétés en font un matériau particulièrement difficile à usiner avec précision.
Faible résistance mécanique
Le PTFE est un matériau tendre qui peut facilement être déformé ou comprimé par les forces de coupe ou la pression de serrage. Cela nécessite un maintien de la pièce et des trajectoires d'outil soigneusement étudiés pour éviter de déformer la pièce finale.
Forte dilatation thermique
Le matériau se dilate et se contracte considérablement avec les changements de température. La chaleur générée pendant l'usinage peut faire gonfler la pièce, entraînant des coupes imprécises qui seront hors tolérance une fois la pièce refroidie.
Tendance au fluage (écoulement à froid)
Sous une pression soutenue, même à température ambiante, le PTFE se déformera lentement. Ce « fluage » ou « écoulement à froid » signifie qu'une pression de serrage excessive peut modifier de façon permanente les dimensions de la pièce avant même qu'une seule coupe ne soit effectuée.
Formation de bavures
En raison de sa mollesse, le Téflon a tendance à former des bavures lors de l'usinage plutôt que de produire un copeau propre. Cela nécessite des outils de coupe extrêmement tranchants et des géométries d'outil spécifiques pour obtenir une finition nette.
Procédés d'usinage courants pour le PTFE
Bien que de nombreux procédés soient viables, ils doivent être adaptés pour tenir compte des caractéristiques du matériau. L'utilisation de l'usinage CNC est fortement recommandée pour sa précision et son contrôle.
Fraisage CNC
Le fraisage est efficace pour créer des géométries complexes, des fentes et des trous. L'essentiel est d'utiliser des outils de coupe à pointe unique très tranchants pour cisailler proprement le matériau plutôt que de le pousser.
Tournage CNC
Le tournage est idéal pour produire des pièces cylindriques telles que des joints, des bagues et des rouleaux. Les usineurs utilisent souvent des vitesses lentes combinées à des vitesses d'avance rapides pour minimiser l'accumulation de chaleur et réduire le temps de contact de l'outil.
Perçage
Les forets standard peuvent provoquer une chaleur et une déformation importantes. Les forets à goujures paraboliques sont souvent recommandés car leur forme est plus efficace pour évacuer les copeaux et réduire la friction.
Méthodes de coupe spécialisées
Pour des formes plus simples ou spécifiques, d'autres méthodes sont très efficaces. La découpe au poinçon est excellente pour produire des joints et d'autres pièces plates et minces à partir de tôles de PTFE, tandis que la découpe au jet d'eau peut traiter des plaques plus épaisses sans générer de chaleur.
Comprendre les compromis et les défis
L'usinage du Téflon est un équilibre entre précision et contrôle. Sans comprendre les pièges potentiels, il est facile de produire des pièces hors tolérance et fonctionnellement inutilisables.
Risque de déformation
Le principal défi est d'empêcher la pièce de se déformer sous les forces de serrage et de coupe. Cela nécessite des montages personnalisés et une manipulation légère, ce qui peut augmenter le temps de configuration et le coût.
Gestion de la stabilité dimensionnelle
En raison de sa forte dilatation thermique, un environnement contrôlé et l'utilisation de liquide de refroidissement sont souvent nécessaires. Les pièces doivent être laissées à stabiliser à une température standard avant l'inspection finale pour garantir la précision.
Ébavurage et finition
Les pièces nécessitent souvent une étape d'ébavurage secondaire, ce qui ajoute du temps et de la main-d'œuvre au processus. L'obtention d'une finition de surface parfaitement lisse nécessite des outils tranchants et des paramètres de coupe optimisés.
Usure rapide des outils
Bien que tendres, certaines qualités de PTFE chargé (par exemple, chargé de verre) sont très abrasives et peuvent provoquer une usure rapide des outils. Cela nécessite l'utilisation d'outillage durable et des changements d'outils fréquents.
Faire le bon choix pour votre application
Le choix du procédé dépend entièrement de la complexité de votre pièce et des tolérances requises.
- Si votre objectif principal est les composants de haute précision (joints, paliers, isolants) : Le tournage et le fraisage CNC sont les meilleurs choix, car ils offrent le contrôle le plus strict sur les dimensions et l'état de surface.
- Si votre objectif principal est les formes simples et plates (joints, rondelles) : La découpe au poinçon ou au jet d'eau offre une solution très rentable et rapide pour produire des pièces à partir de matériaux en feuille.
- Si votre objectif principal est les pièces complexes à facettes multiples (dispositifs médicaux, composants de semi-conducteurs) : L'usinage CNC 5 axes avancé est nécessaire pour créer des caractéristiques complexes tout en minimisant les configurations et la manipulation pour maintenir la précision.
En comprenant le comportement unique du Téflon et en l'associant à la bonne stratégie d'usinage, vous pouvez exploiter avec succès ses propriétés exceptionnelles pour vos applications les plus exigeantes.
Tableau récapitulatif :
| Procédé | Idéal pour | Considération clé |
|---|---|---|
| Fraisage CNC | Géométries complexes, fentes, trous | Utiliser des outils à pointe unique et tranchants pour cisailler proprement le matériau |
| Tournage CNC | Pièces cylindriques (joints, bagues) | Vitesses lentes avec des vitesses d'avance rapides pour gérer la chaleur |
| Perçage | Création de trous | Forets à goujures paraboliques recommandés pour une évacuation efficace des copeaux |
| Découpe au poinçon | Formes simples et plates (joints) | Rentable pour les pièces en feuille à haut volume |
| Découpe au jet d'eau | Plaques épaisses | Aucune zone affectée par la chaleur ; idéal pour les applications sensibles à la chaleur |
Besoin de composants en PTFE usinés avec précision ?
KINTEK se spécialise dans la fabrication de composants en PTFE de haute qualité pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous comprenons les défis uniques de l'usinage du Téflon et utilisons des techniques avancées pour garantir la précision dimensionnelle et des performances supérieures dans chaque pièce.
Nos capacités comprennent :
- Fabrication sur mesure : Du prototype aux séries de production à haut volume.
- Usinage avancé : Fraisage, tournage et perçage CNC experts pour les géométries complexes.
- Expertise des matériaux : Manipulation précise de la mollesse, de la dilatation thermique et du fluage du PTFE.
Laissez-nous fournir la précision et la fiabilité que votre application exige.
Contactez KINTEK dès aujourd'hui pour un devis et découvrez comment notre expertise peut bénéficier à votre projet.
Guide Visuel
Produits associés
- Fabricant de pièces en PTFE sur mesure pour les pièces en téflon et les pinces en PTFE
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
- Béchers et ballons en PTFE de grande taille pour applications de laboratoire résistantes à la corrosion à haute température avec fabrication CNC sur mesure
Les gens demandent aussi
- Quelles sont les tailles minimales et maximales pour l'usinage de pièces en PTFE ? Concevoir pour réussir sans limites universelles
- Quelles sont les propriétés clés du Téflon (PTFE) utilisées dans les pièces sur mesure ? | Atteignez des performances optimales
- Quels sont les principaux avantages du PTFE dans la fabrication sur mesure ? Libérez la performance dans des conditions extrêmes
- Quelles considérations de conception sont importantes pour les pièces en PTFE sur mesure ? Concevoir pour la performance et la fiabilité
- Quels avantages les pièces en PTFE sur mesure offrent-elles pour l'efficacité industrielle ? Augmentez les temps de disponibilité et réduisez les coûts



















