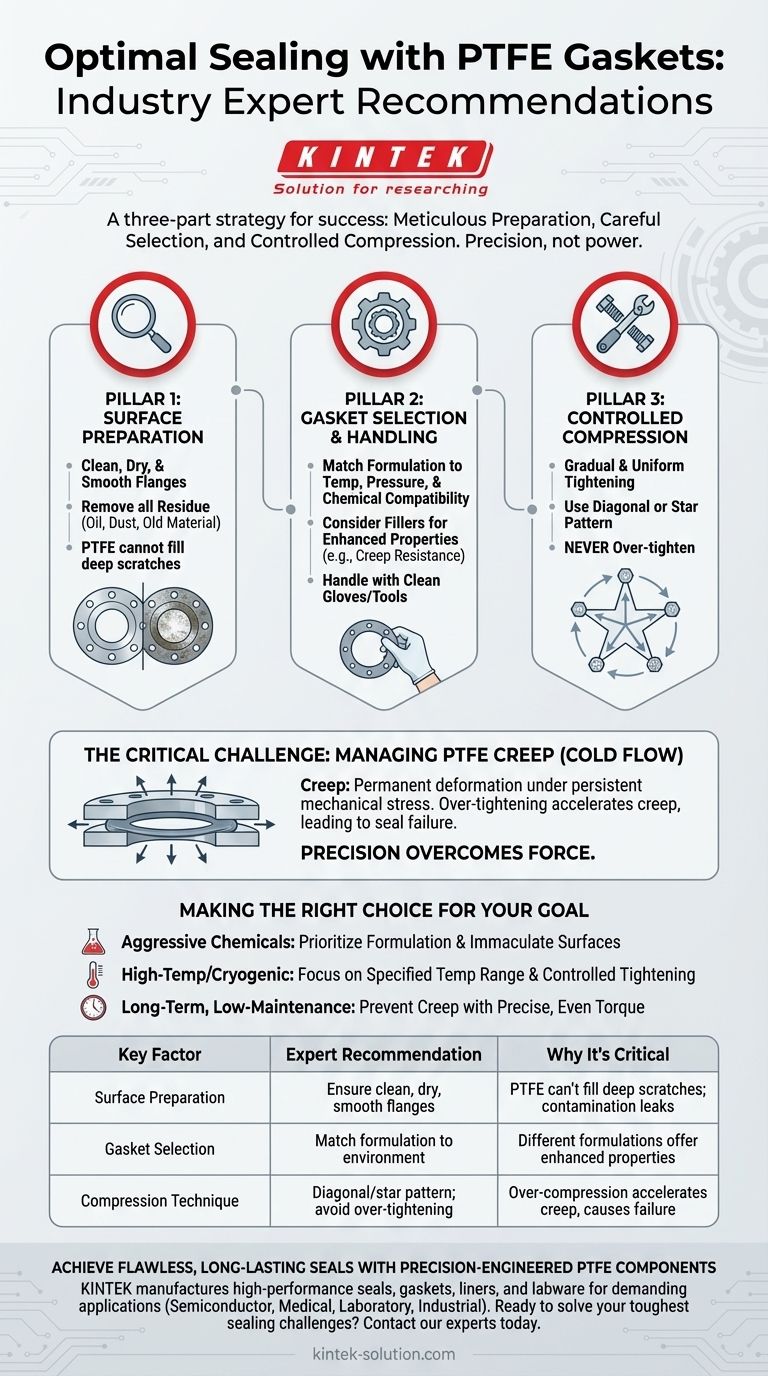
Pour une étanchéité optimale avec les joints en PTFE, les experts de l'industrie recommandent unanimement une stratégie en trois parties. Le succès dépend d'une préparation méticuleuse de la surface de la bride, de la sélection rigoureuse de la formulation de joint correcte pour l'application spécifique, et d'une procédure de serrage des boulons contrôlée et uniforme pour appliquer une compression égale.
Le défi principal avec le PTFE est de gérer ses propriétés uniques. Bien qu'il offre une résistance chimique et thermique inégalée, sa tendance au "fluage" ou à l'écoulement à froid sous pression signifie que la force brute est contre-productive. Un joint réussi repose sur la précision, pas sur la puissance.

Les trois piliers d'un joint PTFE efficace
Obtenir un joint durable et étanche avec le PTFE est un processus systématique. Chacune des étapes suivantes est essentielle pour contrer les propriétés inhérentes du matériau et exploiter ses forces.
Pilier 1 : Préparation de la surface de la bride
Une surface d'étanchéité impeccable est non négociable. Le PTFE est un matériau souple qui s'adapte bien aux surfaces, mais il ne peut pas combler les rayures profondes ni surmonter la contamination.
Les brides doivent être parfaitement propres, sèches et lisses. Tout résidu, tel que les huiles des mains, la poussière ou l'ancien matériau de joint, peut créer un chemin de fuite et doit être complètement éliminé.
Pilier 2 : Sélection et manipulation du joint
Tous les joints en PTFE ne sont pas identiques. La formulation doit correspondre aux exigences de l'environnement.
Tenez compte des exigences spécifiques de l'application en matière de température, de pression et de compatibilité chimique. Diverses charges peuvent être ajoutées au PTFE pour améliorer ses propriétés, telles que la résistance au fluage.
Manipulez le joint avec des gants ou des outils propres. Les rayures ou la contamination des mains nues peuvent compromettre la surface d'étanchéité et entraîner une défaillance prématurée.
Pilier 3 : Compression contrôlée et uniforme
C'est la phase la plus critique où la nature unique du PTFE entre en jeu. L'objectif est d'obtenir une étanchéité suffisante sans sur-comprimer le matériau.
Les boulons doivent être serrés progressivement et uniformément. Utilisez un motif diagonal ou en étoile pour répartir la charge uniformément sur la face de la bride.
Ne serrez jamais excessivement les boulons. Une force excessive entraînera le fluage du PTFE, ce qui réduira la charge des boulons au fil du temps et provoquera une fuite éventuelle.
Le défi critique : Gérer le fluage du PTFE
Comprendre la principale limitation du PTFE est essentiel pour quiconque souhaite créer un joint fiable. Sa plus grande faiblesse est sa tendance au fluage.
Qu'est-ce que le fluage (écoulement à froid) ?
Le fluage, ou écoulement à froid, est la tendance d'un matériau solide à se déformer de manière permanente sous l'influence d'une contrainte mécanique persistante.
Pour un joint en PTFE, cela signifie que le matériau va lentement "s'écouler" des points de haute pression sous la bride. Ce processus réduit l'épaisseur du joint, ce qui à son tour réduit la charge des boulons et la pression d'étanchéité.
Pourquoi la précision l'emporte sur la force
L'instinct commun de simplement serrer davantage une bride qui fuit est contre-productif avec le PTFE.
L'application d'un couple excessif accélère le fluage, déformant de manière permanente le joint et garantissant une future fuite. La clé est d'appliquer juste assez, et juste la bonne quantité, de pression uniforme pour créer un joint initial.
Faire le bon choix pour votre objectif
Votre objectif spécifique déterminera quel aspect du processus d'installation nécessite le plus d'attention.
- Si votre objectif principal est de contenir des produits chimiques agressifs : Priorisez la sélection de la bonne formulation de PTFE et assurez-vous que les surfaces des brides sont impeccables pour éviter tout chemin de fuite potentiel.
- Si vous travaillez avec des applications à haute température ou cryogéniques : Vérifiez la plage de température spécifiée du joint et concentrez-vous sur une procédure de serrage contrôlée pour gérer la dilatation et la contraction du matériau.
- Si votre priorité est un joint à long terme et nécessitant peu d'entretien : Le facteur le plus important est d'empêcher le fluage en appliquant un couple de serrage précis et uniforme et en résistant à la tentation de sur-comprimer.
En respectant les propriétés uniques du PTFE grâce à une installation précise, vous pouvez obtenir un joint pratiquement indestructible.
Tableau récapitulatif :
| Facteur clé | Recommandation d'expert | Pourquoi c'est critique |
|---|---|---|
| Préparation de surface | Assurez-vous que les brides sont propres, sèches et lisses. | Le PTFE ne peut pas combler les rayures profondes ; la contamination crée des chemins de fuite. |
| Sélection du joint | Faites correspondre la formulation du PTFE (par exemple, chargé ou vierge) à la température, à la pression et à l'exposition chimique. | Différentes formulations offrent des propriétés améliorées comme une meilleure résistance au fluage. |
| Technique de compression | Utilisez un motif diagonal/en étoile pour un serrage uniforme des boulons ; évitez le sur-serrage. | La sur-compression accélère le fluage (écoulement à froid) du PTFE, entraînant une défaillance du joint. |
Obtenez des joints impeccables et durables avec des composants PTFE de précision
Maîtriser les trois piliers de l'étanchéité PTFE est essentiel pour la fiabilité dans les applications exigeantes. Chez KINTEK, nous fabriquons des joints, des garnitures, des revêtements et des articles de laboratoire en PTFE haute performance conçus pour exceller dans les environnements les plus difficiles, y compris les processus de semi-conducteurs, médicaux, de laboratoire et industriels.
Notre expertise garantit que chaque composant est conçu avec précision pour atténuer les défis tels que le fluage, offrant la durabilité et la résistance chimique que vos opérations exigent. Que vous ayez besoin d'un prototype personnalisé ou d'une production en grand volume, nous fournissons des solutions adaptées à vos spécifications exactes.
Prêt à résoudre vos défis d'étanchéité les plus complexes ? Contactez nos experts dès aujourd'hui pour discuter de votre application et recevoir un devis de solution personnalisée.
Guide Visuel
Produits associés
- Joint d'étanchéité industriel ignifuge et résistant à la corrosion, en PTFE isolant antistatique résistant aux hautes températures et personnalisable
- Joint d'étanchéité isolant en PTFE sur mesure Résistant à la corrosion Joints en Téflon Composants en plastique technique sur mesure
- Joints d'isolation en PTFE sur mesure et joints en fluoropolymère résistants à la corrosion pour applications électriques industrielles
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Support de résistance à l'acide PTFE personnalisé, support multi-trous pour système d'absorption d'hydrogène PFA
Les gens demandent aussi
- Comment le PTFE est-il utilisé dans les joints d'étanchéité et les garnitures ? Tirer parti de sa résistance chimique et thermique
- Quelles méthodes de fabrication sont utilisées pour produire des joints en PTFE ? Choisissez le bon processus pour une étanchéité parfaite
- Pourquoi les joints en PTFE ont-ils une longue durée de vie ? Obtenez une durabilité d'étanchéité et des économies de coûts inégalées
- Comment appelle-t-on couramment le PTFE et pourquoi est-il utilisé pour les joints ? | Solutions d'étanchéité supérieures
- Quels secteurs industriels bénéficient des joints en PTFE grâce à leur conformité FDA ? Assurer la pureté et la sécurité du produit



















