Pour usiner le PTFE avec succès, vous devez adopter une stratégie qui tienne compte de ses propriétés uniques : extrême douceur, faible dissipation de la chaleur et dilatation thermique élevée. Cela nécessite l'utilisation d'outils exceptionnellement tranchants, l'application d'une force de serrage minimale pour éviter la déformation, et l'utilisation de vitesses de coupe et d'avances faibles pour gérer l'accumulation de chaleur et maintenir la précision dimensionnelle.
Le défi central de l'usinage du PTFE n'est pas de couper le matériau, mais de le contrôler. Contrairement aux métaux, qui sont rigides, le PTFE se déforme facilement sous la pression et se dilate avec la chaleur, ce qui rend une approche de « finesse plutôt que de force » essentielle pour obtenir des tolérances serrées et une finition de qualité.

Pourquoi le PTFE exige-t-il une approche spécialisée
Le polytétrafluoroéthylène (PTFE), souvent connu sous le nom de marque Teflon, est apprécié pour son faible coefficient de frottement, son inertie chimique et sa résistance aux hautes températures. Cependant, les propriétés mêmes qui le rendent précieux en application le rendent également difficile à usiner sur la machine CNC.
Le défi de la douceur et de la faible rigidité
Le PTFE est un matériau extrêmement tendre. Cela signifie qu'il offre peu de résistance à l'outil de coupe, mais cela signifie aussi qu'il peut être facilement comprimé, étiré ou déformé.
L'application d'une pression de serrage excessive ou l'utilisation d'un outil émoussé ne coupera pas proprement le matériau, mais le repoussera, entraînant des inexactitudes dimensionnelles et des gauchissements.
Le paradoxe de l'accumulation de chaleur
Bien que le PTFE puisse résister à des températures extrêmes dans son application finale, c'est un mauvais conducteur thermique. Il ne dissipe pas bien la chaleur pendant l'usinage.
Cette chaleur piégée provoque une dilatation significative du matériau – une propriété connue sous le nom de coefficient de dilatation thermique élevé. Cette dilatation peut ruiner les tolérances serrées, car une pièce usinée « à chaud » se contractera et sortira des spécifications en refroidissant.
L'impact du faible coefficient de frottement
Le coefficient de frottement exceptionnellement bas du PTFE est un avantage clé, réduisant l'usure des pièces finies. Pendant l'usinage, cette propriété aide à réduire la friction sur l'outil lui-même.
Cependant, cela ne compense pas la tendance du matériau à se déformer sous la pression ou à se dilater avec la chaleur, qui restent les principaux défis.
Les piliers de l'usinage de précision du PTFE
Une stratégie réussie pour l'usinage du PTFE repose sur un contrôle précis des outils, des paramètres de la machine et du maintien en place.
Sélection de l'outil : la netteté est non négociable
Le facteur le plus important est la netteté de l'outil. Un tranchant affûté tranche proprement le matériau plutôt que de le pousser.
Utilisez des outils en acier rapide (HSS) ou en carbure avec un angle de dépouille positif très élevé et une surface polie et lisse pour empêcher le matériau de coller à l'outil.
Vitesses et avances : lent et régulier
Pour éviter l'accumulation de chaleur, vous devez utiliser des paramètres de coupe conservateurs. Les vitesses élevées génèrent de la friction et de la chaleur, ce qui entraîne une dilatation thermique.
Visez des vitesses de coupe optimales comprises entre 200 et 500 m/min et des vitesses d'avance de 0,1 à 0,5 mm/rev. Ces paramètres plus faibles minimisent le stress thermique sur la pièce.
Maintien en place : support sans distorsion
Sécuriser correctement le PTFE est essentiel. Le serrage dans un étau standard est souvent trop agressif et déformera la pièce.
Utilisez des montages qui offrent un support large avec une pression de serrage minimale. Les mors souples spécialisés, les montages à vide ou les montages moulés sur mesure sont très efficaces pour maintenir la pièce fermement sans l'écraser.
Gestion thermique : le rôle des liquides de refroidissement
L'utilisation d'un liquide de refroidissement en jet a un double objectif : il lubrifie la coupe et, plus important encore, il évacue activement la chaleur de la pièce.
Cette gestion thermique est cruciale pour prévenir la dilatation thermique qui détruit la précision dimensionnelle, vous permettant de maintenir des tolérances beaucoup plus serrées.
Pièges courants à éviter
Comprendre la théorie est une chose ; éviter les erreurs courantes en est une autre. La connaissance de ces pièges est essentielle pour éviter les pièces mises au rebut et le temps perdu.
Le mythe de la « facilité d'usinage »
Le PTFE est souvent décrit comme ayant une grande usinabilité. Cela signifie simplement qu'il est facile à couper et qu'il provoque très peu d'usure de l'outil.
Cela ne signifie pas qu'il est facile de maintenir des tolérances serrées. Le défi réside dans le contrôle de la réponse physique du matériau au processus d'usinage.
Rechercher des tolérances sans tenir compte de l'expansion
Une erreur courante consiste à mesurer la pièce alors qu'elle est encore chaude du processus de coupe. Les mesures seront inexactes, car la pièce se contractera une fois refroidie à température ambiante.
Laissez toujours la pièce normaliser sa température avant de prendre les mesures finales pour les dimensions critiques.
Serrage excessif : la cause principale de la déformation
L'instinct naturel est de serrer fermement une pièce. Avec le PTFE, c'est le moyen le plus rapide de ruiner une pièce avant même la première coupe.
Commencez toujours par la force de serrage minimale absolue requise pour maintenir la pièce et n'augmentez-la que si nécessaire. L'objectif est de fixer, non de déformer.
Faire le bon choix pour votre objectif
Votre objectif spécifique déterminera l'aspect du processus que vous devez prioriser.
- Si votre objectif principal est la précision dimensionnelle : Priorisez la gestion thermique avant tout en utilisant un liquide de refroidissement abondant et des vitesses conservatrices pour éviter la dilatation thermique.
- Si votre objectif principal est une finition de surface supérieure : Mettez l'accent sur l'utilisation d'outils extrêmement tranchants et polis avec un angle de dépouille élevé et effectuez des passes de finition légères et constantes.
- Si vous usinez des pièces complexes ou à parois minces : Concentrez-vous sur un maintien en place robuste et non déformant, car ces caractéristiques sont les plus susceptibles à la déformation sous pression.
En respectant les propriétés uniques du PTFE au lieu de les combattre, vous pouvez transformer ses défis d'usinage en résultats prévisibles et réussis.
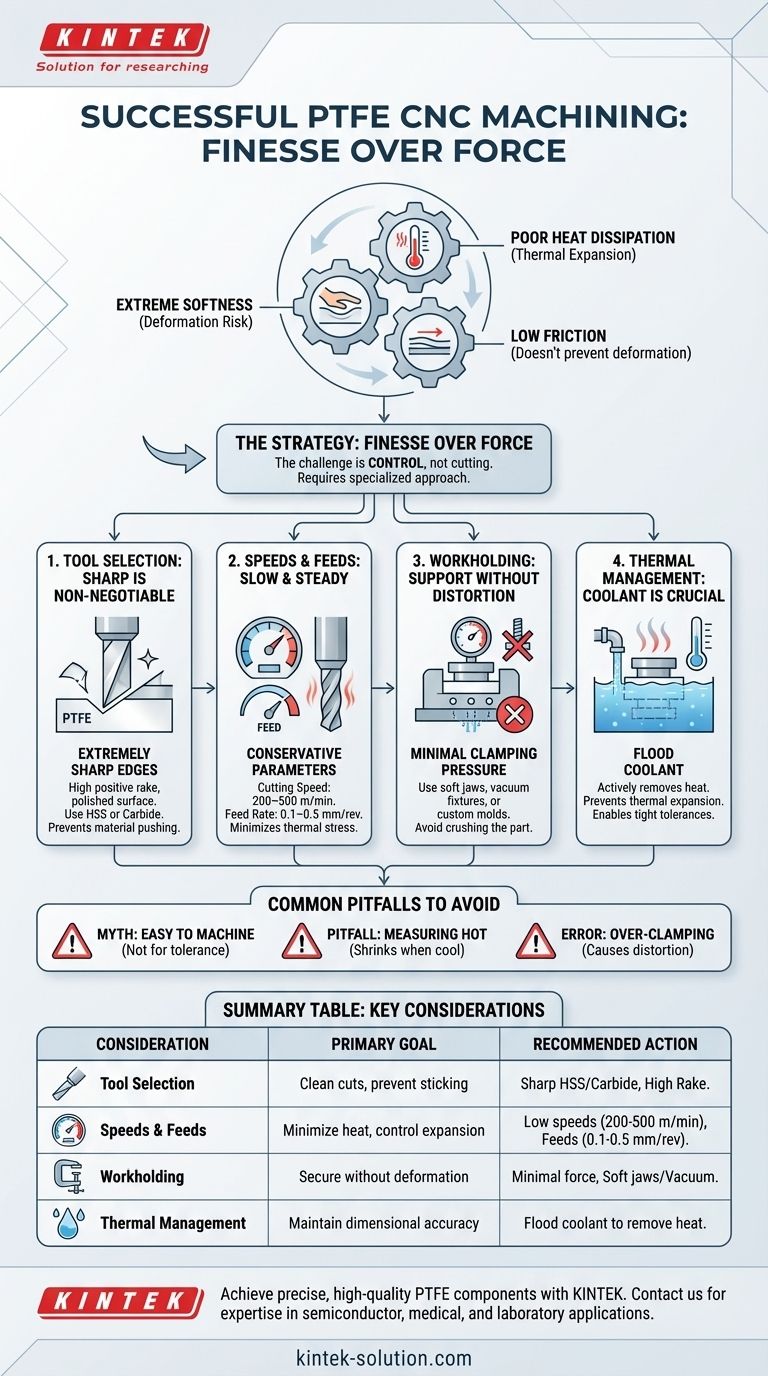
Tableau récapitulatif :
| Considération clé | Objectif principal | Action recommandée |
|---|---|---|
| Sélection de l'outil | Coupes nettes, éviter que le matériau ne colle | Utiliser des outils HSS/carbure extrêmement tranchants avec un angle de dépouille positif élevé. |
| Vitesses et avances | Minimiser l'accumulation de chaleur, contrôler l'expansion | Utiliser des vitesses faibles (200-500 m/min) et des vitesses d'avance (0,1-0,5 mm/rev). |
| Maintien en place | Fixer la pièce sans déformation | Appliquer une force de serrage minimale ; utiliser des mors souples ou des montages à vide. |
| Gestion thermique | Maintenir la précision dimensionnelle | Utiliser un liquide de refroidissement en jet pour évacuer activement la chaleur de la pièce. |
Obtenez des composants en PTFE précis et de haute qualité avec KINTEK.
L'usinage du PTFE pour les applications dans les semi-conducteurs, le médical ou les laboratoires nécessite une expertise spécialisée pour surmonter ses défis uniques. KINTEK excelle dans la fabrication de PTFE de précision, des prototypes personnalisés aux commandes à haut volume. Nous tirons parti de notre connaissance approfondie des propriétés des matériaux pour fournir des pièces qui respectent vos tolérances les plus strictes.
Laissez-nous mettre notre expertise à votre service. Contactez KINTEK dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Pièces moulées en PTFE Téflon fabriquées sur mesure pour le nettoyage de verre conducteur ITO FTO de laboratoire Panier à fleurs
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
Les gens demandent aussi
- Quelles sont les principales méthodes de fabrication des appareils de laboratoire en PTFE ? Perspectives d'experts sur l'ingénierie des fluoropolymères
- Quels types de produits finis sont fabriqués à partir de PTFE ? Joints, paliers, verrerie de laboratoire et plus encore
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quels sont les avantages mécaniques et sécuritaires de l'utilisation d'appareils en PTFE dans un laboratoire ? Améliorer la sécurité et la durabilité
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application



















