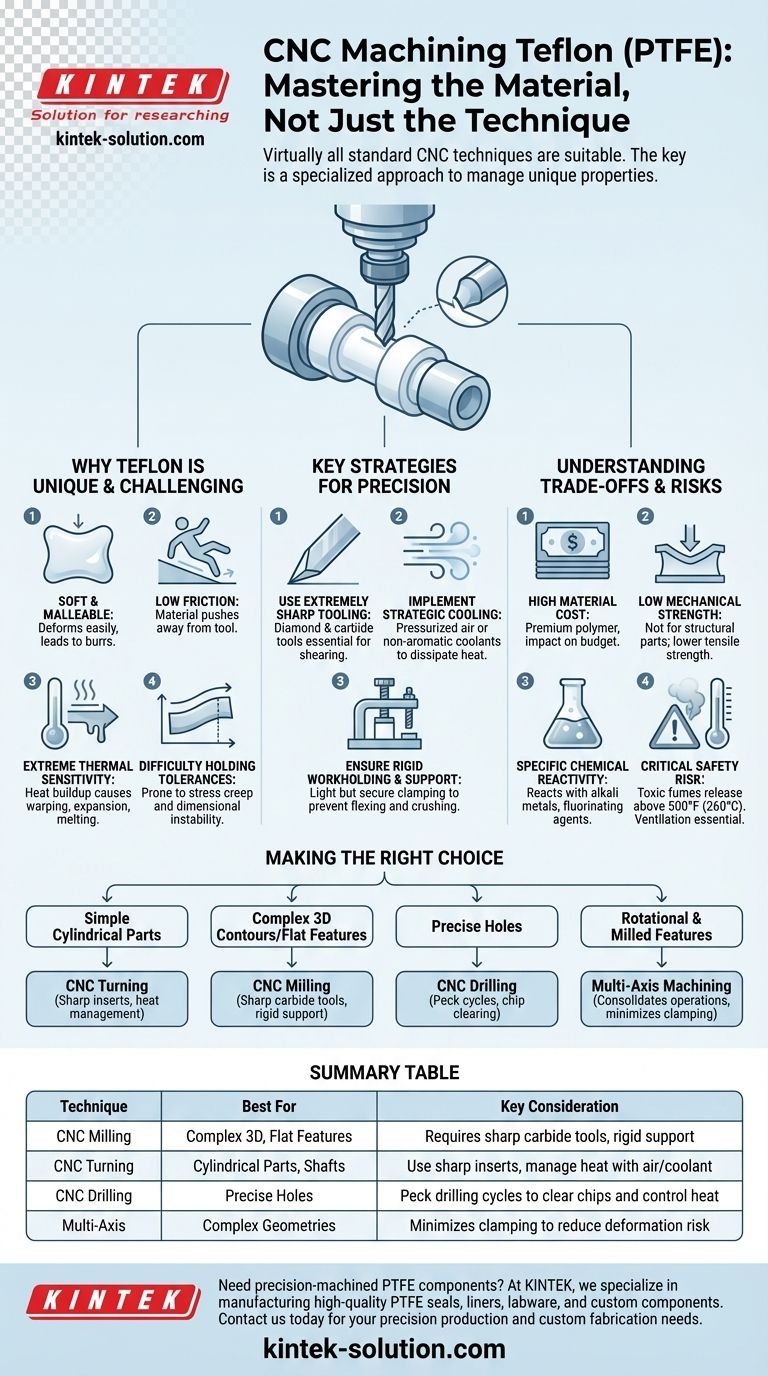
Pratiquement toutes les techniques d'usinage CNC standard conviennent au Téflon (PTFE), y compris le fraisage CNC, le tournage, le perçage et l'usinage multi-axes. Le facteur critique n'est pas la technique elle-même, mais l'approche spécialisée requise pour gérer les propriétés uniques du Téflon telles que sa douceur, sa faible friction et son extrême sensibilité à la chaleur.
Le défi de l'usinage du Téflon ne réside pas dans le choix d'une technique, mais dans la maîtrise de son exécution. Le succès dépend entièrement de l'adaptation des stratégies d'outillage, de refroidissement et de maintien en place pour contrecarrer la tendance du matériau à se déformer, à fondre et à résister à une coupe nette.

Pourquoi le Téflon exige une approche d'usinage spécialisée
L'usinage du Téflon est fondamentalement différent du travail avec les métaux ou même d'autres polymères. Ses caractéristiques distinctes présentent un ensemble unique de défis qui doivent être relevés pour atteindre la précision et éviter la défaillance de la pièce.
Le défi de la douceur et de la malléabilité
Le Téflon est exceptionnellement tendre, ce qui signifie qu'il peut facilement se déformer ou se comprimer sous la pression d'un outil de coupe ou de la force de serrage. Cela peut entraîner des imprécisions dimensionnelles, un chattering de l'outil et une formation de bavures importante, difficile à éliminer proprement.
Le problème de la faible surface de friction
Le faible coefficient de friction célèbre du matériau signifie qu'il a tendance à glisser ou à s'éloigner de l'outil de coupe plutôt que d'être cisaillé proprement. Cela nécessite des outils extrêmement tranchants pour initier et maintenir une coupe appropriée.
Gestion de la sensibilité thermique extrême
Le Téflon a un coefficient de dilatation thermique élevé et une faible conductivité thermique. Cela signifie que la chaleur générée pendant la coupe reste concentrée à la pointe de l'outil, ce qui peut provoquer la déformation, l'expansion ou même la fusion du matériau, rendant impossible le maintien de tolérances serrées.
De manière critique, si le Téflon est chauffé au-dessus de 500 °F (260 °C), il commence à se décomposer et à libérer des fumées hautement toxiques, créant un risque important pour la santé et la sécurité.
La difficulté de maintenir les tolérances
Au-delà de l'expansion thermique immédiate, le Téflon est également sujet au fluage sous contrainte (stress creep). Cela signifie que même après l'usinage, le matériau peut lentement changer de forme avec le temps à mesure que les contraintes internes se relâchent, compromettant la stabilité dimensionnelle à long terme.
Stratégies clés pour l'usinage de précision du Téflon
Surmonter les défis de l'usinage du PTFE nécessite une stratégie méticuleuse et délibérée axée sur des outils tranchants, le contrôle de la température et un support rigide.
Utiliser des outils extrêmement tranchants
Le facteur le plus important est la netteté de l'outil de coupe. Les outils doivent être capables de trancher le matériau proprement sans aucune poussée ou frottement.
Les outils en diamant et en carbure sont fortement recommandés. Bien qu'ils soient durs, leur principal avantage ici est leur capacité à être affûtés et à maintenir un tranchant de rasoir, ce qui est essentiel pour cisailler efficacement le Téflon.
Mettre en œuvre un refroidissement stratégique
La gestion de la chaleur est primordiale. Bien que les liquides de refroidissement en nappe ne soient pas toujours nécessaires, une forme de refroidissement est cruciale pour éviter l'accumulation de chaleur à l'outil.
Les options efficaces comprennent l'air pressurisé pour évacuer les copeaux et fournir un refroidissement par convection, les systèmes de brumisation, ou un liquide de refroidissement soluble dans l'eau et non aromatique. L'objectif est de dissiper rapidement la chaleur avant qu'elle ne déforme le matériau.
Assurer un maintien en place et un support rigides
Fixer une pièce en Téflon est un équilibre délicat. La pression de serrage doit être suffisante pour empêcher le mouvement, mais suffisamment légère pour éviter d'écraser ou de déformer le matériau tendre.
Des dispositifs de serrage spécialisés et le soutien complet du matériau sous la zone de coupe sont souvent nécessaires pour l'empêcher de fléchir sous l'effet de l'outil.
Comprendre les compromis et les limites
Bien que ce soit un excellent matériau pour de nombreuses applications, il est important de reconnaître les limites inhérentes du Téflon avant de l'adopter pour une pièce usinée.
Coût élevé du matériau
Le PTFE est un polymère de première qualité et est nettement plus cher que de nombreux plastiques courants, ce qui peut affecter le budget pour les pièces plus grandes ou les séries de production.
Faible résistance mécanique
Le Téflon n'est pas un matériau structurel. Il possède une résistance à la traction inférieure à celle d'autres plastiques techniques comme le nylon et est sujet au fluage sous charge.
Réactivité chimique spécifique
Bien que notoirement inerte, le Téflon peut réagir violemment avec les métaux alcalins et certains agents de fluoration hautement réactifs.
Le risque de sécurité critique
La production de gaz toxiques à des températures élevées ne peut être surestimée. Une ventilation et un contrôle de la température appropriés ne sont pas seulement des meilleures pratiques ; ce sont des exigences de sécurité essentielles.
Faire le bon choix pour votre objectif
La meilleure technique CNC est celle qui crée le plus efficacement la géométrie souhaitée tout en adhérant aux principes d'usinage du Téflon.
- Si votre objectif principal est des pièces cylindriques simples : Le tournage CNC avec des plaquettes extrêmement tranchantes est la méthode la plus directe et la plus efficace.
- Si votre objectif principal est des contours 3D complexes ou des surfaces planes : Le fraisage CNC, en particulier l'usinage à 3 ou 5 axes, offre la liberté géométrique nécessaire.
- Si votre objectif principal est de créer des trous précis : Le perçage CNC est efficace, mais nécessite des forets tranchants et une attention particulière aux cycles de piquage pour évacuer les copeaux et contrôler la chaleur.
- Si votre objectif principal est des pièces comportant à la fois des caractéristiques de tournage et de fraisage : Les centres de tournage-fraisage CNC sont idéaux pour consolider les opérations, minimiser le serrage et améliorer la précision globale.
En fin de compte, la réussite de l'usinage du Téflon dépend moins de la machine que de la méthodologie ; une compréhension approfondie du comportement du matériau est votre plus grand atout.
Tableau récapitulatif :
| Technique | Idéal pour | Considération clé |
|---|---|---|
| Fraisage CNC | Contours 3D complexes, surfaces planes | Nécessite des outils en carbure tranchants, un support rigide |
| Tournage CNC | Pièces cylindriques, arbres | Utiliser des plaquettes tranchantes, gérer la chaleur avec de l'air/liquide de refroidissement |
| Perçage CNC | Trous précis | Cycles de perçage par piquage pour évacuer les copeaux et contrôler la chaleur |
| Usinage Multi-Axes | Géométries complexes en une seule configuration | Minimise le serrage pour réduire le risque de déformation |
Besoin de composants en PTFE usinés avec précision ?
Chez KINTEK, nous nous spécialisons dans la fabrication de joints, de revêtements, de verrerie de laboratoire et de composants personnalisés en PTFE de haute qualité pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Notre expertise dans l'adaptation des techniques CNC aux propriétés uniques du Téflon garantit que vos pièces répondent aux spécifications exactes, des prototypes aux commandes à haut volume.
Contactez-nous dès aujourd'hui pour discuter de votre projet et bénéficier de nos capacités de production de précision et de fabrication sur mesure.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Coupe-membrane carrée PTFE haute pureté et dispositif d'aliquotage de filtre pour l'analyse de traces et les applications de laboratoire en salle blanche
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Tamis de réaction en PTFE haute température avec couches personnalisables et tailles de pores précises pour dispositifs de séparation d'échantillons filetés
Les gens demandent aussi
- Comment le PTFE minimise-t-il la contamination des échantillons ? Assurez une pureté inégalée pour les analyses critiques
- Quel matériau est utilisé pour mouler la verrerie en PTFE ? Le rôle essentiel de la résine PTFE pure
- Quels types de produits finis sont fabriqués à partir de PTFE ? Joints, paliers, verrerie de laboratoire et plus encore
- Quelle est la plage de température de fonctionnement pour la verrerie de laboratoire en PTFE ? Maîtriser les limites thermiques de -200°C à +260°C
- Quels sont les avantages mécaniques et sécuritaires de l'utilisation d'appareils en PTFE dans un laboratoire ? Améliorer la sécurité et la durabilité



















