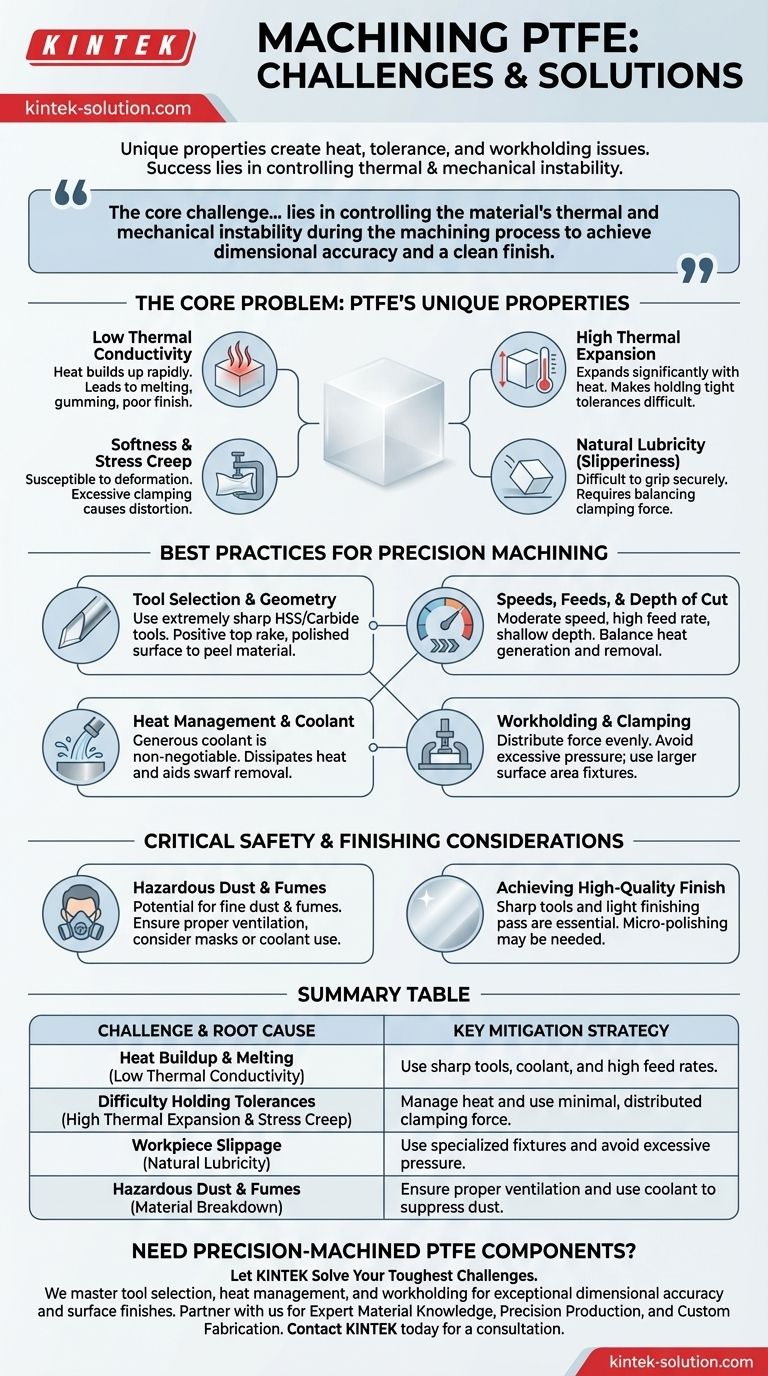
Les principaux défis de l'usinage du PTFE proviennent de sa combinaison unique de propriétés matérielles. Sa douceur et son faible point de fusion créent d'importants problèmes de gestion de la chaleur, tandis que sa dilatation thermique élevée et son fluage sous contrainte rendent difficile le maintien de tolérances serrées. De plus, son caractère naturellement glissant complique le maintien de la pièce, et le processus peut libérer de la poussière dangereuse, nécessitant des précautions de sécurité.
Le défi principal n'est pas que le PTFE est difficile à couper – il est en fait assez mou. La difficulté réside dans le contrôle de l'instabilité thermique et mécanique du matériau pendant le processus d'usinage pour obtenir une précision dimensionnelle et une finition propre.

Le problème fondamental : les propriétés uniques du PTFE
Pour usiner le PTFE avec succès, il faut d'abord comprendre les caractéristiques intrinsèques du matériau. Ces propriétés sont la cause première de presque tous les défis que vous rencontrerez.
Faible conductivité thermique
Le PTFE est un excellent isolant thermique. Cela signifie qu'il ne dissipe pas bien la chaleur, ce qui entraîne une accumulation rapide de chaleur au niveau du tranchant de l'outil de coupe.
Cette chaleur localisée peut faire en sorte que le PTFE dépasse son faible point de fusion, entraînant une surface gommeuse ou fondue, encrassant l'outil et résultant en une mauvaise finition.
Coefficient de dilatation thermique élevé
En réponse à la chaleur générée pendant la coupe, le PTFE se dilate considérablement – bien plus que les métaux ou d'autres plastiques.
Cette dilatation thermique fait du maintien de tolérances serrées un défi majeur. Une pièce mesurée comme précise alors qu'elle est chaude après l'usinage peut devenir hors spécifications une fois qu'elle a refroidi à température ambiante.
Douceur et fluage sous contrainte
Bien que sa douceur rende le PTFE facile à couper avec une force minimale, elle le rend également susceptible à la déformation.
Une pression de serrage excessive peut facilement comprimer ou déformer le matériau, un phénomène connu sous le nom de fluage sous contrainte. Cette déformation peut ruiner la précision dimensionnelle de la pièce avant même qu'une seule coupe ne soit effectuée.
Lubricité naturelle (glissance)
Le coefficient de frottement extrêmement faible du PTFE le rend difficile à maintenir solidement dans un mandrin ou un étau.
Cela nécessite un équilibre délicat : appliquer une force de serrage suffisante pour maintenir le matériau glissant sans en appliquer trop au point de provoquer une déformation ou un fluage sous contrainte.
Meilleures pratiques pour l'usinage de précision
Surmonter les défis du PTFE nécessite une approche spécifique en matière d'outillage, de vitesses et de gestion de la chaleur. L'objectif est de minimiser le frottement, la génération de chaleur et les forces de coupe.
Sélection et géométrie des outils
Le bon outil est essentiel pour une coupe nette. Utilisez des outils de coupe extrêmement tranchants, de préférence en acier rapide (HSS), Stellite ou carbure.
Les outils doivent avoir un angle de coupe positif (entre 0 et 15 degrés) et être polis ou lisses. Cette géométrie réduit les forces de coupe, minimise le frottement et aide à peler le matériau plutôt qu'à le pousser.
Vitesses, avances et profondeur de coupe
La clé est d'équilibrer la génération de chaleur avec l'enlèvement efficace du matériau.
Utilisez des vitesses de coupe modérées (généralement de 200 à 500 pieds de surface par minute) pour éviter la surchauffe. Cela doit être associé à une vitesse d'avance élevée (0,002 à 0,010 pouce par révolution) pour maintenir l'outil en mouvement et l'empêcher de s'attarder et de faire fondre le matériau.
Pour réduire davantage la chaleur et la pression de l'outil, utilisez toujours une faible profondeur de coupe.
Gestion de la chaleur et liquide de refroidissement
Une gestion agressive de la chaleur est non négociable pour les travaux de précision.
L'utilisation d'une quantité généreuse de liquide de refroidissement ou de lubrifiant est fortement recommandée. Cela sert à deux fins : il dissipe la chaleur de la zone de coupe et aide à l'évacuation des copeaux, empêchant les copeaux de fondre sur l'outil ou la pièce.
Maintien de la pièce et serrage
Fixez la pièce sans la déformer.
Évitez une pression de serrage excessive. Si possible, utilisez des montages ou des mors de mandrin avec une plus grande surface pour répartir la force de serrage plus uniformément. Pour les pièces glissantes, des mesures de fixation supplémentaires peuvent être nécessaires.
Considérations critiques de sécurité et de finition
Au-delà du processus de coupe lui-même, les opérateurs doivent être conscients des dangers potentiels et des exigences de finition pour garantir un résultat réussi et sûr.
Le danger de la poussière et des fumées de PTFE
L'usinage du PTFE peut générer de fines particules de poussière et, en cas de surchauffe, des fumées dangereuses.
L'inhalation de cette micro-poussière peut être dangereuse. Assurez toujours une ventilation adéquate et envisagez de porter un masque ou d'effectuer des opérations sous liquide de refroidissement pour supprimer complètement la création de poussière.
Obtenir une finition de surface de haute qualité
En raison de sa douceur, le PTFE peut parfois donner une finition de surface "duveteuse" ou ébarbée.
Des outils extrêmement tranchants et une légère passe de finition sont essentiels. Pour les applications nécessitant une surface très lisse, des méthodes de post-traitement comme le micro-polissage peuvent être nécessaires.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit être dictée par l'exigence la plus critique de votre projet.
- Si votre objectif principal est d'atteindre des tolérances serrées : Vous devez privilégier une gestion agressive de la chaleur avec du liquide de refroidissement et contrôler soigneusement la pression de serrage pour éviter la dilatation et la déformation du matériau.
- Si votre objectif principal est une finition de surface lisse : Votre priorité doit être d'utiliser des outils extrêmement tranchants et polis avec un angle de coupe positif et de maintenir une vitesse d'avance élevée pour éviter la fusion.
- Si votre objectif principal est la sécurité de l'opérateur : Vous devez assurer une excellente ventilation et utiliser un système de liquide de refroidissement pour supprimer la création de poussière dangereuse en suspension dans l'air.
En fin de compte, maîtriser l'usinage du PTFE vient du respect de ses propriétés et de l'adaptation de vos techniques en conséquence.
Tableau récapitulatif :
| Défi | Cause première | Stratégie d'atténuation clé |
|---|---|---|
| Accumulation de chaleur et fusion | Faible conductivité thermique | Utiliser des outils tranchants, du liquide de refroidissement et des vitesses d'avance élevées |
| Difficulté à maintenir les tolérances | Dilatation thermique élevée et fluage sous contrainte | Gérer la chaleur et utiliser une force de serrage minimale et répartie |
| Glissement de la pièce | Lubricité naturelle (faible frottement) | Utiliser des montages spécialisés et éviter une pression excessive |
| Poussière et fumées dangereuses | Dégradation du matériau pendant l'usinage | Assurer une ventilation adéquate et utiliser du liquide de refroidissement pour supprimer la poussière |
Besoin de composants PTFE usinés avec précision ? Laissez KINTEK résoudre vos défis les plus ardus.
L'usinage du PTFE selon des spécifications exactes exige une expertise spécialisée pour surmonter ses propriétés uniques. Chez KINTEK, nous fabriquons des composants PTFE de haute qualité – y compris des joints, des revêtements et des équipements de laboratoire personnalisés – pour les secteurs des semi-conducteurs, médical, laboratoire et industriel. Nous maîtrisons l'équilibre délicat entre la sélection des outils, la gestion de la chaleur et le maintien de la pièce pour livrer des pièces avec une précision dimensionnelle et des finitions de surface exceptionnelles, des prototypes aux séries de production à grand volume.
Collaborez avec nous pour bénéficier de :
- Connaissance experte des matériaux : Nous comprenons le comportement du PTFE de fond en comble.
- Production de précision : Nous maintenons des tolérances serrées en contrôlant la chaleur et le fluage sous contrainte.
- Fabrication sur mesure : Nous adaptons des solutions à vos exigences d'application spécifiques.
Contactez KINTEK dès aujourd'hui pour une consultation et laissez-nous vous fournir les composants PTFE fiables dont votre projet a besoin.
Guide Visuel
Produits associés
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Disque de dispersion en PTFE résistant à la corrosion et pale d'agitation à hélice haute température pour le mélange chimique en laboratoire
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Hélice d'Agitation en PTFE Résistante à la Corrosion et Disque de Dispersion en Polytétrafluoroéthylène Personnalisable
Les gens demandent aussi
- Quelles sont les applications courantes du PTFE usiné ? Exploiter ses propriétés uniques pour des applications exigeantes
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application
- Quels sont les avantages de l'usinage du PTFE par rapport à d'autres matériaux ? Débloquez des performances supérieures dans des environnements difficiles
- Les pièces usinées en PTFE peuvent-elles être personnalisées ? Obtenez des solutions de précision pour les applications exigeantes
- Comment les récipients et appareils de laboratoire en PTFE sont-ils généralement fabriqués ? À l'intérieur du processus d'usinage de précision



















