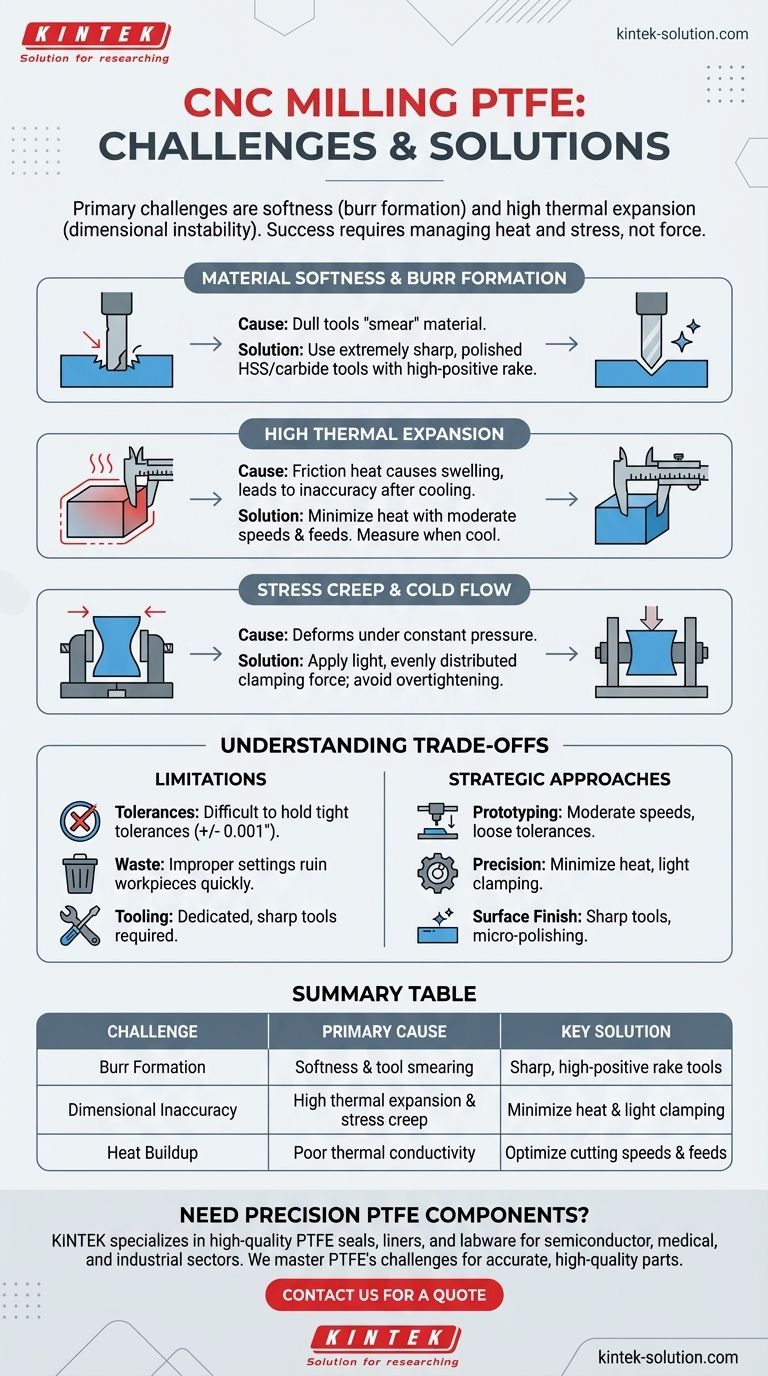
Les principaux défis du fraisage CNC du PTFE sont sa mollesse, qui entraîne la formation de bavures, et son coefficient de dilatation thermique élevé, qui provoque une instabilité dimensionnelle. L'usinage réussi du polytétrafluoroéthylène (PTFE) nécessite une stratégie qui tienne compte de ces propriétés inhérentes au matériau avec des outils, des réglages et des techniques de manipulation spécifiques.
La difficulté fondamentale dans l'usinage du PTFE n'est pas sa dureté, mais sa tendance à se déformer sous l'effet de la chaleur et de la pression. Le succès dépend du travail avec la nature du matériau en gérant la dilatation thermique et les contraintes mécaniques, plutôt que d'essayer de le forcer à se soumettre.

Le problème fondamental : pourquoi le PTFE se comporte différemment
Pour comprendre les défis du fraisage du PTFE, vous devez d'abord comprendre ses propriétés fondamentales. Contrairement aux métaux ou aux plastiques rigides, le comportement du PTFE sous contrainte et chaleur dicte l'ensemble de la stratégie d'usinage.
Analyse de la mollesse du PTFE
Le PTFE est un matériau exceptionnellement tendre. Pendant le fraisage, un outil de coupe émoussé ou mal conçu aura tendance à pousser ou à « étaler » le matériau plutôt qu'à le cisailler proprement.
Cette action de poussée est la principale cause des bavures importantes, ce qui entraîne une mauvaise finition de surface et nécessite des opérations d'ébavurage secondaires.
Le coefficient élevé de dilatation thermique
Le PTFE se dilate et se contracte avec les changements de température beaucoup plus que la plupart des matériaux. La friction d'un outil de coupe génère une chaleur localisée, provoquant le gonflement du matériau pendant le processus de fraisage.
Si les dimensions sont mesurées pendant que la pièce est encore chaude, elle sera hors spécifications une fois refroidie et rétractée. Cela rend l'obtention d'une précision dimensionnelle un défi majeur.
Fluage sous contrainte et écoulement à froid
Le PTFE est sujet au « fluage sous contrainte », également connu sous le nom d'écoulement à froid. Cela signifie que le matériau se déformera lentement avec le temps lorsqu'il est soumis à une pression constante, même à température ambiante.
Cette propriété a un impact direct sur le maintien en place. Si une pièce est serrée trop fortement dans un étau, elle se comprimera. La pièce peut être parfaitement dimensionnée lorsqu'elle est serrée, mais elle sera inexacte une fois la pression relâchée et que le matériau se détendra.
Défis pratiques d'usinage et solutions
Ces propriétés matérielles créent des problèmes prévisibles sur le lieu de travail. Pour les résoudre, des ajustements spécifiques aux pratiques de fraisage standard sont nécessaires.
Atteindre la précision dimensionnelle
La combinaison de la dilatation thermique et du fluage sous contrainte rend difficile le maintien de tolérances serrées. La clé est de minimiser la génération de chaleur et la pression de serrage.
Utilisez des vitesses et des avances de coupe modérées pour réduire la friction et l'accumulation de chaleur. C'est le moyen le plus efficace de gérer la dilatation thermique.
Prévenir la formation de bavures
Pour obtenir une coupe nette au lieu d'une coupe étalée, l'outil de coupe est primordial. Utilisez des outils de coupe extrêmement affûtés et polis, de préférence en acier rapide (HSS) ou en carbure non revêtu.
Un angle de dépouille fortement positif sur l'outil aide à soulever le copeau et à cisailler le matériau proprement, réduisant considérablement la formation de bavures.
Gestion de l'accumulation de chaleur
Étant donné que le PTFE est un mauvais conducteur thermique, la chaleur se concentre au niveau du tranchant. Si elle n'est pas gérée, cette chaleur localisée entraîne directement les problèmes d'expansion mentionnés précédemment.
Les liquides de refroidissement peuvent aider, mais la première ligne de défense reste toujours un outil affûté et des vitesses de coupe appropriées pour empêcher la chaleur de se générer en premier lieu.
Fixer la pièce sans la déformer
Pour contrecarrer le fluage sous contrainte, appliquez juste assez de force de serrage pour maintenir la pièce en place. Évitez de trop serrer à tout prix.
L'utilisation de dispositifs de serrage avec une plus grande surface pour répartir la pression de serrage peut également aider à empêcher le matériau de se comprimer et de se déformer.
Comprendre les compromis
Bien que les propriétés du PTFE le rendent idéal pour certaines applications telles que les joints à faible friction ou les composants résistants aux produits chimiques, elles introduisent également des limitations inévitables.
La limitation de tolérance
En raison de son instabilité inhérente, le PTFE n'est pas bien adapté aux pièces nécessitant des tolérances extrêmement serrées (par exemple, +/- 0,001 pouce). Les conceptions doivent en tenir compte en spécifiant des tolérances plus larges si possible.
Le risque de gaspillage de matériel
Des réglages inappropriés peuvent rapidement ruiner une pièce en PTFE. Le réglage initial et les coupes d'essai sont essentiels pour trouver les bons paramètres, ce qui peut entraîner une certaine perte de matériau initiale.
Le besoin d'outillage dédié
Bien que le PTFE soit facile à couper en principe, obtenir un résultat de qualité nécessite un outillage spécifique. Les outils doivent être maintenus exceptionnellement affûtés et ne devraient idéalement être dédiés qu'à l'usinage de plastiques souples pour éviter les entailles ou l'émoussement qui dégraderaient les performances.
Faire le bon choix pour votre objectif
Votre approche de l'usinage du PTFE doit s'aligner directement sur l'objectif final de votre projet.
- Si votre objectif principal est le prototypage rapide : Tirez parti de la facilité d'usinage du PTFE avec des vitesses modérées, mais concevez en tenant compte de tolérances lâches.
- Si votre objectif principal est des composants de haute précision : Vous devez privilégier la minimisation de la chaleur avec des outils affûtés et des vitesses de coupe contrôlées, tout en utilisant une pression de serrage faible et uniformément répartie.
- Si votre objectif principal est une finition de surface supérieure : Utilisez des outils à angle de dépouille positif extrêmement affûtés et envisagez des opérations secondaires telles que le micro-polissage après le fraisage.
En fin de compte, l'usinage réussi du PTFE vient du respect des propriétés uniques du matériau, et non de la lutte contre celles-ci.
Tableau récapitulatif :
| Défi | Cause principale | Solution clé |
|---|---|---|
| Formation de bavures | Mollesse du matériau et étalement par l'outil | Utiliser des outils affûtés à angle de dépouille positif élevé |
| Imprécision dimensionnelle | Forte dilatation thermique et fluage sous contrainte | Minimiser la chaleur et utiliser un serrage léger |
| Accumulation de chaleur | Mauvaise conductivité thermique du PTFE | Optimiser les vitesses et les avances de coupe |
Besoin de composants en PTFE usinés avec précision ?
Chez KINTEK, nous sommes spécialisés dans la fabrication de joints, de revêtements et de matériel de laboratoire en PTFE de haute qualité pour les secteurs des semi-conducteurs, du médical et de l'industrie. Notre expertise en fabrication sur mesure nous permet de naviguer avec expertise dans les défis posés par la mollesse et la dilatation thermique du PTFE, en fournissant des pièces avec la précision dimensionnelle et la finition de surface supérieure que votre application exige, du prototype à la production en grand volume.
Contactez notre équipe dès aujourd'hui pour discuter des exigences de votre projet et obtenir un devis.
Guide Visuel
Produits associés
- Appareillage de laboratoire personnalisé en PTFE : cellules de réaction résistantes à la corrosion, faible bruit de fond et fabrication CNC de précision
- Pot de broyage personnalisé en PTFE pour broyeur à boulets 50ml – Récipient de broyage de laboratoire résistant à la corrosion à faible bruit de fond
- Cuve d'échantillon conique en PTFE usiné sur mesure, récipient triangulaire en fluoropolymère résistant à la corrosion pour analyse de traces
- Coupe-circulaire de membrane filtrante en PTFE de haute pureté avec lame en céramique pour l'analyse de traces et la préparation d'échantillons de laboratoire CDC
- Cylindres de mesure en PTFE sur mesure pour des applications scientifiques et industrielles de pointe
Les gens demandent aussi
- Quel matériau est utilisé pour mouler la verrerie en PTFE ? Le rôle essentiel de la résine PTFE pure
- Quelles sont les principales méthodes de fabrication des appareils de laboratoire en PTFE ? Perspectives d'experts sur l'ingénierie des fluoropolymères
- Quelles sont les options de personnalisation disponibles pour les matériaux PTFE ? Adaptez les performances à votre application
- Quelles sont les principales propriétés de résistance chimique des appareils de laboratoire en PTFE ? Pureté et Inertie Inégalées
- Quels sont les avantages mécaniques et sécuritaires de l'utilisation d'appareils en PTFE dans un laboratoire ? Améliorer la sécurité et la durabilité



















