En pratique, la plage de température de service officielle du Polytétrafluoroéthylène (PTFE) est exceptionnellement large, allant de -200°C à +260°C (-328°F à +500°F). Cependant, le facteur critique pour l'usinage n'est pas cette plage statique, mais plutôt la faible dissipation thermique du matériau. La chaleur générée pendant la coupe peut facilement provoquer une déformation et ruiner la précision dimensionnelle bien avant que le matériau lui-même ne commence à se dégrader.
Le défi fondamental lors de l'usinage du PTFE n'est pas sa tolérance aux hautes températures, mais son taux élevé de dilatation thermique combiné à une faible conductivité thermique. Cela signifie que la chaleur localisée due à la coupe s'accumule rapidement, provoquant l'expansion et la déformation du matériau, ce qui est la principale source d'inexactitude.

Comprendre le comportement thermique du PTFE
Pour usiner efficacement le PTFE, vous devez vous concentrer sur la gestion des effets thermiques plutôt que de vous inquiéter de la limite de température absolue du matériau. Ses propriétés uniques créent un ensemble spécifique de défis.
La plage de température de service officielle
Le PTFE est réputé pour sa stabilité thermique. Il peut fonctionner en continu dans des applications à haute chaleur jusqu'à 260°C (500°F) et reste fonctionnel dans des conditions cryogéniques aussi basses que -200°C (-328°F). Cela en fait un matériau de choix pour les environnements extrêmes.
Le défi critique : la dilatation thermique
Le principal problème lors de l'usinage est la dilatation thermique. Le PTFE se dilate et se contracte beaucoup plus que les métaux ou autres plastiques techniques lorsque sa température change. Comme il est également un mauvais conducteur thermique, la chaleur provenant d'un outil de coupe ne se propage pas ; elle se concentre dans la zone de coupe.
Cette chaleur localisée provoque une expansion rapide du matériau, entraînant des coupes inexactes. Une fois que la pièce refroidit, elle se contracte, ce qui entraîne une dimension finale plus petite que prévue.
Le risque inévitable de déformation
La chaleur ramollit le PTFE, le rendant très susceptible à la déformation. Ceci est amplifié par deux facteurs : la pression de l'outil de coupe et la force de serrage de vos dispositifs de fixation. Une pièce qui est dimensionnellement stable à température ambiante peut facilement se voiler ou se déformer lorsque la chaleur est introduite.
Comment le grade de PTFE affecte la stabilité de l'usinage
Le type de PTFE que vous usinez a un impact direct sur sa stabilité thermique. Des additifs, appelés charges, sont utilisés pour contrecarrer les faiblesses inhérentes du matériau.
PTFE vierge (non chargé)
C'est le grade pur et non modifié. Bien qu'il offre la meilleure résistance chimique et isolation électrique, il présente le taux de dilatation thermique le plus élevé. C'est le grade le plus difficile à usiner avec des tolérances serrées en raison de son instabilité dimensionnelle.
Grades chargés (Verre, PEEK)
Le renforcement du PTFE avec des charges comme les fibres de verre ou le PEEK améliore considérablement ses propriétés pour l'usinage. Ces charges ajoutent de la rigidité et réduisent significativement le taux de dilatation thermique.
Le PTFE chargé de verre est beaucoup plus résistant et plus résistant à l'usure et au fluage. Le PTFE chargé de PEEK offre une rigidité encore plus élevée et une excellente résistance à l'usure. Les deux sont beaucoup plus stables dimensionnellement sous la chaleur de l'usinage que le PTFE vierge.
Pièges courants à éviter
Le succès avec le PTFE nécessite d'éviter les erreurs courantes qui génèrent une chaleur et une pression excessives.
Utilisation d'outils émoussés
Les outils émoussés ne coupent pas ; ils labourent le matériau. Cela génère une énorme quantité de friction et de chaleur, ce qui est la cause profonde de presque tous les problèmes d'usinage avec le PTFE. Utilisez toujours des outils extrêmement tranchants avec un angle de coupe positif élevé.
Application d'une pression de serrage excessive
Le PTFE est un matériau tendre qui se déformera ou « fluera » même sous une pression modérée. Les dispositifs de fixation doivent fournir un support robuste avec une force de serrage minimale. Un serrage excessif d'un étau déformera la matière première, conduisant à une pièce finale inexacte.
Ignorer l'évacuation des copeaux
Étant donné que le PTFE est un mauvais conducteur thermique, les copeaux évacuent une quantité importante d'énergie thermique. Une évacuation inefficace des copeaux permet aux copeaux chauds de rester sur la pièce, transférant la chaleur vers celle-ci et aggravant les problèmes d'expansion.
Faire le bon choix pour votre objectif
Votre stratégie d'usinage doit s'aligner sur le grade du matériau et les exigences finales de la pièce.
- Si votre objectif principal est une résistance chimique ou une isolation électrique maximale : Utilisez du PTFE vierge, mais utilisez des outils très tranchants, des vitesses élevées et des avances faibles pour minimiser la génération de chaleur.
- Si votre objectif principal est la précision dimensionnelle et la résistance à l'usure : Envisagez sérieusement un grade chargé comme le PTFE chargé de verre ou de PEEK, car ils sont intrinsèquement plus stables et plus tolérants pendant le processus d'usinage.
- Si votre objectif principal est la visibilité ou le codage couleur : Traitez le PTFE pigmenté de manière similaire aux grades vierges, car les pigments n'améliorent pas significativement la stabilité thermique.
En fin de compte, maîtriser l'usinage du PTFE revient à comprendre que vous gérez la dilatation thermique, et pas seulement que vous coupez un matériau.
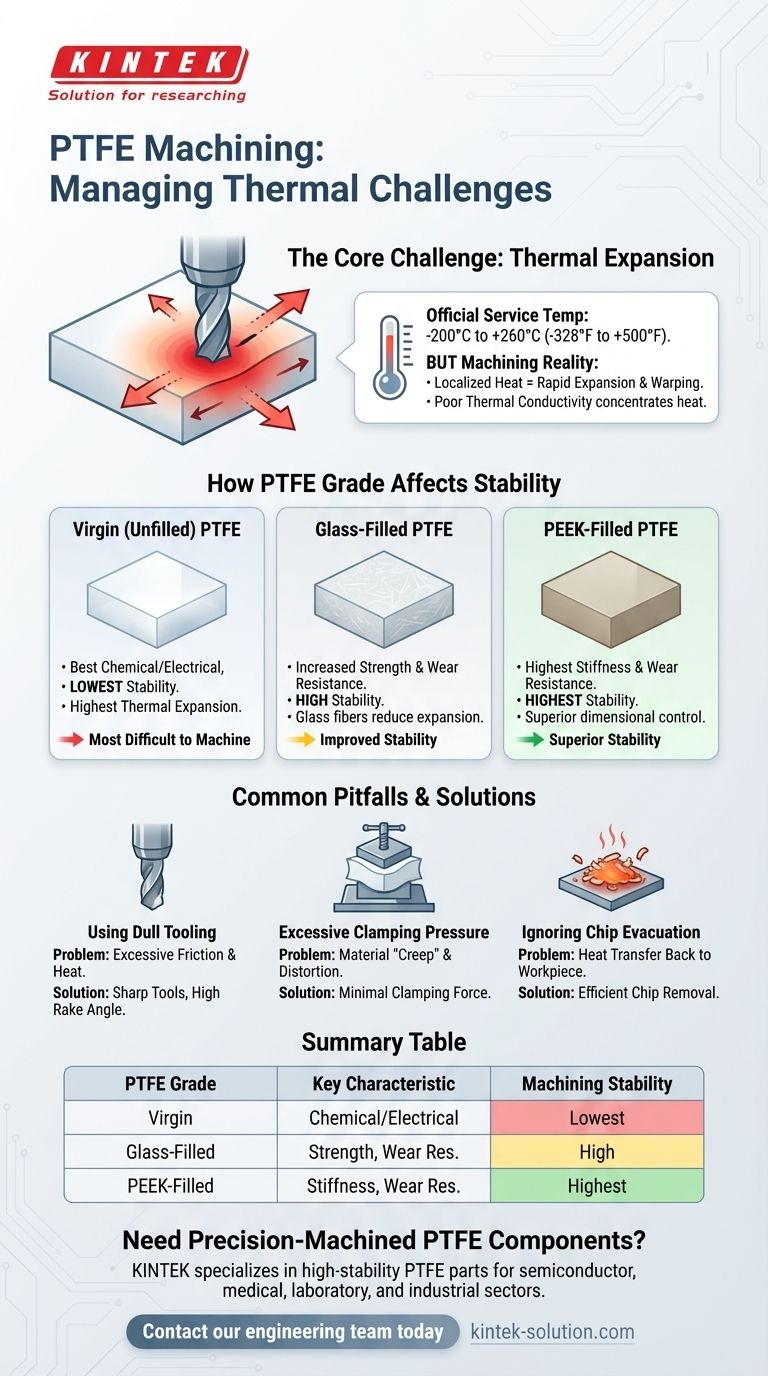
Tableau récapitulatif :
| Grade de PTFE | Caractéristique clé | Stabilité à l'usinage |
|---|---|---|
| Vierge (non chargé) | Meilleure résistance chimique/électrique | La plus faible ; dilatation thermique la plus élevée |
| Chargé de verre | Résistance accrue à la résistance et à l'usure | Élevée ; stabilité considérablement améliorée |
| Chargé de PEEK | Rigidité et résistance à l'usure les plus élevées | La plus élevée ; stabilité dimensionnelle supérieure |
Besoin de composants en PTFE usinés avec précision qui conservent leur forme sous contrainte thermique ?
Chez KINTEK, nous sommes spécialisés dans l'usinage de pièces en PTFE à haute stabilité pour les secteurs des semi-conducteurs, du médical, des laboratoires et de l'industrie. Notre expertise dans la gestion de la dilatation thermique garantit que vos joints, revêtements et verreries de laboratoire répondent à des spécifications exactes, des prototypes aux commandes à haut volume.
Contactez notre équipe d'ingénieurs dès aujourd'hui pour discuter des exigences de votre projet et recevoir un devis.
Guide Visuel
Produits associés
- Système de filtration PTFE sur mesure, résistant aux acides, haute pureté, grade semi-conducteur pour traitement chimique
- Robinet en PTFE à Haute Résistance à la Corrosion Valve en Polytétrafluoroéthylène pour Fûts de Stockage Chimique et Systèmes de Transfert de Fluides Personnalisable de Qualité Industrielle
- Système de Filtration Sous Vide PTFE PFA Résistant à la Corrosion Personnalisable et Incassable pour Laboratoire
- Filtre résistant à la corrosion en PTFE avec raccords à vanne PFA et plateau tamiseur intégré
- Seringue en PTFE de 50ml résistante aux produits chimiques à haute température, injecteur en Téflon personnalisé avec joint fileté pour l'analyse de traces
Les gens demandent aussi
- Quelles sont les applications typiques des filtres en PTFE dans la filtration scientifique ? Maîtriser la filtration des produits chimiques agressifs et des gaz
- Qu'est-ce qui rend les systèmes de filtration en PTFE avantageux pour l'usage industriel et scientifique ? Stabilité chimique et thermique inégalée
- Quels produits chimiques sont entièrement compatibles avec les filtres en PTFE ? Découvrez une résistance chimique inégalée
- Quelles tailles et options de pores sont disponibles pour les filtres en PTFE ? Choisissez le bon filtre pour votre application
- Quelles sont les applications industrielles courantes des filtres en PTFE ? Maîtriser la filtration critique dans les industries exigeantes



















