Pour l'usinage CNC du Téflon, les outils les plus recommandés sont des fraises en carbure extrêmement affûtées et polies, conçues pour les matériaux tendres. Les outils tels que les fraises à une seule flute ou à deux flutes à hélice rapide sont idéaux car ils minimisent la génération de chaleur et la friction, qui sont les principaux défis lors du travail avec ce polymère unique.
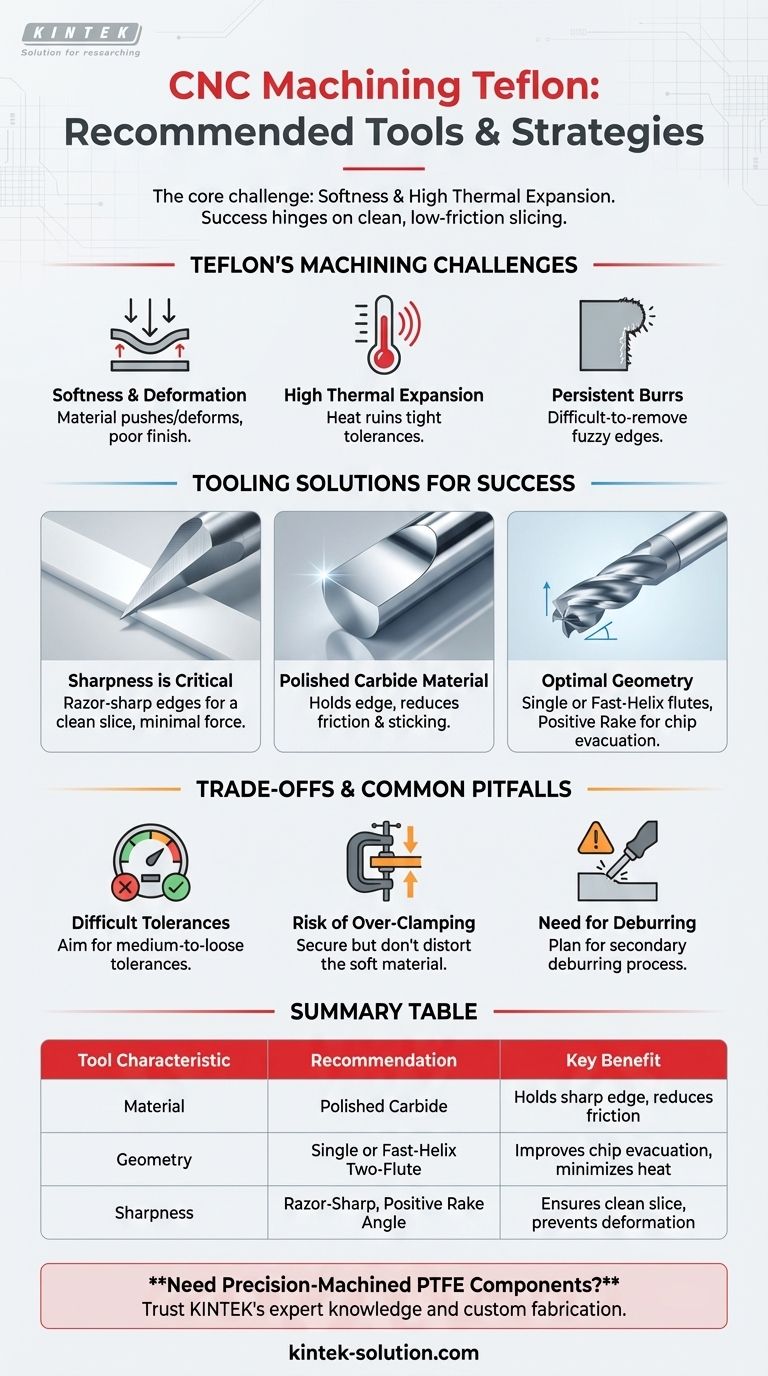
Le défi principal du Téflon réside dans sa combinaison de douceur et d'un coefficient de dilatation thermique élevé. Le succès repose sur un seul principe : utiliser des outils et des techniques qui privilégient une action de coupe nette et à faible friction pour minimiser la chaleur et empêcher le matériau de se déformer ou de fondre.

Pourquoi le Téflon exige une approche spécialisée
Comprendre les propriétés du matériau est la première étape vers un résultat d'usinage réussi. Le Téflon (PTFE) ne se comporte pas comme les métaux ou même d'autres plastiques, présentant un ensemble unique d'obstacles.
Le défi de la douceur et de la déformation
Le Téflon est exceptionnellement mou, ce qui signifie qu'il peut facilement être repoussé ou déformé par l'outil de coupe au lieu d'être coupé proprement. Cela peut entraîner du chatter, une mauvaise finition de surface et des imprécisions dimensionnelles.
Un outil émoussé ou mal conçu va labourer le matériau, créant plus de pression que nécessaire et compromettant la géométrie de la pièce.
L'impact de la dilatation thermique élevée
Le Téflon se dilate et se contracte considérablement avec les changements de température. La friction générée par l'outil de coupe produit de la chaleur, ce qui peut provoquer l'expansion du matériau en cours de coupe, ruinant les tolérances serrées.
Cette propriété fait de la gestion de la chaleur l'un des aspects les plus critiques de l'ensemble du processus d'usinage.
Le problème persistant des bavures
Contrairement aux matériaux qui produisent des copeaux propres, le Téflon a tendance à créer des bavures fines et floconneuses le long du bord de coupe. Ces bavures sont difficiles à enlever et peuvent être une source majeure de travail de post-traitement.
Planifier une stratégie d'ébavurage à l'avance est essentiel pour obtenir une pièce finie de qualité professionnelle.
Sélectionner les bons outils de coupe
Votre choix d'outillage est le facteur le plus influent pour surmonter les défis d'usinage du Téflon. L'objectif est toujours de réduire la friction et la chaleur au niveau du tranchant.
L'importance cruciale de l'affûtage
Un tranchant absolument affûté est non négociable. Un tranchant rasoir coupe le matériau proprement avec une force minimale, réduisant la pression, la chaleur et la probabilité de déformation.
Les outils émoussés causeront immédiatement des problèmes, entraînant une mauvaise finition de surface et des dimensions imprécises.
Matériau de l'outil : Carbure et surfaces polies
Les fraises en carbure sont fortement recommandées en raison de leur capacité à conserver un tranchant beaucoup plus longtemps que l'acier rapide (HSS).
De plus, les outils avec des surfaces et des hélices très polies sont supérieurs. Une finition polie réduit la friction et empêche le matériau Téflon mou de coller à l'outil, assurant des coupes plus nettes et une meilleure évacuation des copeaux.
Géométrie optimale : Flutes et angles de coupe (Rake Angles)
Les fraises à une seule flute ou à deux flutes à hélice rapide sont idéales. Ces conceptions offrent suffisamment d'espace pour que les copeaux soient évacués rapidement, les empêchant de créer une friction supplémentaire dans la coupe.
Les outils avec un angle de coupe positif favorisent une action de tranchage, qui est beaucoup plus efficace et génère moins de chaleur que l'action de raclage d'un outil à angle neutre ou négatif.
Comprendre les compromis et les pièges courants
Même avec les bons outils, certains défis inhérents doivent être gérés. Être conscient de ces compromis est crucial pour fixer des attentes réalistes et éviter les échecs courants.
La difficulté de maintenir des tolérances serrées
En raison de la dilatation thermique élevée du Téflon et de sa tendance au fluage sous contrainte, le maintien de tolérances extrêmement serrées est un défi important. Pour cette raison, il est souvent judicieux de viser des tolérances moyennes à lâches chaque fois que la conception le permet.
Le risque de sur-serrage
La douceur du Téflon le rend très susceptible d'être écrasé ou déformé par les brides de maintien de la pièce. Vous devez fixer la pièce assez fermement pour éviter les vibrations, mais pas trop serré au point de déformer sa forme avant même que la première coupe ne soit effectuée.
La nécessité d'une stratégie d'ébavurage
Supposez qu'il y aura des bavures sur la pièce finie. Planifiez un processus d'ébavurage secondaire, qui peut inclure un ponçage minutieux des bords ou même le refroidissement de la pièce pour rendre les bavures cassantes et plus faciles à enlever.
Faire le bon choix pour votre projet
Vos décisions spécifiques concernant l'outillage et le processus doivent s'aligner directement sur les objectifs de votre projet.
- Si votre objectif principal est d'obtenir la plus haute précision et la meilleure finition de surface : Investissez dans des fraises en carbure polies à une seule flute et utilisez une quantité généreuse de liquide de refroidissement soluble dans l'eau.
- Si votre objectif principal est l'usinage général ou le prototypage : Des fraises à deux flutes de haute qualité et bien aiguisées donneront de bons résultats, mais faites très attention aux vitesses de coupe et au serrage sécurisé.
- Si votre objectif principal est de minimiser le post-traitement : Utilisez les outils les plus tranchants possibles et envisagez l'usinage multi-axes pour finir les caractéristiques complexes en une seule configuration, réduisant la manipulation et la formation potentielle de bavures.
En fin de compte, l'usinage réussi du Téflon vient du respect de ses propriétés uniques et de la sélection d'outils qui coupent proprement tout en générant un minimum de chaleur.
Tableau récapitulatif :
| Caractéristique de l'outil | Recommandation | Avantage clé |
|---|---|---|
| Matériau | Carbure poli | Maintient un tranchant affûté, réduit la friction |
| Géométrie | Une seule flute ou deux flutes à hélice rapide | Améliore l'évacuation des copeaux, minimise la chaleur |
| Aiguisage | Tranchant rasoir, angle de coupe positif | Assure une action de coupe nette, prévient la déformation |
Besoin de composants en PTFE usinés avec précision ?
L'usinage du Téflon nécessite des connaissances expertes et les bons outils pour éviter les pièges courants tels que la déformation, les bavures et les imprécisions liées à la chaleur. Chez KINTEK, nous sommes spécialisés dans la fabrication de composants en PTFE de haute qualité (joints, revêtements, verrerie de laboratoire, et plus) pour les secteurs des semi-conducteurs, médical, laboratoire et industriel.
Notre engagement envers la production de précision et la fabrication sur mesure — des prototypes aux commandes à haut volume — garantit que vos pièces répondent à des spécifications exactes. Laissez notre expertise résoudre vos défis d'usinage du PTFE.
Contactez KINTEK dès aujourd'hui pour obtenir un devis et découvrir comment nous pouvons apporter de la valeur à votre projet.
Guide Visuel
Produits associés
- Grattoirs et pelles en PTFE personnalisables pour des applications exigeantes
- Cuillères en PTFE de qualité alimentaire sur mesure, spatules chimiques cylindriques, outils de manutention de matériaux non polluants pour la bio-pharmacie
- Gobelet d'échantillonnage en PTFE résistant à la corrosion Pelle d'échantillonnage en PTFE fabriquée sur mesure Outils de laboratoire en fluoropolymère pour l'échantillonnage
- Cuillère Spatule d'Échantillonnage en PTFE Résistante à la Corrosion Haute Pureté Faible Teneur de Fond Qualité Alimentaire Outil de Laboratoire pour la Recherche Pharmaceutique
- Pelle Raclette PTFE Sur Mesure et Cuillère d'Échantillonnage Double Usage Outil en Fluoropolymère Blanc Résistant à la Corrosion à Faible Bruit de Fond
Les gens demandent aussi
- Comment la conception ergonomique des pelles en PTFE profite-t-elle aux utilisateurs ? Réduire la tension et augmenter l'efficacité du laboratoire
- Pourquoi les pelles en PTFE sont-elles considérées comme biocompatibles ? Assurez la pureté et la sécurité des échantillons
- Comment la durabilité des pelles en PTFE se compare-t-elle à celle des pelles en plastique ? Découvrez le choix supérieur pour les conditions difficiles
- Quelles sont les applications spécifiques des pelles en PTFE en laboratoire ? Assurer la pureté et la sécurité des échantillons
- Comment la surface antiadhésive des pelles en PTFE bénéficie-t-elle au travail en laboratoire ? Améliorer la précision et l'efficacité



















